
技术
▼
热搜:
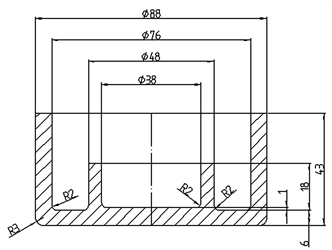
摘要: 采用数值模拟和实验相结合的方式,对ZK60镁合金筒形件反挤压成形进行研究,优化工艺参数。结果表明:随着挤压温度的升高,镁合金内部晶粒细化程度越大,但温度越高动态再结晶程度愈不明显;坯料温度在290℃时最高应力可达400 MPa,零件整体应力大约在180 Mpa,380℃时最高应力为130 MPa,零件整体应力约为80 MPa;其次,随着坯料高度的减小和直径增大,成形中坯料的等效应力也随之增加,但尺寸过大或过小均会产生应力集中现象,容易产生缺陷。经过模拟分析和实验验证,坯料直径为φ70,坯料温度为350℃时,筒形件成形质量更佳。
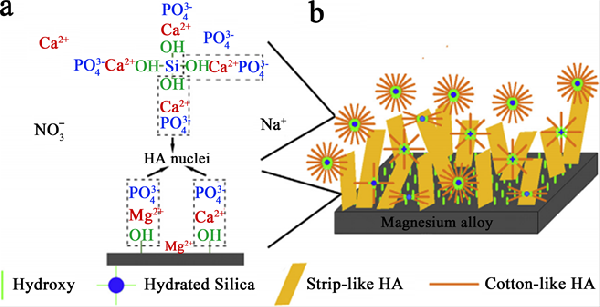
摘要: 生物镁合金具有优良的综合力学性能,生物可降解吸收性和良好的生物相容性,在骨修复、心血管支架等方面具有光明的应用前景。然而,目前,生物镁合金在生理体液中仍存在耐腐蚀性差,降解速度过快的不足。本文综述了国内外关于提高镁合金耐腐蚀性常见的改良方法与制备工艺以及具体研究进展情况,概括了各研究方向存在的问题,且展望了镁合金在生物医疗领域的发展方向。
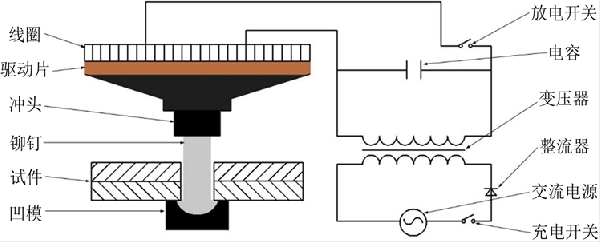
摘要: 本文探究了ZL114A铸铝电磁铆接结构在盐雾环境下的力学性能和微观结构演化。对电磁铆接接头在不同腐蚀时间后的剪切和疲劳性能、微观结构和重量进行了分析。结果表明,电磁铆接接头的剪切和疲劳性能都是随着腐蚀时间的增加而逐渐下降,电磁铆接试件重量随着腐蚀时间先增加后减小。结合微观观察结果分析,腐蚀一周后,板与板之间存在大量腐蚀产物,并且表面氧化层还未脱落,试件重量增加。腐蚀二周后,局部的氧化层开始脱落,并且有大量腐蚀坑产生,导致重量开始下降。腐蚀三、四周后,试件受到腐蚀更严重,腐蚀坑越来越大,氧化层大面积脱落,试件重量进一步下降。总的来说,通过本文研究,深入了解了电磁铆接接头的耐腐蚀性,有利于推动电磁铆接技术的工程应用。
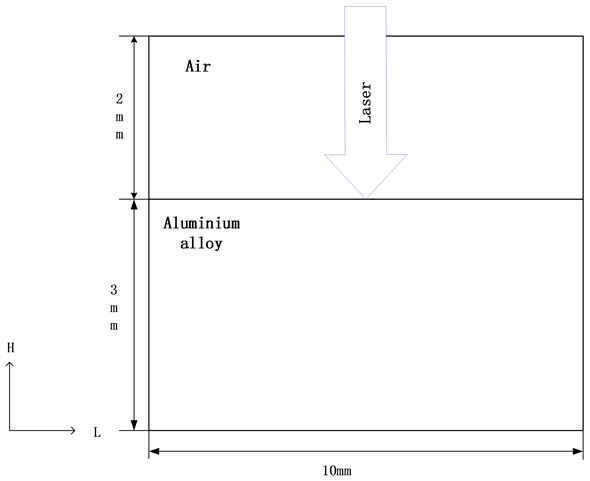
摘要: 为了提高纳秒脉冲激光加工效率,本文采用热辅助加热手段,对铝合金靶材进行预处理,通过数值仿真得到,辅热会提高金属靶材的吸收率,从而使靶材对后续纳秒脉冲激光的利用率提高,且随着辅热温度的增加,靶材温升效果明显增强,并在辅热温度达到靶材熔点时,其温升效果产生阶跃。
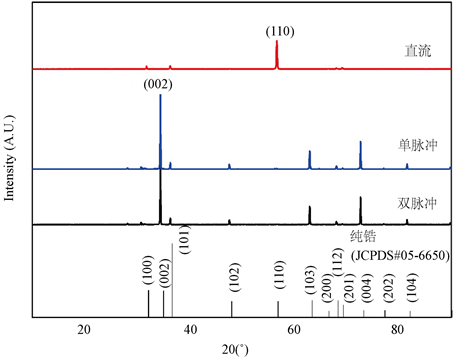
摘要: 金属锆可以有效降低失水事故下包壳的氧化速率,改善反应堆的安全裕量。本文采用FLINAK-K2ZrF6熔盐体系,分别以直流,单脉冲,正反脉冲的电沉积方式,在锆铌合金基体表面进行了纯锆涂层的制备。通过XRD、SEM以及划痕测试等技术,对比研究了不同电沉积方式下所得到纯锆涂层的晶体结构与显微组织、厚度以及与基体间的结合力。结果表明:采用直流、单脉冲和双脉冲电沉积方式均可以在锆铌合金基体上得到纯锆涂层,其结构都是密排六方结构。其中,直流电沉积得到的锆涂层表面孔隙率较大,锆晶粒沿(110)方向取向优先。脉冲电沉积得到的锆涂层更加致密,锆晶粒均沿(002)方向取向优先。其中双向脉冲电沉积得到的锆涂层硬度值最大,达到885 HV,与锆铌合金基体的结合强度最高,达到35 N。
摘要: 铝合金零部件的加工精度直接关系到车体部件装配质量。为降低铝合金车体工件在加工过程中的变形,从型材变形、焊接变形、挠度变形和加工条件引起的变形等方面对车体零部件的变形种类和原因进行了阐述。在此基础上,提出了控制加工变形的工艺措施,即误差补偿、改善装夹方式、试切法和合理设计切削参数,并结合生产实际对变形控制方法进行了应用研究,结果表明本文所提出的控制方法可以有效地减小加工变形,为解决铝合金零件加工变形问题提供参考。
摘要: 在热模拟试验机上对5083铝合金进行热压缩试验,并利用有限元分析软件DEFOM-3D研究了不同接触摩擦系数0、0.2、0.4和0.6对5083铝合金在热压缩试验中的试样形态、载荷力、应变速率以及应变分布的影响规律。研究表明:接触摩擦系数对载荷力基本没有影响,但对应变速率和应变的分布影响显著,随着接触摩擦系数的增加,变形不均匀性增大,应变速率和应变量从试样两端面到心部逐渐增大,且接触摩擦系数越大,鼓肚现象越明显。
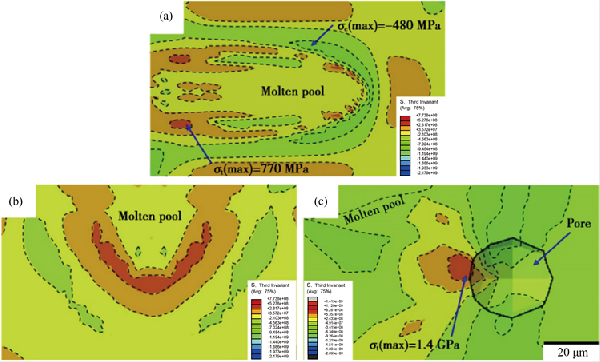
摘要: 在过去二十年中,增材制造工艺已广泛应用于许多工业领域的复杂形状部件制造,其主要应用领域之一是航空航天业。激光粉末床熔融技术成形铝合金因其具有极高的强度–重量比以及出色的可加工性,在该领域广泛使用。然而,增材制造工艺对高强铝合金的适用性仍受到缺陷的限制。打印过程中铝合金形成的缺陷主要有球化、气孔、表面质量差、裂纹、几何变形等,这些缺陷严重影响了铝合金组织结构的均匀性与完整性,进而影响其综合力学性能。本文概括了粉末床熔融技术打印铝合金过程中缺陷形成的原因及影响。
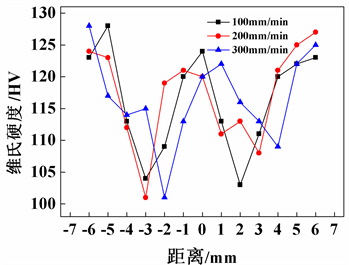
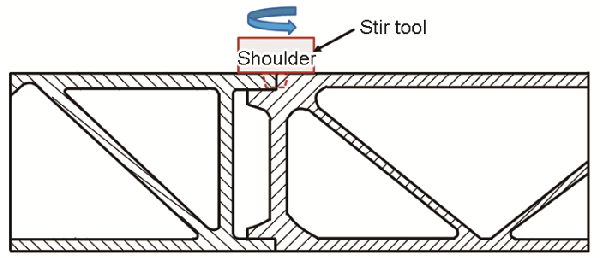
摘要: 以厚度为1.5mm的5A90铝锂合金为研究对象,开展了铝锂合金搅拌摩擦搭接焊工艺研究,分析不同焊接速度对搭接接头组织及硬度的影响。结果表明:当转速为1200 r/min,焊接速度为100 mm/min时,焊接接头组织致密,焊核区为细小均匀的等轴晶粒;热机影响区出现弯曲或拉伸变形,热影响区晶粒尺寸发生粗化。搭接接头母材区的硬度最高,在热机影响区和热影响区硬度下降,在焊核区硬度上升。在焊核区与热机影响区的交界处硬度会发生突变现象。
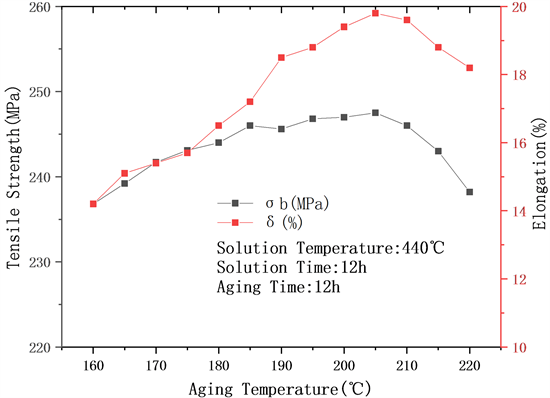
摘要: 导电铝合金以其质量轻,导电性能好,成本低等优点,成为了目前导电材料领域的研究热点之一。本文制备了新型Al-0.5Zr-0.2RE-0.2B合金,讨论了热处理工艺参数对其力学性能的影响规律。研究表明:随固溶温度、固溶时间、时效温度、时效时间的增加,合金的强度都随之增加,并达到一个最大值。随后,随这些工艺参数的增加,材料性能反而降低。由此,得到了合金的最佳热处理工艺为在440℃固溶12小时,水淬后在205℃时效16小时。本文的研究为导电铝合金的应用提供了数据支持。
摘要: 以3005铝合金为研究对象,研究了退火处理对3005铝合金板材组织与性能的影响规律。结果表明:3005铝合金在退火时发生软化现象,随着退火温度的增加,抗拉强度和屈服强度逐渐减小,而延伸率逐渐增加;而3005铝合金经冷轧变形后其显微组织为纤维状的条纹,经过退火处理后,合金内部发生回复与再结晶,再结晶开始温度为270℃。
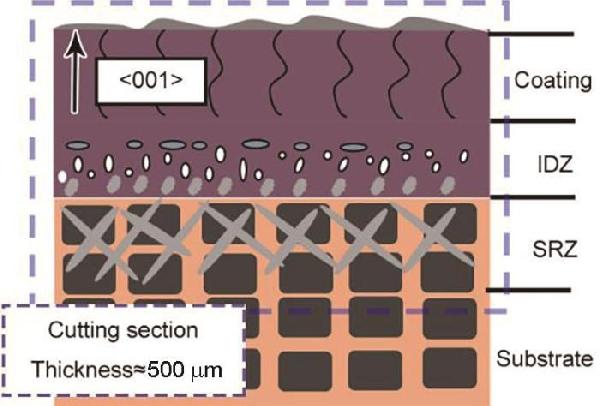
用电镀Pt和气相渗铝方法在抗热腐蚀镍基单晶高温合金DD413表面制备Pt-Al涂层并将其分别在850℃和1000℃长时热暴露,用扫描电子显微镜(SEM)、能谱分析仪(EDS)、透射电子显微镜(TEM)和X射线衍射仪(XRD)等手段表征其基体/涂层间的互扩散行为和近涂层基体界面的微观组织,研究了长时热暴露对其微观组织演化的影响。结果表明:随着热暴露时间的延长互扩散区(IDZ)内的MC碳化物和σ-TCP相都发生不同程度的溶解,并在界面上析出M23C6碳化物。同时,二次反应区(SRZ)的尺寸及其内的σ-TCP相的含量不断提高。近涂层基体中的立方状γ'相依次发生球化和相互联接呈筏形转变。热暴露温度越高上述组织退化过程越明显,长时热暴露引起的组织退化与高温下元素的扩散密切相关。
对11 mm厚的7055-0.1Sc-T4铝合金板材进行搅拌摩擦焊接,研究了焊后热处理对接头的组织和力学性能的影响。结果表明,热处理前接头的硬度分布呈“W”形,接头前进侧和后退侧都有一个最低硬度区,强度系数为63.0%~73.8%,拉伸断口位于后退侧最低硬度区。焊后人工时效(120℃×24 h)热处理使焊核的硬度提高,但是不改变接头最低硬度区的硬度,对拉伸性能和断裂行为的影响甚微。焊后的固溶(470℃×1.5 h+水淬)+人工时效(120℃×24 h)(T6)热处理不改变低焊速接头的晶粒组织,但是使高焊速接头焊核区底部的晶粒异常长大;T6热处理使接头各区域原有的沉淀相溶解,重新生成细小均匀的η'和η(MgZn2)沉淀相,使其硬度显著提高;T6热处理使接头沿“S”线附近出现微小的孔洞、在拉伸过程中沿“S”线开裂、其抗拉强度比焊接态大幅度提高,达到母材强度的87%,但是其塑性严重降低。
对平均晶粒尺寸分别为10和20 μm的7B04铝合金板材在530℃/3×10-4 s-1变形条件下开展了不同变形量的超塑拉伸实验。结果表明,随着变形量的增大空洞形态的变化为:空洞形核→球形空洞弥散分布→非球形空洞沿拉伸方向伸长→空洞沿拉伸方向聚合→大尺寸空洞的非拉伸方向聚合。在拉伸断裂前的变形阶段,合金组织中出现尺寸大于260 μm的聚合空洞。在空洞聚合的初期,沿拉伸方向的空洞聚合不会使材料断裂。大尺寸空洞沿非拉伸方向聚合,是判断材料失稳的依据。根据实验数据计算空洞长大的公式并绘制了空洞的演变机理图,包括空洞的形核、扩散长大、塑性长大和聚合长大的公式,据此可判断空洞的形态和材料失稳。根据组织演变建立了空洞扩散、塑性长大的物理模型,可用于计算超塑变形过程中空洞演变所需的能量耗散和绘制能量耗散图。
使用MMS-200热力模拟实验机研究了工程用铸态退火2024合金(?247 mm)在不同温度下的变形行为,建立了热变形的本构方程和DMM(Dynamic material model)加工图。分析了铸锭退火态、等温挤压及等温挤压退火实验件的微观组织和力学性能,结果表明:根据DMM加工图确定的热变形温度395~450℃和应变速率0.01~0.1 s-1工艺,可制备出组织明显细化、力学性能优异的大挤压比2024铝合金等温挤压件。

对厚度为3.5 mm的7046铝合金挤压板材进行搅拌摩擦焊接并对焊接接头进行人工时效,研究了焊后时效对接头力学性能的影响。结果表明,焊接接头时效前的硬度分布大致呈“W”形,抗拉强度为406.5 MPa,焊接系数为0.8,拉伸时在后退侧热影响区与热机影响区的过渡位置出现断裂,此处的硬度值最低,断裂面上有大量的韧窝;进行120℃×24 h时效后,接头的热影响区、热机影响区和焊核区的硬度都显著提高,母材区的硬度变化不大,硬度分布大致呈“一”形,抗拉强度大幅度提高到490 MPa,焊接系数达到0.96,拉伸时在焊核区中心断裂,断裂面有大量的沿晶裂纹。时效后接头区域的晶内GPI区转变成具有更好强化效果的η′亚稳相,使接头的硬度和强度提高;与其它区域相比,焊核区中晶界η相的分布更连续,晶界处无沉淀析出带的体积分数更大,因此容易成为拉伸时的断裂位置。
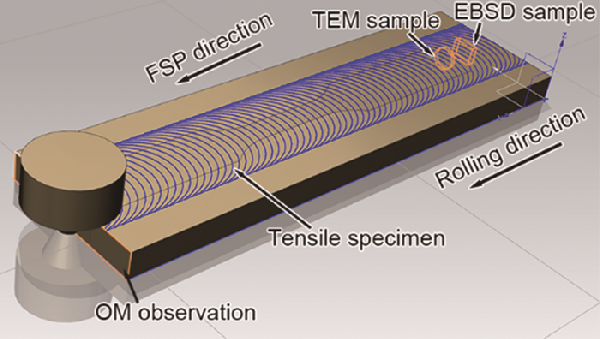
对6061铝合金进行常规空冷和强制水冷的搅拌摩擦加工(FSP)并研究其微观组织和力学性能,结果表明:FSP 6061铝合金的加工区均为细小等轴的超细晶组织,晶内位错密度较低、高角晶界的比例均高于70%;采用强制水冷,可将FSP 6061铝合金的平均晶粒尺寸细化到200 nm。FSP 6061铝合金中的析出相主要为球状或短棒状,采用强制水冷使析出相的长大受到明显抑制并使部分固溶元素不能及时析出,使析出相的尺寸与间距明显减小。与常规空冷相比,在强制水冷条件下FSP制备的6061铝合金具有更高的细晶强化和沉淀强化效果,其抗拉强度高达505 MPa,比峰时效态6061铝合金母材提高了55%。
对6005A-T6铝合金挤压型材进行焊速为1000 mm/min的搅拌摩擦高焊速焊接,研究了对接面机械打磨对接头组织和力学性能的影响。结果表明,与生产中常用的焊前打磨处理相比,尽管对接面未机械打磨的接头焊核区的“S”线更明显,但是两种接头的硬度分布和拉伸性能相当,拉伸时都在最低硬度区即热影响区断裂。高周疲劳实验结果表明,两种接头的疲劳性能也基本相当,疲劳强度分别为105 MPa和110 MPa;在高应力幅下样品断裂于母材,在低应力幅下断裂于热影响区且出现两个裂纹源。两种接头的疲劳断口有裂纹源区、扩展区、最终断裂区,都呈现出典型疲劳断口特征。研究结果表明,焊前是否进行机械打磨对FSW接头的静态拉伸和动态疲劳性能没有明显的影响。
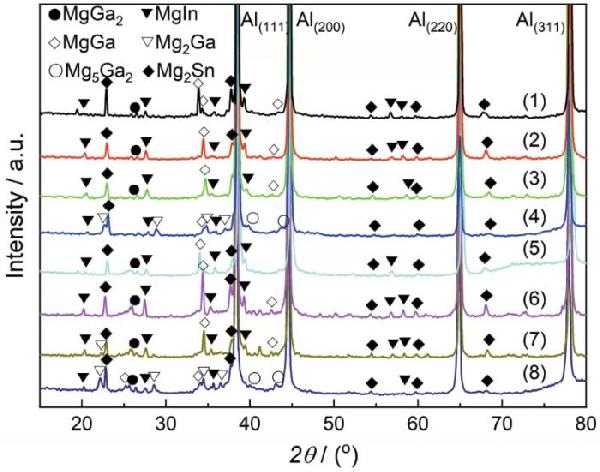
制备不同镁含量的Al-Mg-Ga-In-Sn合金并对其进行固溶和时效热处理,用XRD和SEM分析和观察了显微结构和腐蚀表面,用AFM/SKPFM测量了合金不同晶界相与铝晶粒间的电势差,用排水法测量了在不同水温下合金的铝水反应。结果表明,热处理改变了合金低熔点界面相的种类、形态以及合金晶粒内Mg和Ga含量。热处理态Mg含量低于4%的合金,其中有Mg2Sn、MgGa、MgGa2、MgIn界面相;在Mg含量为5%的热处理态合金中出现了Mg5Ga2、Mg2Ga相。在时效态合金晶粒内有MgGa相析出。与相同成分的铸态合金相比,时效态合金中各晶界相与铝基体间的电位差较大。热处理态合金的产氢速率和产氢率,与合金的Mg含量有关。分析了热处理使合金显微结构和晶界相与铝基体间电位差变化的原因,并讨论了热处理对合金铝水反应的影响。

用Al-10Sr变质剂和Al-5Ti-B细化剂处理A356铝合金熔体,并结合挤压铸造和T6热处理工艺,研究变质细化与热处理对A356铝合金挤压铸造件的组织和性能的影响规律。结果表明,随着Al-10Sr变质剂加入量的增加,共晶Si的形貌由片状和长杆状变为颗粒状和蠕虫状,α-Al的晶粒尺寸先减少后增大。当Al-10Sr的加入量(质量分数)为0.3%时,挤压铸造成形件的最优抗拉强度、屈服强度和延伸率分别为221.3 MPa、104.5 MPa和10.3%。Al-10Sr变质能提高形核率、细化α-Al晶粒尺寸和改变共晶硅形貌,使铸造件的力学性能提高。随着A-5Ti-B的增加,晶粒尺寸先降后增,力学性能先增后降。Al-5Ti-B的加入量为0.6%时,最优抗拉强度、屈服强度和延伸率分别为215.6 MPa、106.6 MPa和9.0%。T6热处理(固溶540℃/4 h+时效190℃/4 h)使屈服强度和抗拉强度显著提高和延伸率降低。经过0.6% 的Al-5Ti-B细化处理,T6处理挤压铸造件的最优的抗拉强度、屈服强度和延伸率分别为297.5 MPa、239.3 MPa和8.0%。共晶硅的球化和细化、成形件成分的均匀化以及Mg2Si强化相在基体中弥散析出,是热处理后构件力学性能提高的主要原因。





































































 陕西 - 西安
陕西 - 西安 2024年06月28日 ~ 30日
2024年06月28日 ~ 30日



