1.本发明涉及一种螺旋纹检测方法及其专用仪器,属于机械检测技术领域。
背景技术:
2.目前,生产的轴承、电机轴等在外圆磨削加工过程中,会因为振动、接触刚度超差与机床部分几何精度畸变等原因,发生外圆磨床磨削工件表面产生螺旋纹的情况,这种螺旋纹偶尔可以用肉眼分辨出有螺旋纹,但是绝大多数是无法用肉眼直接分辨的,多年来一直没有很好的检测手段和设备,只能采用价格比较昂贵的精密仪器进行检测,测量出螺旋纹的螺矩及深度,然后再判断工件合格与否,检测成本高,检测效率却不高。
技术实现要素:
3.本发明的目的在于克服上述已有技术的不足而提供一种螺旋纹
检测仪及检测方法。
4.本发明提供的技术方案如下:一种螺旋纹的检测方法,其特征在于,其具体包括如下步骤:1)工作台面找水平:将水平尺直接放置在擦拭干净的底座的工作台面上,分别按水平尺长度方向平行于主轴和垂直于主轴两种状态放置,然后调整底座底部的可调地脚,将水平尺气泡调整至中心,工作台面调整水平;2)调校主轴回转精度:将螺母的螺栓松开,旋转螺母,使其向主轴前方移动,以给两轴承施加预紧力,将主轴准确定位,使用千分表检测主轴定心轴颈的径向跳动和主轴轴肩支承面的跳动,如果实测值均小于0.01mm,并且主轴旋转顺畅,将螺栓拧紧,主轴的回转精度找好;3)前孔型三爪卡盘撑住待检测工件的内孔,以待检测工件的一端面定位,将待检测工件的需检测螺旋纹处的外圆上涂上一层薄薄的矿物油,将重锤通过棉线悬挂在需检测螺旋纹处的外圆上;4)按下控制电箱的电源开关,电源指示灯亮,控制电箱的电源接通;按下控制电箱的主轴启动按钮开关,打开控制电箱的调速器开关,调速器上的指示灯亮;将控制电箱的正反转开关打到正转的位置,直交调速电机带动待检测工件按逆时针方向旋转,同时正转指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起逆时针旋转起来,这时观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线不移动或沿着轴线移动距离小于等于5mm,则说明待检测工件不存在螺旋纹;如果在一分钟内,悬挂重锤的棉线沿着轴线移动距离大于5mm,则说明可能存在螺旋纹,再将控制电箱的正反转开关打到反转的位置,直交调速电机带动待检测工件按顺时针方向旋转,同时反转指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起顺时针旋转起来,再次观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时反向移动,则说明待检测工件存在螺旋纹;如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时向同一个方向移动,则说明待检测工件夹持不水平,需要重新调整待检测工件的夹持;
5)通过调整控制电箱的调速器上的旋钮,来调整直交调速电机的转速。
5.优选地,所述的直交调速电机额定转速50?60r/min。
6.一种螺旋纹的检测方法的专用仪器,其包括底座,底座上通过螺栓固定主轴箱部分,其特征在于,主轴箱部分包括主轴箱体,主轴箱体上端装有主轴箱盖,主轴装于主轴箱体内,主轴的前端装有前端轴承,前端轴承外圈通过主轴前盖与主轴箱体紧固在一起,主轴的后端装有后端轴承,后端轴承外圈通过主轴后盖与主轴箱体紧固在一起;螺母右端面通过顶套与后端轴承内圈左端面连为一体,螺母上装有螺栓,用以在螺母位置调整到位后,将其锁死;主轴的前端由螺钉固定连接用以夹持待检测工件的前孔型三爪卡盘,重锤通过棉线悬挂在待检测螺旋纹处的外圆上;直交调速电机通过支架安装在底座上,直交调速电机的电机轴通过联轴器与主轴的后端相连,控制电箱紧固在底座上,用以控制直交调速电机的运转。
7.优选地,所述的底座下端安装有4个可调地脚,便于调整工作台面水平。
8.优选地,所述的主轴箱盖前端、前孔型三爪卡盘的上方装有机玻璃材质的三爪卡盘防护罩。
9.优选地,所述的联轴器的上方安装有防护罩。
10.本发明的有益效果是:本发明克服了已有检测手段的不足,通过直交电机驱动主轴旋转,从而带动待检测工件旋转,由于螺旋纹的存在,使通过棉线悬挂于检测面上的重锤相对于待检测工件发生轴向的移动,这样,同一种零件,在固定的转速下,在一定的时间内,通过计量悬挂重锤的棉线相对于待检测工件发生轴向移动的距离,就可以判断工件合格与否。本发明结构简单,操作方便,稳定可靠,检测效果好,是轴承制造厂检测螺旋纹的必选仪器。主要用于圆锥轴承内圈大端外圆螺旋纹的检测。
附图说明
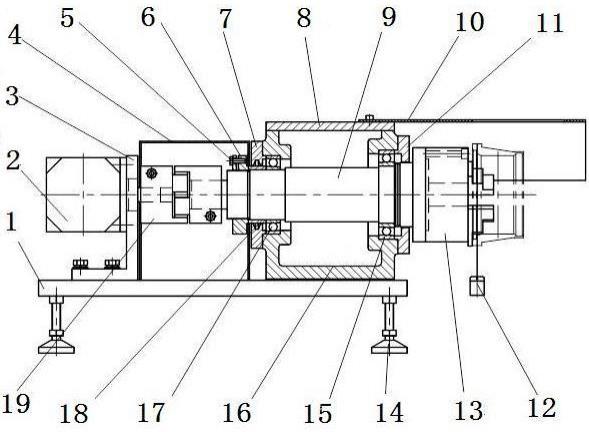
11.图1为本发明的螺旋纹检测仪的结构示意图;图2 为图1的侧视图;图3 为图1的俯视图。
具体实施方式
12.下面结合附图对本发明的具体实施方式作进一步说明:如图1?图3所示,一种螺旋纹检测仪,其包括底座1,底座1下端安装有4个可调地脚14,便于调整工作台面水平。底座1上通过螺栓固定主轴箱部分,主轴箱部分包括主轴箱体16,主轴箱体16上端装有主轴箱盖8,主轴9装于主轴箱体16内,主轴9的前端装有前端轴承15,前端轴承15外圈通过主轴前盖11与主轴箱体16紧固在一起,主轴9的后端装有后端轴承17,后端轴承17外圈通过主轴后盖7与主轴箱体16紧固在一起。螺母6右端面通过顶套18与后端轴承17内圈左端面连为一体,螺母6上装有螺栓5,用以在螺母6位置调整到位后,将其锁死。主轴9的前端由螺钉固定连接前孔型三爪卡盘13,用以夹持待检测工件,重锤12通过棉线悬挂在待检测螺旋纹处的外圆上。主轴箱盖8前端、前孔型三爪卡盘13的上方装有机玻璃材质的三爪卡盘防护罩10。直交调速电机2通过支架3安装在底座1上,直交调速电机2的电机轴通过联轴器19与主轴9的后端相连,在联轴器19的上方安装有防护罩4,用以保障操作人员使用安全。控制电箱20(z724?d)由螺钉紧固在底座1上,用以控制直交调速电机2的运转。
13.一种螺旋纹的检测方法,其具体包括如下步骤:1)工作台面找水平:将水平尺直接放置在擦拭干净的底座的工作台面上,分别按水平尺长度方向平行于主轴和垂直于主轴两种状态放置,然后调整底座底部的可调地脚,将水平尺气泡调整至中心,这样,工作台面就调整水平了。
14.2)调校主轴回转精度:将螺母的螺栓松开,旋转螺母,使其向主轴前方移动,以给两轴承施加预紧力,将主轴准确定位,此时,使用千分表检测主轴定心轴颈的径向跳动和主轴轴肩支承面的跳动,如果实测值均小于0.01mm,并且主轴旋转顺畅,将螺栓拧紧,这样主轴的回转精度就找好了。
15.3)前孔型三爪卡盘撑住待检测工件的内孔,以待检测工件的一端面定位,将待检测工件的需检测螺旋纹处的外圆上涂上一层薄薄的矿物油,将重锤通过棉线悬挂在需检测螺旋纹处的外圆上。
16.4)按下控制电箱的电源开关,电源指示灯亮,控制电箱的电源接通;按下控制电箱的“主轴启动”按钮开关,打开控制电箱的调速器开关,调速器上的指示灯亮;将控制电箱的“正反转”开关打到“正转”的位置,直交调速电机带动待检测工件按逆时针方向旋转,同时“正转”指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起逆时针旋转起来,这时观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线不移动或沿着轴线移动距离小于等于5mm,则说明待检测工件不存在螺旋纹。如果在一分钟内,悬挂重锤的棉线沿着轴线移动距离大于5mm,则说明可能存在螺旋纹,再将控制电箱的“正反转”开关打到“反转”的位置,直交调速电机带动待检测工件按顺时针方向旋转,同时“反转”指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起顺时针旋转起来,再次观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时反向移动,则说明待检测工件存在螺旋纹。如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时向同一个方向移动,则说明待检测工件夹持不水平,需要重新调整待检测工件的夹持。
17.5)直交调速电机额定转速50?60r/min,通过调整控制电箱的调速器上的旋钮,来调整直交调速电机的转速。
18.应当理解的是,本说明书未详细阐述的部分都属于现有技术。以上的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明范围进行限定,在不脱离本发明设计精神的前提下,本领域普通工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。技术特征:
1.一种螺旋纹的检测方法,其特征在于,其具体包括如下步骤:1)工作台面找水平:将水平尺直接放置在擦拭干净的底座的工作台面上,分别按水平尺长度方向平行于主轴和垂直于主轴两种状态放置,然后调整底座底部的可调地脚,将水平尺气泡调整至中心,工作台面调整水平;2)调校主轴回转精度:将螺母的螺栓松开,旋转螺母,使其向主轴前方移动,以给两轴承施加预紧力,将主轴准确定位,使用千分表检测主轴定心轴颈的径向跳动和主轴轴肩支承面的跳动,如果实测值均小于0.01mm,并且主轴旋转顺畅,将螺栓拧紧,主轴的回转精度找好;3)前孔型三爪卡盘撑住待检测工件的内孔,以待检测工件的一端面定位,将待检测工件的需检测螺旋纹处的外圆上涂上一层薄薄的矿物油,将重锤通过棉线悬挂在需检测螺旋纹处的外圆上;4)按下控制电箱的电源开关,电源指示灯亮,控制电箱的电源接通;按下控制电箱的主轴启动按钮开关,打开控制电箱的调速器开关,调速器上的指示灯亮;将控制电箱的正反转开关打到正转的位置,直交调速电机带动待检测工件按逆时针方向旋转,同时正转指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起逆时针旋转起来,这时观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线不移动或沿着轴线移动距离小于等于5mm,则说明待检测工件不存在螺旋纹;如果在一分钟内,悬挂重锤的棉线沿着轴线移动距离大于5mm,则说明可能存在螺旋纹,再将控制电箱的正反转开关打到反转的位置,直交调速电机带动待检测工件按顺时针方向旋转,同时反转指示灯亮;这时待检测工件会和前孔型三爪卡盘的卡爪一起顺时针旋转起来,再次观察悬挂重锤的棉线是否移动,如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时反向移动,则说明待检测工件存在螺旋纹;如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时向同一个方向移动,则说明待检测工件夹持不水平,需要重新调整待检测工件的夹持;5)通过调整控制电箱的调速器上的旋钮,来调整直交调速电机的转速。2.根据权利要求1所述的一种螺旋纹的检测方法,其特征在于,所述的直交调速电机额定转速50?60r/min。3.权利要求1所述的一种螺旋纹的检测方法的专用仪器,其包括底座,底座上通过螺栓固定主轴箱部分,其特征在于,主轴箱部分包括主轴箱体,主轴箱体上端装有主轴箱盖,主轴装于主轴箱体内,主轴的前端装有前端轴承,前端轴承外圈通过主轴前盖与主轴箱体紧固在一起,主轴的后端装有后端轴承,后端轴承外圈通过主轴后盖与主轴箱体紧固在一起;螺母右端面通过顶套与后端轴承内圈左端面连为一体,螺母上装有螺栓,用以在螺母位置调整到位后,将其锁死;主轴的前端由螺钉固定连接用以夹持待检测工件的前孔型三爪卡盘,重锤通过棉线悬挂在待检测螺旋纹处的外圆上;直交调速电机通过支架安装在底座上,直交调速电机的电机轴通过联轴器与主轴的后端相连,控制电箱紧固在底座上,用以控制直交调速电机的运转。4.根据权利要求所述的一种螺旋纹的检测方法的专用仪器,其特征在于,所述的底座下端安装有4个可调地脚,便于调整工作台面水平。5.根据权利要求所述的一种螺旋纹的检测方法的专用仪器,其特征在于,所述的主轴箱盖前端、前孔型三爪卡盘的上方装有机玻璃材质的三爪卡盘防护罩。6.根据权利要求3所述的一种螺旋纹的检测方法的专用仪器,其特征在于,所述的联轴
器的上方安装有防护罩。
技术总结
本发明公开了一种螺旋纹检测方法及其专用仪器,其包括撑住待检测工件的内孔,需检测螺旋纹处的外圆上涂上一层薄薄的矿物油,并通过棉线悬挂重锤;待检测工件按逆时针方向旋转,如果在一分钟内,悬挂重锤的棉线不移动或沿着轴线移动距离小于等于5mm,则说明待检测工件不存在螺旋纹;沿着轴线移动距离大于5mm,则说明可能存在螺旋纹,再待检测工件按顺时针方向旋转,如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时反向移动,则说明待检测工件存在螺旋纹;如果在一分钟内,悬挂重锤的棉线沿着轴线与正转时向同一个方向移动,则说明待检测工件夹持不水平,需要重新调整待检测工件的夹持;本发明结构简单,操作方便,稳定可靠,检测效果好。测效果好。测效果好。
技术研发人员:黄占波 徐梁 王鹏 李光乐 乔桂春
受保护的技术使用者:烟台轴仪精密仪器有限公司
技术研发日:2021.07.20
技术公布日:2021/10/15
声明:
“螺旋纹检测方法及其专用仪器与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 537
编辑:中冶有色技术网
来源:烟台轴仪精密仪器有限公司
537
编辑:中冶有色技术网
来源:烟台轴仪精密仪器有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




