全部
▼
热搜:

 1022
1022 |
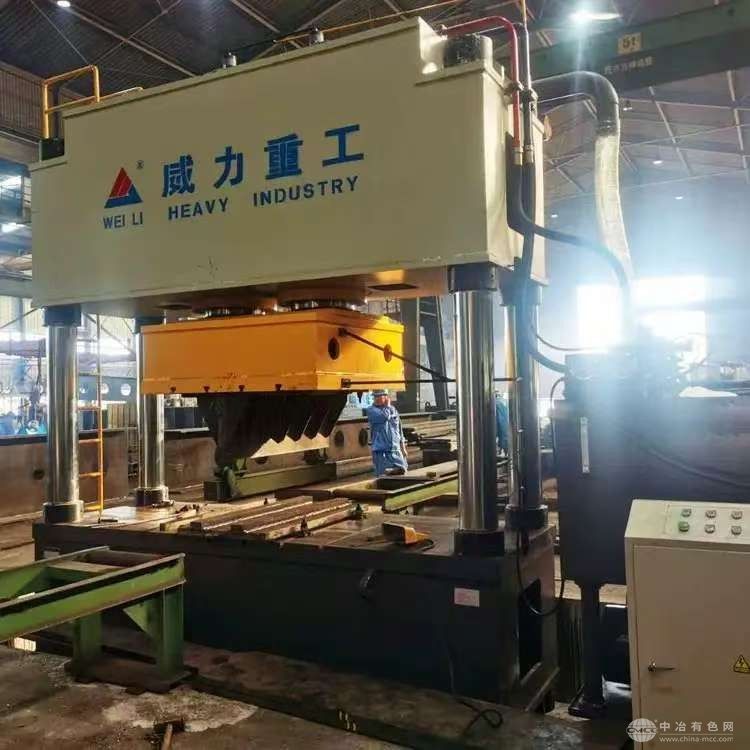
参数类别
|
具体参数
|
|---|---|
|
公称压力
|
1000T
|
|
额定油压
|
25MPa
|
|
滑块行程
|
800mm
|
|
开口高度
|
800mm
|
|
喉口深度
|
500mm
|
|
主电机功率
|
55KW(电压380V,转速1000r/min)
|
|
滑块空程下行速度
|
60-180mm/s
|
|
滑块工作行程速度
|
6-20mm/s
|
|
滑块回程速度
|
40-125mm/s
|
|
保压延时范围
|
0-999s
|
|
适配板材厚度
|
20-80mm
|



 咨询底价
咨询底价
















































































 湖北 - 武汉
湖北 - 武汉 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日









