全部
▼
热搜:
 402
402

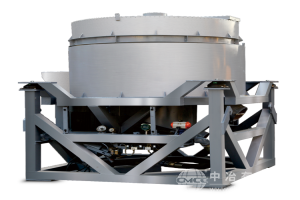
工作原理
设备主体为直径1800mm的立式转鼓,内壁镶嵌高强度聚氨酯衬套,转鼓底部集成反向旋转的流体动力学分选环。矿浆以0.5-1.2m³/h的流量给入转鼓后,电机驱动转鼓高速旋转(转速1200-1500r/min),产生600-800G的超强离心力场。在离心力作用下,密度大的贵金属颗粒(如金,密度19.3g/cm³)快速沉积于转鼓内壁,形成高浓度精矿层;密度小的脉石(如石英,密度2.65g/cm³)则随水流从尾矿口排出。同时,分选环以反向低速旋转(50-100r/min),通过流体剪切力打破精矿层中的细泥包裹体,强化微细粒金属与脉石的分离,进一步提升回收率。PLC控制系统可实时调节转速、给矿浓度及分选环速度,确保工艺稳定。
应用范围
适用于处理金品位0.05-3g/t、铂族金属品位0.1-5g/t的砂金矿、岩金矿尾矿及电子废弃物(如废旧电路板)。设备可串联于浮选、重选等主工艺之后,构建“主选-尼尔森离心提纯”闭环流程,使尾矿中贵金属综合回收率提升15%-20%。此外,设备支持干湿两用,适应不同含水率的物料处理需求,广泛应用于黄金、铂金、钯金等矿种的二次资源开发及城市矿产回收领域。
产品技术参数
转鼓规格:直径1800mm,高度800mm,聚氨酯衬套厚度20mm;
处理能力:8-25t/h(依矿物密度调整);
转速范围:1200-1500r/min(变频可调);
分选环速度:50-100r/min(可调);
给矿粒度:≤0.8mm(最佳0.005-0.3mm);
装机功率:55-75kW(防爆电机可选);
富集比:80-300倍(依矿物密度差异);
设备尺寸:长×宽×高为2.8m×2.2m×1.8m;
总重量:6.5-7.2吨。
产品特点
超微细粒回收:600-800G离心力场可捕获0.005mm级金属颗粒,回收率达90%-95%;
高富集比:流体动力学分选环强化分选精度,精矿品位较原矿提升80-300倍;
耐磨抗冲击:转鼓内壁采用高强度聚氨酯材质,寿命超15000小时,维护成本降低60%;
智能自适应:PLC系统实时监测转鼓振动、电机负荷,自动调整转速与分选参数,避免设备过载;
节能环保:单位处理量能耗仅5-8kW·h/t,较传统浮选法节能75%,且无化学药剂添加,减少二次污染。



 咨询底价
咨询底价















































































 湖北 - 武汉
湖北 - 武汉 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日









