全部
▼
热搜:

 632
632

本设备主要用于冷轧精密铜板带的纵向剪切。可进行切边和分条。
其组成部分主要包含:卷材储料鞍座(存贮1个卷)、上卷车、开卷机(带有收纸机)、活套Ⅰ、纵剪单元、边料打球机、活套Ⅱ、随动张力装置、卷取机(带有衬纸机)、液压控制系统、供电和电控系统、气动系统、配套工装模具、工具和随机备品备件等。
卖方保证本设备是完整的、最新设计的、材料合格的、全新的、能满足买方稳定生产和长期运行的设备,并确保本设备的结构、性能、参数等各项指标,均能充分满足买方所提出的各项技术要求。
一. 概述
本项目是建设一条规格为:(0.08~1.2)mm×(200~450)mm冷轧铜材 年产量 2万吨/年纵剪机生产线。用于将带材切边、分条纵剪、分卷或重卷为成品。
1. 用途
该纵剪机组用于将金属料卷经开卷后沿纵向进行多条剪切,并将分切后的条料在一定的张力下重新整齐的卷绕成卷;
2. 特点
针对薄态及软态有色带特性,具有剪切精度高、材料表面无划伤;
机内所有过辊采用轻质辊,表面涂层,减少由于辊筒不转动产生的擦划伤;
柔性压板张力机,且张力机可随卷取半径增大而变化高度,保持卷取轧线角度位置不变,满足高质量的薄带卷取要求;
加工材料剪切宽度公差严格、毛刺小、表面无擦伤,配置多规格卷取芯轴直径、自动化程度高等特点。
二. 生产规模和产品方案
2.1. 生产规模: 铜带(0.08~1.2)mm×(200~450)mm, 2万吨/年
2.2. 原 料: 铜及铜合金带材(T2、TU1、C19210、C19400、锡磷青铜等)
2.3. 材料性能:
σb=190~800N/mm2
σs=70~420N/mm2
δ=2~6%
E=10,500~13,500 Kg/mm2
软态、半硬态、硬态
2.4. 铜卷材尺寸:
内径规格Ⅰ: ф300mm
内径规格Ⅱ: ф400mm
内径规格Ⅲ: ф500mm
铜卷最大外径: ф1600mm
铜卷宽度: 200~450mm
2.5. 铜卷材重量: ≤6.0T
三. 生产线基本配置及要求
生产规模: 铜带0.08~1.2mm, 2万吨/年
传动方向: (待定)
穿带速度: 10m/min
机组速度: 10~200m/min;
速度控制精度: ±0.1%;
张力控制精度: ≤2%(稳态时),≤3%(加减速时);
记米精度: ≤0.3%
卷取张力: 0.35~59.5 KN;
停车制动时间: ≤10s
紧急制动时间: ≤3s
圆盘剪刀架精度:
轴肩跳动: ≤0.0045㎜;
刀轴轴向游隙: ≤0.0045㎜;
两刀轴平行度: ≤0.005㎜;
张力台装置压力调整有高精度压力表和保压装置;
张力台装置为随动机构,可随卷取半径变化而升降;
备料台: 1 台(存1卷料)
收纸机: 1 台
上料小车: 1 台
开卷机: 1 个
纵剪单元: 1 台
卷边机: 1 台
随动张力台: 1 台
卷取机: 1 台
机组全长: ~16m
装机容量: ~140 Kw
生产能源: 水、电
机组传动方式: 交流调速传动
四.成品质量要求
1. 剪切条数:
δ0.08~0.25mm时: 31条
δ=0.25-0.5mm时: 15条
δ=0.5-1.0mm时: 7条
2. 内径尺寸:
内径规格Ⅰ: ф250mm
内径规格Ⅱ: ф300mm
内径规格Ⅲ: ф400mm
内径规格Ⅳ: ф500mm
3. 外径尺寸: ≤φ1600mm
4. 最窄剪切宽度; 20mm
5. 成品卷精度要求:
镰刀弯: ≤1mm/1000mm(宽度≥20mm时)
卷取塔行度: ±0.85mm
错层度: ±0.75mm
毛刺: 软态≤5%带厚
硬态≤2%带厚
宽度公差: 宽度12~40mm时 ±0.015mm
宽度40~100mm时 ±0.02mm
宽度≥100mm时 ±0.025mm
6. 卷取塔行度: ±0.85mm
7. 错层度: ±0.75mm
8. 毛刺: <带材厚度的5% (软态)、<带材厚度的2% (硬态)
9. 宽度公差: ±0.03 mm
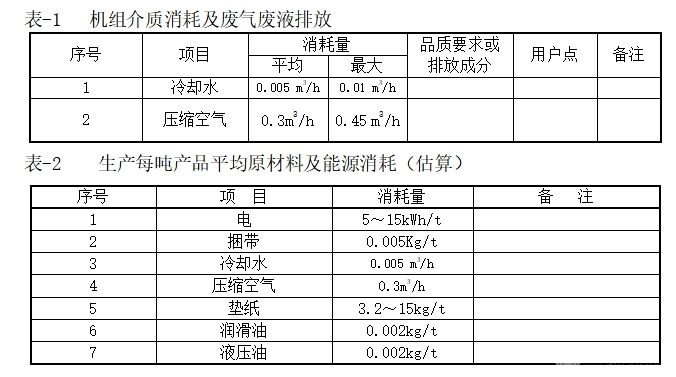
五.能耗



 咨询底价
咨询底价















































































 湖北 - 武汉
湖北 - 武汉 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日









