全部
▼
热搜:

 514
514

所谓弯圆机,主要构成形式,主要看对于型材变形区域的包裹性,成型次数的选择,型材延展性测算,型材反弹量测算,进给速度与送料速度的匹配,等几方面。
分项分析:
一、弯圆机对于型材变形区域的包裹性
这一点在弯圆当中起到至关重要的作用,所谓弯圆机使材料不变形,不扭曲,我们首先需要了解材料受力点,受力方向等各种问题,那么对于弯圆过程中对于型材变形区域的包裹性就要求非常高了,如果材料容易变形的点包裹性不好,那么材料肯定会变形扭曲,但是包裹性很好的时候我们也需要考虑材料弯曲过程中受力点挤压进轮的作用,如果稍有变化影响也会导致材料严重变形。
二、成型次数的选择
对于弯圆机成型次数的选择这一点,有好多接触少的客人,会盲目的信任一次成型会好,但是不然,对于有些易变性、易扭曲的材料,如果一味的去一次成型会导致材料变形严重,从而导致弯曲不成功,一次成型对于模具要求非常高,所以选择一次成型需要谨慎,但是多次成型选择有时候可能也会导致型材变化,这时候我们就是靠平常积累去谨慎选择,多次成型时划伤问题怎么去解决,从一开始接触弯圆机到现在,有好多客人会问我划伤。划伤。划伤,这也是一个老生长谈的问题,我们做过很多实验,对于划伤问题其实很好解决,我们这节留一个小小的尾巴,下节我们着重分析解决划伤问题,对于划伤问题我们有一套*的成熟理论,也欢迎各界朋友来电技术交流。
三、型材延展测算
弯圆机来说,如果只看弧度不看角度,我们只需要解决Y轴精度,那么对于角度控制,我们必须要控制X轴精度了,但是如果只看图纸我们也没办法一次性的把型材角度控制准确,为什么呢,两个字--“延展”,我们大家都知道,型材在弯曲过程中内弧会收缩,控制收缩很麻烦,也是型材弯圆中必须解决的环节,外弧拉伸,这一点对于弧度角度控制至为重要,怎样去测算呢,在弯弧过程中,弯圆机怎样去操作呢,我们的用户只需要把材料宽度,弯曲控制点在弯圆机上标注出来,那么弯圆机所计算的弧长即为拉伸后的弧长,问题简单,控制率高。弯圆机使用方法介绍
四、型材反弹测算
对于弯圆机的使用,反弹测算成了大家头痛的问题,好多用户在这一点上过不去,就会出现效率慢,对设备怨声载道,所以怎样精准计算反弹时弯圆机使用的一大重要组成部分,我们的数控弯圆机只要支材料出来,设备会自动计算反弹,那么不会计算的怎么办呢,只能手动测量支,在支的基础上在去计算材料反弹
五、进给速度与送料速度的匹配
在多半径弯圆或者是变曲率弯圆时,必须要掌握X/Y两轴速度的匹配,只要掌握好两轴的匹配性,那么过渡点,连接点出来的才顺滑,这就需要弯圆机两轴速度可调,必须要数控调整,比如50配12,48配11等,这个是设备自身设定,与操作无关。
结构名称性能特点说明
三辊主动
(三个工作辊均为主动辊,由三个独立的回转总成(变频电机+直连减速机)直接驱动)1.达漏油或液压阀芯堵塞卡死现象。
2.弯曲工作稳定高效,特别是小半径和螺旋弯曲时三辊同时给 力,无打滑现象。
3.三辊变频无极调速,可根据实际弯曲要求(如模具直径差较大),分别调节三个主动辊转速,避免受力不均匀和强制粗暴同步。
三轴侧固定装置增加固定装置会有效防止三轴倾斜变形,增加耐久度和寿命,防止材料因机械结构的变动而变形
数显:(PLC+彩色触摸屏+位移光栅或位移编码器)1.位移精度到达±0.02mm。
2.彩色触摸屏使操作者观察控制成型过程。
3.100组记忆数据库。
机床两侧托辊前后机械跳动装置,根据不同型材弯曲,不同调整
四轴定位系统1. 增加有效摩擦,防止小半径弯曲和螺旋盘管时打滑现象的出现。
2. 封闭变形区域,减小型材变形
一、 数控型材圈圆机主要参数
名称数值单位名称备 注
三辊回转主动辊直径*高度80/280Mm×mm
三辊主动扭矩5120N×M
三辊主动驱动总功率7.5KW
主动辊转速1-10r/min
理论模具直径110-200mm
两端最小直线段175mm
下辊位移下辊位移(油缸)额定推力25T
下辊位移定位精度0.02mm
下辊位移速度14.4M/min
油泵压力30Mpa
体积长×宽×高2350*1450*1650mmmm预算
重量毛重公斤净重公斤
1500kg
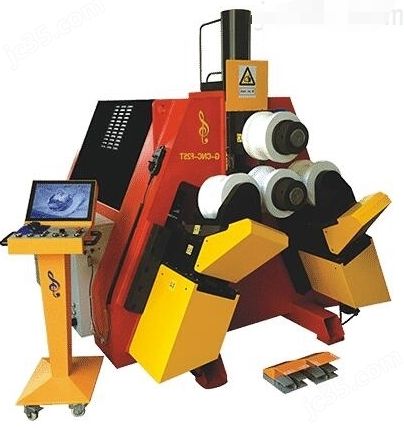
铝型材自动弯弧机,型材弯圆机,自动折弯机



 咨询底价
咨询底价














































































 湖北 - 武汉
湖北 - 武汉 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日









