
技术
▼
热搜:
用真空感应熔炼惰性气体雾化法(Vacuum induction melting inert gas atomization, VIGA)制备预合金粉末,然后用热等静压(Hot isostatic pressing, HIP)工艺制备粉末冶金Inconel 718板材。用钨极惰性气体保护焊(Tungstun inert gas arc welding, TIG)将板材连接并进行焊后固溶时效、均匀化和热等静压处理。用SEM和EBSD表征焊接接头的组织并测试接头区域的显微硬度,研究了焊后热处理对接头显微组织和力学性能的影响。结果表明,母材为细小的等轴晶,晶粒尺寸约为28 μm,拉伸强度接近对同牌号变形高温合金的要求。在粉末冶金Inconel 718合金的接头处未观察到宏观气孔和夹杂等焊接缺陷,热处理后接头的强度与母材的性能相当。均匀化处理后Laves相基本上溶解了,组织均匀、塑性明显提高;热等静压处理可消除焊接后板材的显微孔洞,使力学性能的稳定性提高。在拉伸过程中合金的焊接接头优先在Laves相与基体的界面产生微气孔,其聚集产生微裂纹并最终发生断裂。

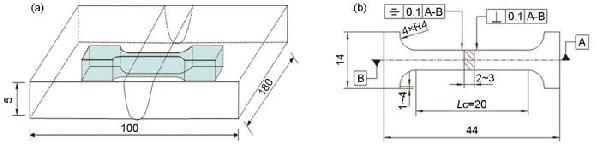
采用粉末冶金法将合金元素Ti加到Cu40Zn基体中制备钛黄铜,研究了Ti的添加量对黄铜微观组织、界面结构、相组成以及力学性能的影响。结果表明:Ti在基体中固溶析出并与Cu40Zn反应生成了亚微米级的Cu2Ti4O颗粒和Ti纳米团簇,随着Ti含量的提高钛黄铜的屈服强度、抗拉强度和硬度呈提高的趋势。增大位错运动阻力产生的第二相强化、钉扎产生的细晶强化以及加工硬化,使Cu40Zn的力学性能提高。综合性能良好的Cu40Zn-1.9Ti,其屈服强度、抗拉强度、延伸率和硬度分别达到375 MPa、602 MPa、17.7%和163HV。
采用放电等离子烧结技术(SPS)在950℃/80 MPa/10 min条件下制备粉末冶金Ti-22Al-25Nb(原子分数,%)合金作为初始材料,将其分别在940~1100℃、10~120 min和800℃/8 h条件下进行固溶处理和时效处理,研究了固溶+时效处理对粉末冶金Ti-22Al-25Nb (原子分数,%) 合金的微观组织和显微硬度的影响,并建立了显微硬度的演变模型。结果表明,随着固溶温度的提高和保温时间的延长B2相的晶粒尺寸增大、均匀度提高,在940~1010℃晶粒长大的速率最低,在1100℃晶粒尺寸的均匀度达到最大值0.84。板条O相的尺寸和数量对合金的性能有显著影响。在(B2+O)两相区时效后,其尺寸和数量显著影响合金性能的次生板条O相的体积分数提高、尺寸减小,尤其是相互交叉、缠结的O/O相数量的增多,使合金的显微硬度提高;在1060℃/60 min/Water cooling(WC)+ 800℃/8 h/Furnace cooling(FC)条件下处理的合金,其显微硬度达到最大值434.92 HV。
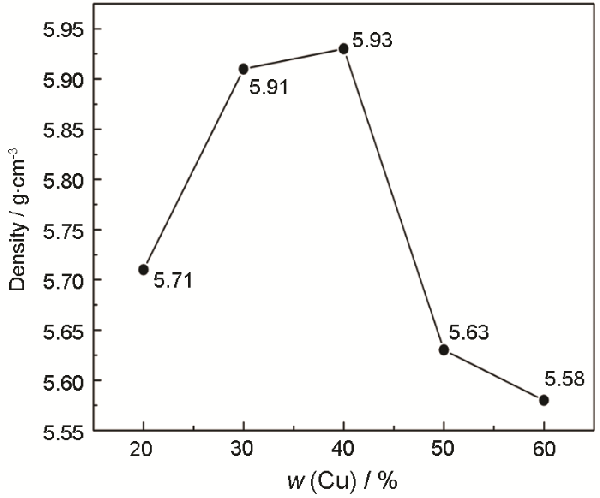
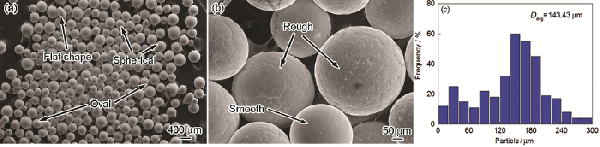
研究了铜含量和烧结温度对Fe-Cu基粉末冶金复合材料摩擦磨损性能影响。结果表明,Cu含量为20%~60%,随着Cu含量的提高耐磨性能先随之提高,Cu含量为40%时耐磨性能达到最优值,平均摩擦系数最小为0.172,磨损量为0.007 g;随着Cu含量的进一步提高耐磨性能反而降低。烧结温度为1096~1296℃时,随着烧结温度的提高耐磨性能随之提高,温度达到1196℃时耐磨性能达到最优,平均摩擦系数最小为0.123,磨损量为0.0018 g;烧结温度再提高耐磨性能反而降低。在最优工艺烧结过程中液相Al分别与Fe和Cu基体生成固溶体,使材料的密度和强度提高。MnS分解后,Mn与Fe基体生成固溶体,部分C也与Fe基体生成固溶体,两者促进了合金的固溶强化。其余的单质C,使合金的润滑性能提高。烧结后,Cu晶粒组织变得均匀细小,在Fe基中以网状形式存在。以上各组元的特殊作用使Fe-Cu基复合耐磨材料具有优异的耐磨性能。
































































 湖南 - 长沙
湖南 - 长沙 2024年05月31日 ~ 06月02日
2024年05月31日 ~ 06月02日








