
全部
▼
热搜:
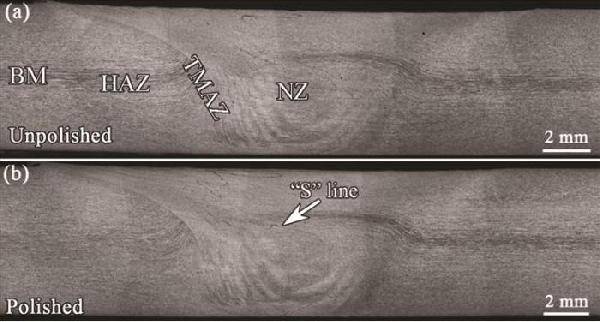
对11 mm厚的7055-0.1Sc-T4铝合金板材进行搅拌摩擦焊接,研究了焊后热处理对接头的组织和力学性能的影响。结果表明,热处理前接头的硬度分布呈“W”形,接头前进侧和后退侧都有一个最低硬度区,强度系数为63.0%~73.8%,拉伸断口位于后退侧最低硬度区。焊后人工时效(120℃×24 h)热处理使焊核的硬度提高,但是不改变接头最低硬度区的硬度,对拉伸性能和断裂行为的影响甚微。焊后的固溶(470℃×1.5 h+水淬)+人工时效(120℃×24 h)(T6)热处理不改变低焊速接头的晶粒组织,但是使高焊速接头焊核区底部的晶粒异常长大;T6热处理使接头各区域原有的沉淀相溶解,重新生成细小均匀的η'和η(MgZn2)沉淀相,使其硬度显著提高;T6热处理使接头沿“S”线附近出现微小的孔洞、在拉伸过程中沿“S”线开裂、其抗拉强度比焊接态大幅度提高,达到母材强度的87%,但是其塑性严重降低。

对厚度为3.5 mm的7046铝合金挤压板材进行搅拌摩擦焊接并对焊接接头进行人工时效,研究了焊后时效对接头力学性能的影响。结果表明,焊接接头时效前的硬度分布大致呈“W”形,抗拉强度为406.5 MPa,焊接系数为0.8,拉伸时在后退侧热影响区与热机影响区的过渡位置出现断裂,此处的硬度值最低,断裂面上有大量的韧窝;进行120℃×24 h时效后,接头的热影响区、热机影响区和焊核区的硬度都显著提高,母材区的硬度变化不大,硬度分布大致呈“一”形,抗拉强度大幅度提高到490 MPa,焊接系数达到0.96,拉伸时在焊核区中心断裂,断裂面有大量的沿晶裂纹。时效后接头区域的晶内GPI区转变成具有更好强化效果的η′亚稳相,使接头的硬度和强度提高;与其它区域相比,焊核区中晶界η相的分布更连续,晶界处无沉淀析出带的体积分数更大,因此容易成为拉伸时的断裂位置。
对6005A-T6铝合金挤压型材进行焊速为1000 mm/min的搅拌摩擦高焊速焊接,研究了对接面机械打磨对接头组织和力学性能的影响。结果表明,与生产中常用的焊前打磨处理相比,尽管对接面未机械打磨的接头焊核区的“S”线更明显,但是两种接头的硬度分布和拉伸性能相当,拉伸时都在最低硬度区即热影响区断裂。高周疲劳实验结果表明,两种接头的疲劳性能也基本相当,疲劳强度分别为105 MPa和110 MPa;在高应力幅下样品断裂于母材,在低应力幅下断裂于热影响区且出现两个裂纹源。两种接头的疲劳断口有裂纹源区、扩展区、最终断裂区,都呈现出典型疲劳断口特征。研究结果表明,焊前是否进行机械打磨对FSW接头的静态拉伸和动态疲劳性能没有明显的影响。
对6 mm厚的6082-T6铝合金进行两种表面处理然后实施搅拌摩擦焊接,研究了对接面氧化膜对接头组织和疲劳性能的影响。结果表明,进行速度为1000 mm/min的高速焊接时,对接面未打磨和打磨的接头焊接质量都良好,接头强度系数达到81%;两种接头的疲劳性能基本相同,疲劳强度均为100 MPa;少数样品在焊核区外断裂,大部分样品在热影响区断裂。与接头相比,两种接头焊核区的疲劳性能有所提高,均为110 MPa,在疲劳测试中裂纹并未沿“S”线萌生和扩展。





































































 山东 - 青岛
山东 - 青岛 2024年06月21日 ~ 23日
2024年06月21日 ~ 23日



