全部
▼
热搜:
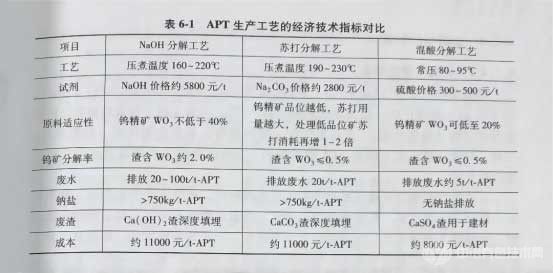
硫磷混酸分解法主要用于白钨矿的常压分解,以硫酸为浸出剂,采用磷酸进行协同,使矿石中的钨以磷钨杂多酸的形态进入到溶液中,固液分离后得到磷氧酸溶液和浸出渣【26】,浸出渣的主要成分是石膏(CaSO&·xHO)。
 961
961
 0
0
近十年来,我国钨工业呈跨越式发展,钨产业的布局日臻合理,产品结构进一步改善,钨冶炼技术全球领先,钨冶炼装备不断创新。
1048
0

随着全球向可再生能源的转变势头强劲,出现了一个关键挑战:如何在太阳能和风能不可用的时期有效储存能源。通过合作研究实现的氢燃料电池技术突破,通过用银替代催化剂中的铂金属,大幅降低了成本,标志着向经济实惠、高效的绿色能源存储迈出了重要一步。
1065
0

NaOH分解工艺是目前国内制备仲钨酸铵(APT)的主流方法,国内80%以上的企业都采用这一生产工艺。NaOH与黑钨精矿、白钨精矿、黑白钨混合矿等发生反应,钨以NaWO形态进入溶液中,而铁、锰、钙等以难溶固体进入渣中与钨分离。NaOH分解法多采用立式高压反应釜,使用远红外辐射的方式加热,具有升温快、热效率高等特点。
986
0

给水处理主要是指将原水经过澄清、过滤、消毒、除臭、除味、除铁、软化、淡化和除盐等工艺流程,去除原水中所含的各种有害杂质,使之成为符合人们生活、生产用水水质标准的水。纯水制备,海水淡化,饮用水制备等都属于给水处理范畴。
1868
0

钼属于元素周期表第五周期ⅥB族元素,原子序数42,原子量95.94,银灰色,熔点2610℃,沸点5560℃,密度10.22g/cm32~81。钼延伸性能较好,易于压力加工。金属钼在常温空气中比较稳定,500~600℃时会迅速氧化成三氧化钼;600~700℃会迅速氧化成三氧化钼挥发;高于700℃水蒸气将钼强烈氧化成MoO2。
1368
0

钨属于元素周期表第Ⅵ副族,具有熔点高、沸点高、硬度高、耐磨和耐腐蚀性能优良等特点,熔点3410℃、密度19.35g/cm³。常温下的致密钨在空气中十分稳定,高于500~600℃迅速氧化生成WO。致密钨在常温下能耐几乎所有酸碱的侵蚀,高温和有氧化剂存在时能与某些酸碱反应。
1145
0

稀土金属提纯及靶材制备技术。基于产业基础和当前国内外的技术现状,高纯稀土金属及靶材的未来的发展趋势主要为稀土金属提纯技术和装备突破、开发集成电路用溅射靶材及针对不同应用需求开发不同指标的高纯稀土金属。
936
0

依据我国离子吸附型稀土矿的分布特性和资源特点,可从以下几个方面深入开展离子吸附型稀土矿绿色提取技术研究:(1)离子吸附型稀土矿的地球化学。探讨稀土元素在风化体系中的迁移富集规律,进一步证实稀土配分的铈亏效应、富铕效应、分馏效应和钆断效应,丰富稀土元素的地球化学和无机化学理论。
1023
0

随着国民经济的迅速发展,尤其是新材料技术的进步,国内外对高纯稀土化合物的需求量将逐年增加,环保的压力也将逐渐增大。为此,国家环保部颁布了世界首部《稀土工业污染物排放标准》,严格控制氨氮等排放限值,进一步提高了企业的环保要求,迫使稀土企业追寻具有环保优势和成本优势的稀土化合物高效清洁制备技术。
1133
0

由于环保及生产成本等问题,国外的稀土冶炼分离企业基本于21世纪初关闭或停产,将精力主要投入于特殊稀土化合物材料的研制,掌握着稀土化合物材料高端市场的核心知识产权。2008年后,我国政府加强对稀土工业政策管控引起了美国、日本、欧盟等国家和地区的强烈反响和高度关注,开始前所未有地重视稀土资源开发,并从资源勘探、开采加工、采购、战略储备、回收利用到研发替代稀土的其他新材料,在各个环节寻求建立应对策略,也陆续恢复稀土冶炼分离生产,到2018年,真正形成新产能的主要是澳大利亚Lynas在马来西亚关丹的冶炼分离项目。
926
0

熔盐电解法制备稀土金属始于1875年,W.希尔布兰德(Hillebrand)和T. 诺顿(Norton)首次开展了电解熔融氯化物制取稀土金属研究。1902年,W.婚斯曼(Munthman)首次提出用稀土氧化物熔于熔融氟盐中作为电解稀土的熔体。
899
0

我国从20世纪50年代开始进行稀土冶炼分离工艺研究,20世纪70年代开始产业化,20世纪80年代,随着我国自主开发的硫酸法冶炼包头混合型稀土矿及溶剂萃取分离稀土等先进技术的突破,生产成本大幅度降低,世界稀土产业的格局从此发生了巨大变化。我国已经建立了完整的稀土工业体系,稀土冶炼分离工艺技术居世界领先水平,成就了世界生产大国的地位。稀土提取与冶炼分离领域居于世界领先水平,尤其是近些年来,一批新型绿色高效提取分离技术、节能降耗工艺相继得到广泛应用,使得绿色清洁水平大幅提升。
853
0

2008年以来,为了保护稀土资源,减少环境污染,我国出台了一系列政策和管理规定,引起了以美国和日本等主要稀土消费国的“恐慌”,稀土价格大幅度提升。为保证稀土原料供应,国际上掀起了稀土资源开发热潮,停产的国外企业纷纷恢复或扩大生产,并启动一大批稀土资源勘探、开采项目,世界稀土生产与供应格局发生变化。
864
0

近年来,针对稀土生产的环保问题,国家出台了若干政策法规,并开展了严格整治行动。环保部于2011年1月24日颁布世界首部《稀土工业污染物排放标准》(GB26451——2011),对现有和新建稀土工业企业生产设施水污染物和大气污染物排放限值、监测和监控都做出了明确要求;2011年5月10日,《国务院关于促进稀土行业持续健康发展的若干意见》(国发〔2011〕12号)中明确指出“鼓励企业利用原地浸矿、无氨氮冶炼分离、联动萃取分离等先进技术进行技术改造。
1170
0

包头稀土研究院成功研制了工业规模新型节能稀土金属电解槽及其尾气处理配套技术,并开发了高温氟盐腐蚀条件下具有稳定性能的绝缘材料,实现了新槽型工业规模稳定运行。
1077
0


稀土金属及其合金是制备高性能稀土磁性功能材料、储氢材料以及国防军工等高技术材料必不可少的基础原料。我国稀土金属及合金年产量达到5万吨以上,供应量占世界总量的90%以上。近些年来的研究进展主要体现在高附加值高纯及深加工稀土金属制备和绿色高效冶金技术研发领域,装备水平获较大提升。
971
0


金属热还原法是利用金属还原剂和稀土金属卤族化合物之间发生化学反应制备稀土金属。根据不同的金属还原剂和还原工艺,金属热还原法可分为还原一我馏法和钙热还原法。熔点低而沸点高的稀土金属,一般采用氯化物钙热还原法沸点低、熔点居中的稀土金属,一般采用还原一蒸馏法;熔点高且沸点高的稀土金属,一般采用氟化物钙热还原法。
1188
0
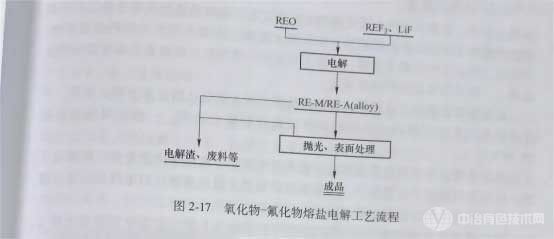
目前95%以上的稀土金属及合金采用氧化物-氟化物熔盐电解法生产,该方法是在氟化物熔盐中通直流电,将稀土氧化物直接还原为稀土金属或者合金。常见稀土氧化物-氟化物熔盐电解工艺流程如图2-17所示,主要的电解稀土产品包括钕、镨钕、镧、铈、混稀、镝铁、钆铁、钬铁、稀土镁、稀土铝等。电解稀土金属及合金质量要求越来越严格,关键C、Fe元素含量要求达到0.05%、0.15%以内,个别企业针对高端客商控制的指标要求更为严格。
1116
0

随着人民生活水平和综合国力的提高,有机硅单体及有机硅材料的需求迅速增加,近年来我国有机硅单体的年需求增长率均在20%以上;相伴而产生的有机硅生产废水中有机物成分复杂,且难以生化降解,直接生化处理很难达到排放要求,目前关于有机硅生产废水处理的研究较少;有机硅产品生产废水的特点是CODCr浓度高、酸性强、毒性大、可生化性差、处理难度大,目前处理有机硅废水的方法主要有高级氧化法以及物化-生化耦合工艺,如采用二级Fenton氧化法处理高浓度有机硅废水,CODCr去除率可达89.2%;
1004
0

稀土火法冶金是指在高温下应用冶金炉进行稀土金属的制备和提纯的各种作业。稀土火法冶金具备过程简单、生产效率高的优势。我国稀土火法冶金研究始于20世纪50年代135,以北京有色金属研究总院、中科院长春应用化学研究所、包头稀土研究院、赣州有色冶金研究所和湖南稀土金属材料研究院等单位为代表,研究、发展了熔盐电解法、热还原法等一系列制备稀土金属的工艺技术和装备,并通过技术辐射逐步建立了我国稀土金属工业体系。
1111
0


从20世纪初开始,稀土抛光粉已广泛应用于精密光学器件和军工产品加工;20世纪中期,它开始应用于玻璃眼镜片、CRT电视机玻壳和光学器件等领域;21世纪,其已涉及硬盘玻璃盘片、ITO导电玻璃、水晶水钻等材料和器件的抛光。
766
0
中国是稀土永磁体第一生产大国,产量占全球总产量的80%。近年以来,我国永磁产业迅猛发展,2016年Nd-Fe-B永磁材料产量达11万吨左右。而在低碳经济席卷全球的趋势下,新能源汽车、风力发电、节能家电等低碳经济产业的发展,给稀土永磁产业发展带来了新的动力。在可预见的10~20年间,我国稀土永磁材料市场仍将保持快速增长。
835
0
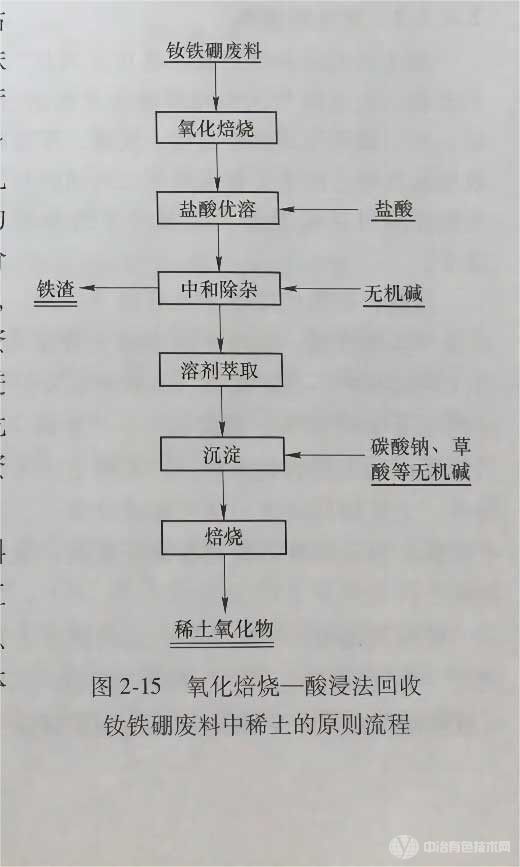
稀土钕铁硼废料、稀土荧光粉废料及稀土抛光粉废料中稀土的回收都经过了焙烧一酸溶—萃取—沉淀—灼烧过程,整个过程的“三废”基本一致。
773
0

在所有锡矿石中,锡黄铁矿石是含锡量较高的一种,因为除了黄铁矿及少量脉石矿物,剩下的基本都是锡石,但别看它矿物组成结构不复杂,浮选时遇到的难题真不少,主要表现在几个方面:首先,虽然矿物的可塑性和延展性较好,但其性脆易碎,在浮选中,如磨矿环节稍有不慎,往往会不小心造成粉碎严重情况,进而产生大量的微细粒锡矿,给浮选造成困难;
789
0
中国是世界稀土消费量第一的国家,伴随着稀土资源在高性能材料和重大高端工程应用的不断扩大,中国稀土消费保持着年均10%以上的递增速度。随着稀土需求量和应用的增加,资源储备逐渐减少,同时也产生大量稀土废料。
951
0





































































