概 况
随着现代社会的不断进步,为了满足我国国民经济的健康发展和国防现代化建设的重大需求,己经制造出具有国际先进水平的大吨位、高精度和高效率锻造变形设备,节能环保加热设备在锻造生产中也得到了大量应用。与此同时,热模锻造、等温锻造、超塑性锻造、多向模锻和粉末锻造等先进锻造技术在生产中得到了广泛应用,辊锻、斜横轧、径向精锻、挤压锻造、辗轧和镦锻等特种锻造技术也得到了大量应用,锻造CAD/CAM/CAE等新技术得到了工程应用,正在全面开展智能锻造技术、锻造模具寿命预测技术和锻件性能预测技术的工程化研究。随着先进锻造技术的发展,钛合金锻造技术的发展趋势包括:
①复杂超薄锻件精密锻造技术;
②大型整体锻件近净变形技术;
③高可靠锻件低成本锻造技术;
④新型材料锻件锻造技术;
⑤基于锻造变形的复合制造技术;
⑥锻造智能技术(包括数值模拟、锻造知识系统、生产自动化线和装备控制)等。
钛合金锻造工艺特性
钛及钛合金锻造变形的目的,一是获得满足设计要求的锻件形状和尺寸,二是使锻件的微观组织和使用性能达到设计技术指标要求。然而,钛合金锻件质量主要由锻造工艺决定,也就是说钛合金在锻造变形时形成的不良微观组织很难用热处理工艺进行改善。因此在制定锻造工艺之前,必须了解钛合金的锻造工艺特性。钛合金的锻造工艺特性主要包括以下三个方面。
1变形抗力大
变形抗力大是钛合金锻造变形的显著特点之一。与铬镍钼合金结构钢相比,在相同的锻造变形温度条件下锻造变形时,钛合金的变形抗力大,随着锻造变形温度的降低而快速升高。因此,由于钛合金变形抗力大,钛合金在锻造变形时即使锻造变形温度略有降低,也会导致变形抗力的显著增加,如图1所示。因此,选择合理的锻造变形温度是钛合金锻造的首要任务。
图1 锻造变形温度对钛合金和铬镍钼合金结构钢变形抗力的影响
2导热性差
导热性差是钛合金的另一个显著特点,部分钛合金的导热系数如表1所示。导热性差使得钛合金坯料加热出炉后表面冷却比内部要快,如果操作不当会在坯料内外造成比较大的温度差,加剧钛合金在锻造变形过程中坯料内外变形的不均匀性,甚至开裂,会严重影响钛合金锻件的使用寿命和使用可靠性。因此,充分预热与钛合金坯料直接接触的工具,如锻模和夹钳等,是钛合金锻造生产中十分重要的工作
3黏性大和流动性差
由于钛合金的黏性大和流动性差,要求钛合金锻造变形时必须加强润滑,否则会产生黏模和材料回流现象,同时还会因摩擦力的增大使得变形抗力显著增加,有时还会因为黏模而撕裂锻件。试验研究结果表明:在不采用润滑剂的条件下,钛合金高温镦粗时的摩擦系数为0.5,当采用玻璃润滑剂时,钛合金高温镦粗时的摩擦系数为0.04~0.06。因此,钛合金锻造时采用合理的润滑剂是保障钛合金锻件质量的重要措施。
钛合金锻造工艺分类
与其他金属材料(第八届全国有色金属结构材料制备/加工及应用技术交流会)一样,对于使用可靠性要求高的钛合金零件都要采用锻造工艺进行制造。钛合金的常用锻造方法包括:自由锻造、热模锻造和特种锻造。
1自由锻造
钛合金的自由锻造(open die forging, ODF)是一种利用外力作用使得钛合金在上砧与下砧之间变形,获得具有一定微观组织和性能、形状与尺寸锻件的锻造方法,特别适用于生产重型机械中的大型锻件或特大型锻件。锻造变形程度是自由锻造工艺中的重要工艺参数,是细化钛合金微观组织的必要条件。当变形程度小于30%时,不能破碎或只能轻微破碎钛合金中的铸造组织;当变形程度大于30%时,能够明显细化其微观组织。通常,要使钛合金中的粗晶针状微观组织细化,并转变为球状组织,获得具有良好微观组织的钛合金锻件,锻造变形温度应当在a+β相区内,变形程度应大于60%。
2热模锻造
钛合金的热模锻造(hot die forging, HDF)是一种利用外力作用使得钛合金坯料在模膛内变形,获得具有一定微观组织和性能、形状与较高尺寸精度锻件的锻造方法。热模锻造适合于生产结构形状较为复杂、尺寸精度较高和机械加工余量较小的钛合金锻件。为了使得钛合金锻件的微观组织和性能满足设计技术指标要求,热模锻造在钛合金锻造中应用较为普遍。钛合金热模锻造又分为普通模锻(die forging, DF)、等温锻造(isothermal die forging, IDF)、超塑性锻造(superplastic forging, SPF)三种锻造工艺。锻造工艺对钛合金锻件的尺寸精度影响显著。当采用普通锻造时,普通模锻件筋的最大高宽比为6:1,精密锻件的最大高宽比为15:1;当采用等温锻造或超塑性锻造时,精密锻件筋的最大高宽比为23:1,筋的最小宽度可达2.5mm,腹板最小厚度可达2.0mm。普通锻造一般用于生产简单形状的钛合金锻件,等温锻造一般用于生产形状复杂和尺寸精度要求高的钛合金锻件,超塑性锻造一般用于生产形状极其复杂、截面变化大和使用性能要求高的钛合金锻件。
3特种锻造
钛合金的特种锻造(special forging, SF)是一种利用外力作用使得钛合金坯料在专用设备上进行变形,获得具有一定微观组织和性能、形状与尺寸锻件的锻造方法。特种锻造的生产效率较高,适合于生产大批量的钛合金锻件,如在镦锻机和搓丝机上生产螺钉,生产效率成倍增长,但是一种特种锻造设备只能生产一类锻件,具有局限性。
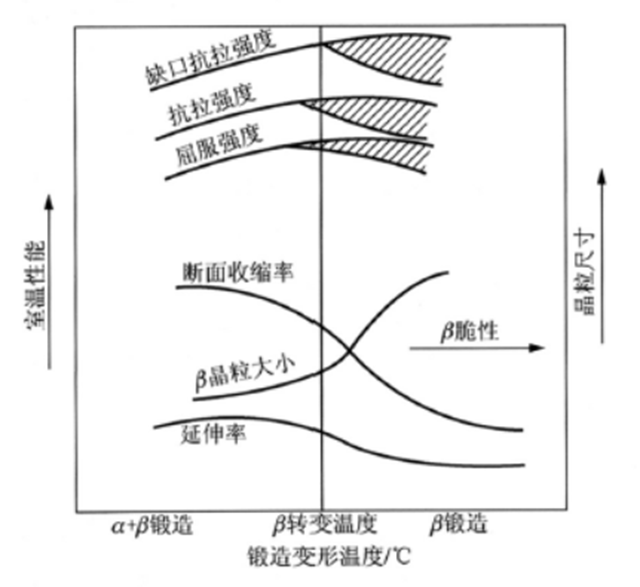
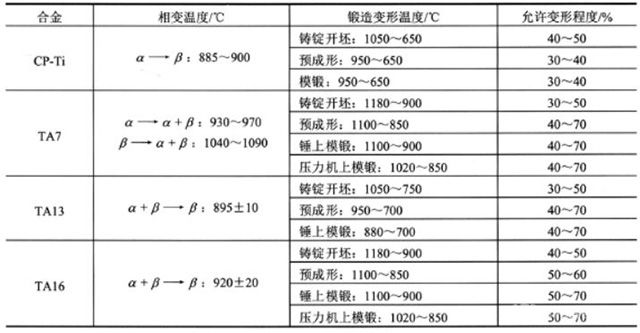
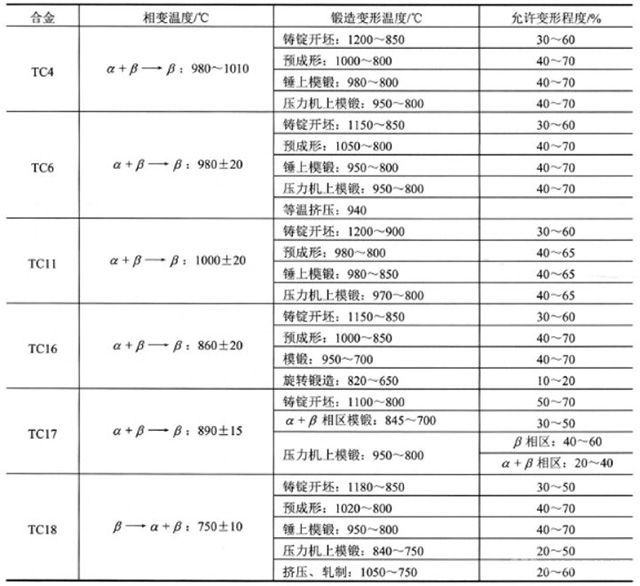
锻造变形温度、变形程度和变形速度是钛合金模锻工艺设计中的关键控制参数。从减少锻造变形能量消耗和充分利用钛合金塑性的角度出发,钛合金的始锻温度越高越好。例如,Ti6A14V合金在热模锻造时的流动应力为1200MPa,等温锻造时的流动应力为150MPa,超塑性锻造时的流动应力为40MPa。在锻造变形温度为980℃和变形速度为1mm/s的条件下等温锻造Ti6A14V合金鼻状圈时,最小壁厚为6.3mm;当变形速度为0.04mm/s时,Ti6A14V合金鼻状圈锻件在同一截面处的壁厚达到1.52~1.87mm。但是,如果始锻温度超过钛合金的β相变温度,由于β晶粒的剧烈长大,容易形成魏氏组织,会造成钛合金锻件的室温塑性偏低。钛合金的始锻温度高于β相变温度,导致晶粒长大和塑性降低的现象,称为钛合金β脆性。因此,为了避免α+β合金的β脆性,使得α+β合金锻件具有优良的综合性能,应当在β相变温度以下进行锻造。锻造变形温度对α+β合金和α合金锻件室温性能和晶粒尺寸的影响如图2和图3所示。对于β合金,锻造变形温度高于钛合金的β相变温度,也有可能发生β脆性。但是,一方面由于β合金的合金化程度高,其β相变温度较低(700~800℃),如果在β相变温度以下进行锻造,变形抗力过大;另一方面,由于β合金的合金化程度高,如果在β相变温度以下进行锻造,其β晶粒的长大速度会低于α+β合金和α合金中的晶粒长大速度。因此,β合金的始锻温度总是高于β相变温度,但是为了尽量避免β脆性,β合金的始锻温度不能过高。常见α合金、α+β合金和β合金的锻造变形温度如表2到表4所示。
图2 锻造变形温度对α+β合金锻件室温性能和晶粒尺寸的影响
图3 锻造变形温度对α合金锻件室温性能和晶粒尺寸的影响
图片表3 β合金锻造工艺参数图片


表4 α+β合金锻造工艺参数
锻造变形程度是决定钛合金锻件使用性能的重要因素。试验研究结果表明,当锻造变形程度为2%~10%时,钛合金变形后的晶粒非常粗大,超过上述锻造变形程度后,变形程度越大,钛合金变形后的晶粒越细小。当锻造变形程度大于85%时,由于会发生聚集再结晶,钛合金变形后的晶粒也十分粗大。另外,提高变形程度可以降低钛合金锻造变形时的各向异性,如当变形温度为800~1000℃、变形程度为75%~80%时,TA2合金微观组织中的各向异性达到最小;当变形程度为90%左右时,TA6合金和TC6合金微观组织中的各向异性达到最小。
钛合金在锻造变形过程中会同时发生再结晶和加工硬化现象。提高锻造变 形速度,有时会使得钛合金的再结晶不能充分进行,导致塑性降低和变形抗力升高。因此,钛合金锻造变形时每次行程的变形程度应当大些,变形速度不能过大。对于常用锻造设备,压力机的变形速度比较慢,选择在压力机上进行钛合金锻造,可以降低钛合金的变形抗力,减少能量消耗,并且变形速度比较低会使得钛合金的塑性比较高,充型比较容易。
根据钛合金的锻造变形温度,又可分为α+β锻造(α+β forging)、β锻造(β forging)、近β锻造(near β forging)和准β锻造(quasi β forging)四种锻造工艺。
(1) α+β锻造是在低于β相变温度30~50℃下进行加热和锻造变形,获得典型的等轴组织即α等轴组织+β转变组织。经过α+β锻造变形后,钛合金锻件的塑性和室温强度较高,高温性能和断裂韧性较低。
(2) β锻造是完全在高于β相变温度50℃下或更高温度下进行加热和锻造变形,获得网篮组织或魏氏组织。经过β锻造变形后,钛合金锻件的抗蠕变性能、断裂韧性和抗冲击性高,因“β脆性”和“微观组织遗传性”导致塑性和热稳定性低,应用极少。
(3) 近β锻造(或称亚β锻造)是在低于β相变温度10~15℃下进行加热和锻造变形,获得10%~20%等轴α+50%~60%片层α+β转变基体组织。经过近β锻造变形后,钛合金锻件的塑性、高温性能、疲劳性能和断裂韧性等综合性能好。
(4) 准β锻造是在高于β相变温度5~10℃下进行加热和锻造变形,获得典型的网篮组织。经过准β锻造变形后,钛合金锻件的抗蠕变性能、断裂韧性和抗冲击性较高,塑性和热稳定性较低。
典型应用
钛合金锻件广泛应用于航空、航天、舰船、海洋工程、兵器、能源、汽车、冶金和石化等领域,并且都是涉及运行安全的关键零件。例如,航空发动机的涡轮盘、叶片,飞机的起落架、翼梁,汽车的曲轴、前梁,发电机组的转子、叶轮和大轴等。下面结合钛合金精密锻造叶片和大型整体锻件二类锻件介绍钛合金等轴技术的典型应用。
1精密锻造叶片
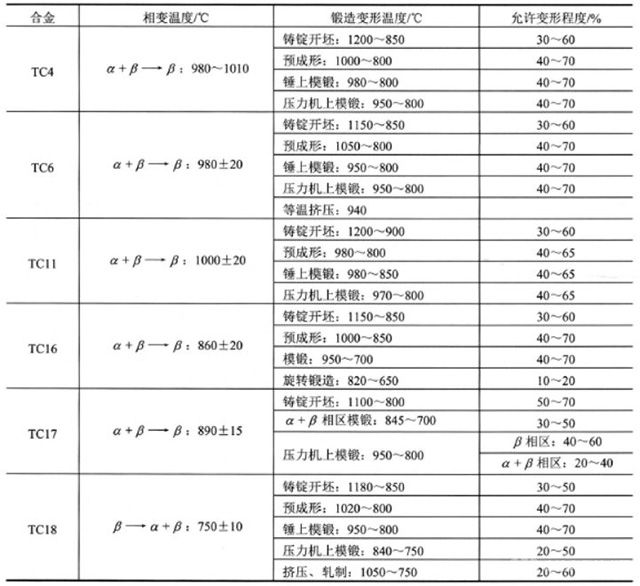
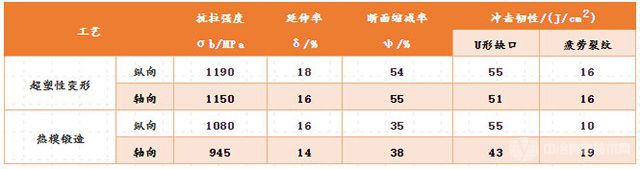
航空发动机中有数千件叶片,其中钛合金锻造叶片约占1/2,由于钛合金叶片形状复杂、叶身截面薄,高温变形和冷加工均十分困难。特别是,要求压气机叶片强度高、抗裂性好和使用寿命长,因此提高钛合金锻造叶片的使用性能和降低其制造成本一直受到国内外锻造技术领域的高度重视,采用高性能的钛合金精密锻造叶片(精密锻造叶片是指叶片锻锆后的叶身不需要机械加工即可用作机械零件)替代传统的钛合金模锻叶片得到了广泛应用,英国罗-罗公司(Rolls-Royce)为遄达900型(Trent900)航空发动机生产的Ti6Al4V合金精密锻造叶片如图4所示。与热模锻造工艺制造的钛合金锻造叶片相比,俄罗斯采用超塑性变形工艺制造的Ti6.2Al2.5Mo1.5Cr0.2Si0.5Fe合金精密锻造叶片在强度、塑性和冲击韧性方面有明显改善,如表5所示。与热模锻造工艺相比,美国采用超塑性变形工艺制造投影面积为9000mm2的Ti6Al4V合金叶片节省40%原材料,制造成本降低20%左右。在我国,西北工业大学和中国航空发动机集团有限公司西安航空动力股份有限公司等攻克了钛合金叶片精密锻造工艺,计算机辅助设计,精密制坯,锻坯润滑,叶片校正、化铣、三维检测,多尺度耦合数值模拟和变形工艺参数优化等关键技术。研制的TC4、TC6、TC8和TC11等钛合金精密锻造叶片在航空、航天和舰船用动力装置中得到大量应用,与原用锻造工艺相比,材料利用率由15%提高到30%以上,节约50%左右机械加工费用。
图4 Ti6Al4V
表5 Ti6.2Al2.5Mo1.5Cr0.2Si0.5Fe合金叶片力学性能
2大型整体锻件
由于技术水平和生产条件的限制,制造大型结构件的原用工艺先采用分块模锻,再采用拼焊、铆接或螺栓紧固的方式进行连接。构件的机械加工耗时长,同时会降低构件的使用强度和可靠性,增加了飞行器的结构重量,且对配合精度提出了很高的要求。钛合金大型整体件锻造技术可将传统的多件组合构件改为整体结构件,大大减轻了飞行器的结构重量,提高了飞行器的结构效益和零部件的安全可靠性。例如,俄罗斯将BT22合金大型锻件用于苏27 (SU27)、伊尔76 (IL76)、伊尔86 (IL86)、伊尔96 (IL96)、安124 (A124)和图204 (TU204)等飞机的机体和起落架;法国将长度达7m的Ti1023合金大型锻件用于空客380客机的主起落架;美国波音777客机的起落架采用Ti1023合金大型锻件后,结构减重约270kg;美国F-22战斗机采用了Ti6Al4V合金整体隔框锻件,长3.8m,宽1.7m,重量达到1590kg,投影面积为5.16m2。
大型整体锻件在我国的航空航天领域得到了大量应用。宝钢集团有限公司、宝钢特钢有限公司和西北工业大学等采用等温锻造技术,攻克了大型和特大型钛合金锻件的近净锻造变形,锻造全过程数值模拟,模具设计与制造,特种加热装备设计与制造等关键技术。研制的TC17合金整体叶盘和TC4合金轴颈在国家重大工程中得到了成功应用,如图5所示。因此,发展先进的钛合金锻造技术将扩大钛合金的应用领域。

图片图片图5 TC17合金整体叶盘和TC4合金轴颈
3其他方面
使用钛合金锻件作为火力发电的蒸汽轮机叶片,可增加蒸汽轮机的叶片长度,从而提高发电效率,减小转子的负荷。早在1991年就已经把1m长的Ti-6Al-4v合金叶片应用在了高速旋转的汽轮机末段。在体育器材方面,钛合金锻件可用于高尔夫球杆上,由于β型钛合金锻件的强度高,从而可以采用板厚低于3mm的锻件充当击球面,使得弹性击球面通过较长的冲击作用时间来储存或释放能量以缓和冲击,从而球员不需要用力挥棒便可将球击得很远。钛合金高尔夫球杆击球面锻件如图6所示。此外,钛合金锻件在海洋和近海领域、汽车工业、建筑业和医疗器械业中都有较广泛的应用。

图片图6 钛合金高尔夫球杆击球面锻件
钛合金常见锻造缺陷
1组织不均匀
金属锻压过程中,由于外摩擦等因素影响会产生不均匀变形,这对实现成形和成形后材料组织性能有重要影响。钛合金在变形温度800℃~950℃时,晶粒尺寸虽然得到了细化,但结晶体积分数较小;在950℃~1150℃时,动态再结晶较为充分,组织均匀性相应得到改善,但温度超过1050℃,晶粒过分长大,合金组织粗化严重。具体如图7。这种粗大α块又称大白块,与网篮组织中细小的正常α条相比,其晶界面比较粗糙,凹凸不平,在形态上表现为不均匀,粗大、由晶界向晶内生长,而正常α条的晶界面比较平滑,影响了锻件质量。
2对性能的影响
容易变形,若工具预热温度过低,设备的打击速度低,变形程度又较大,往往在纵剖面或横截面上形成X形剪切带。水压机上非等温镦粗时尤其如此。这是因为工具温度低,坯料与工具接触造成金属坯料表层激冷,变形过程中,金属(第八届全国有色金属结构材料制备/加工及应用技术交流会)产生的变形热又来不及向四周热传导,从表层至中心形成较大的温度梯度,结果金属形成强烈流动的应变带。其次,有残留铸造组织。钛合金。锻件有残留铸造组织时,横向低倍组织的心部呈暗灰色,无金属光泽,有网状结构,纵向无明显流线;高倍组织中的树枝晶完整,主干支干互成90°。高温合金的残留锻造组织,在低倍组织中为柱状晶,枝干未破碎;高倍组织中的晶粒极为粗大,局部有破碎的细小晶粒。
3裂纹缺陷
主要指锻造裂纹。钛合金的粘性大,流动性差,加上导热性不好,因而在锻造变形过程中,由于表面摩擦力大,内部变形不均匀性明显以及内外温差大等,容易在锻件内部产生剪切带(应变线),严重时即导致开裂,其取向一般沿最大变形应力方向。锻造产生的裂纹,可能是锻造折叠还有可能是锻造后的淬火裂纹,制备裂纹的横向金相试样看看裂纹附近的组织,是否有过热过烧的组织,并分析裂纹断口表面氧化物得成分。
 1992
1992
 0
0 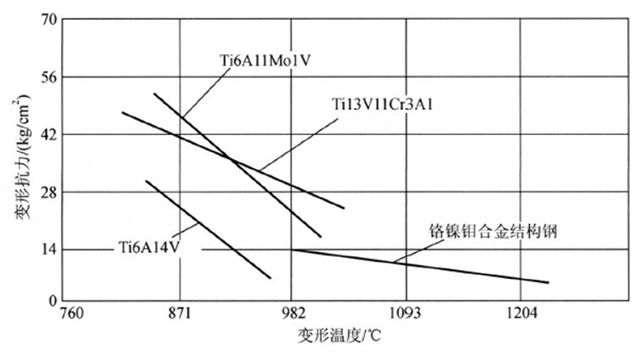




 分享 5
分享 5
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0

 中冶有色技术平台
中冶有色技术平台

































































 换一批
换一批