权利要求书: 1.一种搅拌球磨机(50),所述搅拌球磨机具有沿着水平或竖直轴线(L50)延伸的碾磨容器(51)、碾磨材料入口(71)和产品出口(72)、在所述碾磨容器(51)之内能围绕水平或竖直的轴线(L50)转动的搅拌轴(1),所述搅拌轴具有搅拌元件(3),其中,在所述产品出口(72)的区域中为所述搅拌轴(1)配备防磨损保护套(30),其中,所述防磨损保护套(30)一件式构造,其中,所述防磨损保护套(30)是在3D打印中制成的构件,所述构件由陶瓷材料构成,并且其中,所述防磨损保护套(30)在外侧面具有突出部(34),所述突出部(34)在制造所述防磨损保护套(30)时直接一起形成。
2.根据权利要求1所述的搅拌球磨机(50),其特征在于,所述防磨损保护套(30)包括至少一个冷却装置(37)或形成冷却系统的一部分。
3.根据权利要求1所述的搅拌球磨机(50),其特征在于,所述搅拌轴(1)在面对所述产品出口(72)的一侧至少局部地具有内部空腔(13),并且其中,所述防磨损保护套(30)至少部分地布置在所述搅拌轴(1)的内部空腔(13)中。
4.根据权利要求3所述的搅拌球磨机(50),其特征在于,所述搅拌轴(1)在面对所述产品出口(72)的端部构造成朝所述内部空腔(13)打开。
5.根据权利要求2所述的搅拌球磨机(50),其特征在于,所述搅拌轴(1)在面对所述产品出口(72)的一侧至少局部地具有内部空腔(13),并且其中,所述防磨损保护套(30)至少部分地布置在所述搅拌轴(1)的内部空腔(13)中。
6.根据权利要求5所述的搅拌球磨机(50),其特征在于,所述搅拌轴(1)在面对所述产品出口(72)的端部构造成朝所述内部空腔(13)打开。
7.根据权利要求1?6中任一项所述的搅拌球磨机(50),其特征在于,所述防磨损保护套(30)具有用于固定在所述搅拌球磨机(50)上和/或之内的固定装置。
8.根据权利要求7所述的搅拌球磨机(50),其特征在于,所述防磨损保护套(30)具有法兰(36),以使所述防磨损保护套(30)固定在所述搅拌球磨机(50)的碾磨容器底部(59)上。
9.根据权利要求1?6和8中任一项所述的搅拌球磨机(50),其特征在于,所述防磨损保护套(30)的冷却装置(37)构造成至少一个冷却通道。
10.根据权利要求9所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道至少局部地平行于所述防磨损保护套(30)的纵轴线(L30)延伸。
11.根据权利要求7所述的搅拌球磨机(50),其特征在于,所述防磨损保护套(30)的冷却装置(37)构造成至少一个冷却通道。
12.根据权利要求11所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道至少局部地平行于所述防磨损保护套(30)的纵轴线(L30)延伸。
13.根据权利要求9所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道在至少两个区域中分别平行于所述防磨损保护套(30)的纵轴线(L30)延伸,其中,在两个平行伸延的区域之间构造有换向区域。
14.根据权利要求10?12中任一项所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道在至少两个区域中分别平行于所述防磨损保护套(30)的纵轴线(L30)延伸,其中,在两个平行伸延的区域之间构造有换向区域。
15.根据权利要求13所述的搅拌球磨机(50),其特征在于,冷却剂在相反的流动方向上流过至少两个经由换向区域彼此连接的区域。
16.根据权利要求14所述的搅拌球磨机(50),其特征在于,冷却剂在相反的流动方向上流过至少两个经由换向区域彼此连接的区域。
17.根据权利要求13、15和16中任一项所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道包括曲折形布置的冷却通道区段(48),或者其中,所述至少一个冷却通道至少部分地螺旋形地围绕所述防磨损保护套(30)的纵轴线(L30)伸延地构造。
18.根据权利要求14所述的搅拌球磨机(50),其特征在于,所述至少一个冷却通道包括曲折形布置的冷却通道区段(48),或者其中,所述至少一个冷却通道至少部分地螺旋形地围绕所述防磨损保护套(30)的纵轴线(L30)伸延地构造。
19.根据权利要求13、15和16中任一项所述的搅拌球磨机(50),其特征在于,两个平行伸延的区域布置在所述防磨损保护套(30)的纵轴线(L30)和外圆周之间的半径(R)上。
20.根据权利要求14所述的搅拌球磨机(50),其特征在于,两个平行伸延的区域布置在所述防磨损保护套(30)的纵轴线(L30)和外圆周之间的半径(R)上。
21.根据权利要求1?6中任一项所述的搅拌球磨机(50),其特征在于,所述产品出口(72)由容纳部件形成,所述容纳部件局部地布置在所述搅拌轴之内并且延伸通过所述搅拌球磨机(50)的碾磨容器底部(59)。
22.根据权利要求21所述的搅拌球磨机(50),其特征在于,所述容纳部件至少局部地布置在所述搅拌轴(1)的内部空腔中,和/或其中,在所述容纳部件的一端部区域上布置用于拦截所述碾磨辅助体(MH)的分离装置(40),并且其中,在相对的端部区域上布置所述防磨损保护套(30)。
23.根据权利要求22所述的搅拌球磨机(50),其特征在于,所述容纳部件具有至少一个构型,所述至少一个构型与所述防磨损保护套(30)有效连接地形成冷却系统。
24.用于搅拌球磨机(50)的防磨损保护套(30),所述防磨损保护套一件式地构造,在外侧面上具有突出部(34)并且包括至少一个冷却装置(34)或形成冷却系统的一部分。
25.根据权利要求24所述的防磨损保护套(30),其特征在于,所述防磨损保护套用于根据权利要求1至23中任一项所述的搅拌球磨机(50)。
26.用于制造搅拌球磨机(50)的防磨损保护套(30)的方法,其中,所述防磨损保护套(30)在外侧面上具有突出部(34),包括至少一个冷却装置(37)或形成冷却系统的一部分,并且其中,所述防磨损保护套(30)一件式地由陶瓷材料制成。
27.根据权利要求26所述的方法,其特征在于,所述方法用于制造根据权利要求1至23中任一项所述的搅拌球磨机(50)的防磨损保护套(30)。
28.根据权利要求27所述的方法,其特征在于,所述防磨损保护套(30)借助3D打印由陶瓷材料制成。
说明书: 用于搅拌球磨机的防磨损保护套、搅拌球磨机和用于制造搅拌球磨机的防磨损保护套的方法
技术领域[0001] 本发明涉及根据独立权利要求的特征的用于搅拌球磨机的防磨损保护套、搅拌球磨机和用于制造搅拌球磨机的防磨损保护套的方法。
背景技术[0002] 本发明涉及搅拌球磨机,尤其用于搅拌球磨机的搅拌工具。搅拌球磨机是用于使碾磨材料粗粉碎、精粉碎和超精粉碎或均质化的设备。搅拌球磨机由竖直或水平布置的、大
多近似圆柱形的碾磨容器构成,碾磨容器的70%至90%填充有碾磨体。在搅拌球磨机中碾
磨容器通常静止地支承。许多传统已知的碾磨机通过在其中一个端壁中的中央开口进行填
充。替代地也可直接通过碾磨缸进行填充。在碾磨过程期间待磨碎的产品连续地从产品入
口沿轴向通过碾磨腔流至产品出口。对此悬浮的固体材料通过在碾磨体之间的冲击力和剪
切力被粉碎或分散。然后在排出区域中使碾磨辅助体与产品流分开。排出取决于结构形式
并且例如通过碾磨机端部处的筛子排出。
[0003] 搅拌工具通常由搅拌工具轴形成,搅拌工具轴用于使呈盘片或径向突出的销的形式的搅拌元件转动,尤其用于使碾磨材料的分布在液体中的固体材料散开并且粉碎。搅拌
工具轴通常通过马达驱动。作为合适的搅拌元件尤其使用盘式搅动机,盘式搅动机具有多
个布置在搅拌轴上的碾磨盘。碾磨盘大多为圆形并且可具有通孔。经由通孔尤其确保产品
流动。
[0004] 在碾磨缸的内侧和搅拌工具之间构造有环形的碾磨间隙,在搅拌球磨机运行时待粉碎的碾磨材料位于碾磨间隙中。搅拌工具被驱动转动并且对碾磨间隙之内的碾磨材料施
加应力,由此使碾磨材料粉碎,这一方面通过碾磨辅助体且另一方面通过搅拌工具的搅拌
元件来辅助。尤其借助搅拌轴使碾磨材料和碾磨辅助体密集运动。对此,通过冲击、压力、剪
切和摩擦粉碎碾磨材料的固体材料颗粒。
[0005] 许多的化学、机械或其他过程都在产生工艺热量的情况下完成,工艺热量会对工艺过程本身或使用的原材料有不利影响,因为例如参与工艺的物质是温度敏感的或温度改
变对工艺速度有影响并进而难以有序地进行该工艺。由此通常例如通过借助合适的冷却装
置或冷却方法排走产生的工艺热量来使工艺进程稳定。在容器中经历的工艺过程在此大多
经由容器壁被调温,例如通过在壁部上延伸的冷水或热水管被调温或通过使与第一容器径
向间隔布置的另一外部容器环绕第一容器,从而在两个容器之间形成空腔,可为热水流或
冷却剂流的流体流可通过该空腔以便运输工艺热量。
[0006] 在碾磨过程中也产生热量。根据产品必须排走热量或必须防止形成热量。问题尤其是在搅拌球磨机中期望具有大的碾磨容积或期望较高的效率。为了在碾磨过程期间进行
冷却例如使得碾磨缸构造成可冷却的。例如公开文献DE36147A1描述了具有冷却外罩的
碾磨容器的构造作为已知的现有技术。该文献还公开了,搅拌工具转子在其圆周上还可设
有至少一个冷却通道。此外在公开文献WO2007/042059A1中示出了具有冷却外罩的碾磨
容器。在该文献中描述的搅拌工具碾磨机还具有内定子,内定子同样可被冷却。搅拌工具构
造成盆状并且包括筒状的转子。
[0007] 如在DE3614721A1的上下文中所述,替代地或额外地也可经由搅拌工具转子实现冷却。公开文献DE3015631A1描述了由内圆柱体和外圆柱体构成的搅拌工具,在内圆柱
体和外圆柱体之间构造环形的冷却空间,其中为了冷却将输送冷却剂的管道轴平行地布置
在冷却空间之内,管道连接冷却剂的输送管。
[0008] 从一定的结构尺寸开始,由陶瓷制成的搅拌轴或搅拌工具必须由多个部件构成。为了使单个零件彼此匹配地制造,需要很多磨削工作,由此由于所需的工作时间成本非常
高。此外在由多个部件组装搅拌轴时产生所谓的死区,碾磨材料和/或碾磨辅助体会卡在死
区中并因此污染机械空间。这种多件式的陶瓷搅拌轴还非常易于断裂、尤其在安装、拆卸、
清洁和维修时易于断裂。此外至今都不能制造具有冷却装置的陶瓷转子。
发明内容[0009] 本发明的目的是以简单且成本有利的方式制造用于搅拌球磨机的防磨损保护套,尤其用在高性能搅拌球磨机中的可冷却的防磨损保护套。
[0010] 上述目的通过包括在独立权利要求中的特征的用于搅拌球磨机的防磨损保护套、搅拌球磨机和用于制造搅拌球磨机的防磨损保护套的方法实现。其他的有利设计方案通过
从属权利要求描述。
[0011] 本发明涉及一种搅拌球磨机、用于搅拌球磨机的防磨损保护套以及用于制造搅拌球磨机的防磨损保护套的方法。此处所述的搅拌球磨机尤其是具有沿着水平或竖直轴线延
伸的碾磨容器的搅拌球磨机。为了加入碾磨材料设有碾磨材料入口。为了取出呈粉碎的碾
磨材料的形式的产品设有产品出口。搅拌球磨机包括在碾磨容器之内可围绕水平或竖直的
轴线转动的搅拌轴,搅拌轴具有搅拌元件。在产品出口的区域中为搅拌轴配备防磨损保护
套,防磨损保护套一件式构造并且由在3D打印中制成的构件形成,该构件由陶瓷材料构成。
特别优选防磨损保护套由碳化硅(SiC),尤其经烧结的碳化硅(SSiC)、由具有游离硅的碳化
硅(SiSiC),由氮化硅,由氧化锆或由混合陶瓷制成。碳化硅陶瓷具有高度耐磨性、低的热冲
击敏感性、低的热膨胀性、高的导热性、良好的耐酸性和耐碱性并且重量轻并且在高于1400
℃的温度下保持其有利性能。此外,碳化硅在毒理学上是无害的,因此也可用于食品工业。
尽管与碳化硅相比,氮化硅的硬度降低,然而,通过烧结工艺,可以实现β?氮化硅晶体的柱
形的再结晶,这使得材料的断裂韧性提高。高断裂韧性与小缺陷尺寸相结合,使氮化硅成为
具有最高强度的工程陶瓷材料之一。由于高强度、低热膨胀系数和相对低的弹性模量的组
合,氮化硅陶瓷特别适用于热冲击应力部件。与其他陶瓷材料相比,氧化锆对裂纹的传播具
有非常高的抵抗力。此外,氧化锆陶瓷具有非常高的热膨胀,因此人们在实现陶瓷和钢之间
的连接时更愿意选择。
[0012] 优选设置成,防磨损保护套的外侧面至少局部具有突出部并且包括至少一个冷却装置和/或形成冷却系统的一部分。
[0013] 防磨损保护套基本具有空心圆柱体的形状并且具有纵轴线。防磨损保护套的纵轴线在搅拌球磨机之内与碾磨容器的纵轴线同轴并且与搅拌轴的纵轴线同轴地布置。突出部
例如可构造成凸轮的形状,凸轮沿径向向外延伸。突出部或凸轮优选以规则的图案构造在
防磨损保护套的外侧面上。尤其突出部一方面可分别对齐地成列地平行于防磨损保护套的
纵轴线布置。可替代地或额外地,突出部可以平行排沿着防磨损保护套的圆周线布置。
[0014] 突出部的形状可在轴向剖面中以及径向方向上具有任意的几何形状,例如梯形、具有经倒圆的角部、具有倒棱的棱边等。尤其设置成,突出部的构造在防磨损保护套的圆柱
形基体上的连接面构造得相对大,尤其相比于突出部的径向高度相对大。
[0015] 优选地设置成,防磨损保护套和突出部以及必要时包括冷却装置一件式地由陶瓷材料制成,其中,尤其使用3D打印方法。以这种方式可制造具有内部空腔的构件,该构件借
助传统的方法、例如浇铸等在没有其他的后处理,例如没有后续引入孔等的情况下不能在
一个方法步骤中制成该构件。但是此时可简单且成本有利地在防磨损保护套之内形成至少
一个集成的冷却通道。
[0016] 通过突出部的上述形状明显降低了突出部的在陶瓷材料中出现的易于断裂或折断的敏感性。防磨损保护套的一件式实施方式促进了稳定性以及导热性,因为消除了潜在
的断裂部位和导热屏障。
[0017] 搅拌球磨机的搅拌轴在面对产品出口的一侧至少局部地具有内部空腔,尤其搅拌轴的面对产品出口的一端构造成朝内部空腔打开。尤其设置成,防磨损保护套部分地伸入
搅拌轴的空心的内腔区域中,其中,防磨损保护套从搅拌轴的自由端部开始从产品出口朝
碾磨材料入口的方向延伸。对此设置成,防磨损保护套在凸轮的区域中具有最大的外直径,
该最大的外直径小于搅拌轴的内部空腔的内直径。
[0018] 在防磨损保护套的一端部区域上可设置固定区域、例如法兰,以使防磨损保护套定位且固定在搅拌球磨机中或上。优选地,碾磨容器底部具有用于防磨损保护套的法兰的
相应容纳部,其中,经由合适的固定方案,例如螺钉、卡夹等可将防磨损保护套固紧在碾磨
容器底部上。优选地,该固紧可松开,从而防磨损保护套在需要时、例如在防磨损保护套损
坏时可进行更换。固定区域优选同样是一件式构造的防磨损保护套的组成部件并且尤其无
需后续安装在防磨损保护套上。
[0019] 根据一种实施方式设置成,防磨损保护套的冷却装置构造成至少一个冷却通道,至少一个冷却通道优选至少局部地平行于防磨损保护套的纵轴线延伸。尤其冷却装置可设
有至少两个冷却通道区段,至少两个冷却通道区段经由换向区域在流动技术上彼此连接,
其中,冷却剂在相反的流动方向上流过两个冷却通道区段。
[0020] 根据一种实施方式设置成,冷却装置包括彼此连接的曲折形布置的冷却通道区段,例如至少两个冷却通道区段分别平行于搅拌轴的纵轴线延伸,其中,在两个平行伸延的
冷却通道区段之间构造换向区域。如果在轴向横截面中看防磨损保护套,此时在该实施方
式中冷却通道区段优选分别以距离通过防磨损保护套的纵轴线限定的中点相等的径向间
距布置。冷却剂入口和冷却剂出口结合至少一个冷却通道或至少两个冷却通道区段优选设
置在防磨损保护套的固定区域中。与此对应地,碾磨容器底部具有相应的冷却剂接口,从而
冷却剂可经由碾磨容器底部引入防磨损保护套中并且可再被排走。
[0021] 冷却剂经由冷却剂入口被导入第一冷却通道区段中并且在第一流动方向上平行于防磨损保护套的纵轴线流过第一冷却通道区段。在防磨损保护套的与冷却剂入口或固定
区域相对的端部区域中在第一冷却通道区段和第二冷却通道区段之间形成换向区域,换向
区域使得两个冷却通道区段在流动技术上彼此连接。冷却剂换向并且在与第一流动方向相
反的第二流动方向流过第二冷却通道区段。与固定区域相邻地,在第二冷却通道区段和第
三冷却通道区段之间构造另一换向区域,另一换向区域使两个冷却通道区段在流动技术上
彼此连接。冷却剂换向并且在第一流动方向上流过第三冷却通道区段。在第二流动方向上
流过最后的冷却通道区段之后通过冷却剂出口排走冷却剂。由于冷却通道区段的曲折布置
形成大的冷却面并且实现在产品出口的区域中最佳地冷却搅拌球磨机。
[0022] 可替代地设置成,使得至少一个冷却通道至少部分螺旋形地围绕防磨损保护套的纵轴线伸延地构造。冷却剂流过冷却通道并且同时螺旋形地环绕纵轴线。对此冷却剂在螺
旋形的冷却通道区段中的流动方向可具有在第一流动方向上的运动分量或在第二流动方
向上的运动分量。
[0023] 根据另一实施方式设置成,冷却装置构造成所谓的对流冷却。在此同样设置成,冷却装置包括多个分别平行的、尤其平行于防磨损保护套的纵轴线延伸的冷却通道区段。如
果在轴向横截面中看防磨损保护套,此时在该实施方式中在半径上分别布置两个冷却通道
区段,两个冷却通道区段从通过防磨损保护套的纵轴线定义的中点延伸至防磨损保护套的
外圆周。
[0024] 在对流冷却中,冷却剂依次流过布置在共同的半径上的冷却通道区段,从而冷却剂在第一流动方向上流过布置在同一半径上的两个冷却通道区段中的一个被,而冷却剂在
反方向上流过两个冷却通道区段中的另一个。为了使冷却剂的流动方向换向,在防磨损保
护套的端部区域中设有换向区域,换向区域使得两个冷却通道区段在流动技术上彼此连
接。优选即使在该实施方式中冷却剂也经由防磨损保护套的固定区域和碾磨容器底部输入
以及排走并且首先朝搅拌球磨机的碾磨材料入口的方向流过布置在防磨损保护套的中点
附近的第一冷却通道区段,然后朝产品出口的方向流过在同一半径上的、但是布置较靠近
防磨损保护套的外侧面的第二冷却通道区段。
[0025] 在对流冷却的情况下可设置成,为冷却剂入口配备第一环形间隙,经由第一环形间隙同时将冷却剂输送给多个第一冷却通道区段。此外可设置第二环形间隙,冷却剂从所
有的第二冷却通道区段流入第二环形间隙并且经由冷却剂出口导出。
[0026] 借助对流冷却实现了,将最新的且因此最冷的冷却剂首先导入搅拌球磨机的碾磨材料最热的区域中。这尤其是在碾磨材料沿输送方向从碾磨材料入口侧开始流过搅拌球磨
机之后靠近产品出口的区域。因此尤其冷却剂在防磨损保护套的外侧面以与碾磨材料在搅
拌轴的位于末端的内部空腔之内的输送方向的反方向流过防磨损保护套。借助该对流冷却
可进一步优化冷却过程。
[0027] 尤其在此处描述的具有曲折形状的冷却装置中设有螺旋形的冷却装置或对流冷却装置,使得冷却通道区段平行于防磨损保护套的外侧上的成列的突出部延伸并因此优选
在突出部的区域中冷却防磨损保护套,因为在该区域中由于碾磨材料和/或碾磨辅助体的
应力通过突出部在搅拌球磨机之内发生特别强烈的变热。
[0028] 用于在产品出口的区域中冷却搅拌球磨机的另一方案包括与相应的防磨损保护套有效连接的特殊构造的容纳部件。尤其产品出口由容纳部件构成,使得局部地布置在搅
拌轴之内。尤其容纳部件局部地布置在搅拌轴的从搅拌轴的靠近碾磨容器底部的自由开放
端部朝碾磨材料入口的方向延伸的内部空腔中。此外容纳部件局部地延伸通过搅拌球磨机
的碾磨容器底部。容纳部件具有基本为空心圆柱体的基本形状,其具有纵轴线和两侧打开
的圆柱体内腔并且如此布置在搅拌球磨机之内,使得容纳部件的纵轴线和搅拌轴的纵轴线
同轴布置。内腔尤其形成具有作为产品出口的打开的端部区域的排出通道。容纳部件的形
成产品出口的端部区域至少局部地被防磨损保护套包围,而布置在搅拌轴的内部空腔之内
的相对的端部区域上布置有分离装置、尤其筛分装置等。下面称为产品的充分磨碎的碾磨
材料通过分离装置进入容纳部件的圆柱形内腔中并且通过向前挤的产品朝碾磨容器底部
中的产品出口输送。分离装置防止碾磨辅助体到达容纳部件的内腔中。替代地,碾磨辅助体
经由搅拌轴之内的贯穿孔输送回到碾磨间隙中。
[0029] 容纳部件具有至少一个构型,至少一个构型与防磨损保护套有效连接地形成冷却系统。尤其容纳部件的外侧面的靠近产品出口的部分区域带有构型地构造并且具有多个隆
起部和/或凹陷部。例如该部分区域构造成具有凹陷部的外螺纹,其中,凹陷部分别通过隆
起部彼此间隔开和分开。防磨损保护套套接在容纳部件上,使得建立在防磨损保护套和容
纳部件之间的紧密连接,其中,在容纳部件和防磨损保护套之间在构型的区域中构造冷却
通道。尤其在外螺纹的螺旋形围绕容纳部件延伸的隆起部和防磨损保护套的内侧面之间有
密封连接。由此容纳部件的凹陷部形成由容纳部件和防磨损保护套共同形成的冷却系统的
螺旋形围绕容纳部件延伸的冷却通道。
[0030] 冷却系统的另一组成部分由容纳部件的至少一个内部的冷却通道或防磨损保护套形成,其中,优选首先经由冷却剂入口将冷却剂输入内部的冷却通道中,然后输送给构造
在容纳部件和防磨损保护套之间的冷却通道。冷却剂优选在朝向产品出口方向的方向上流
过外部的冷却通道,然后经由冷却剂出口排走。优选冷却剂出口紧邻产品出口地构造在容
纳部件上。可替代地构造成,使得冷却剂从冷却通道导入防磨损保护套的相应的通道区段
中并且经由该相应的通道区段导走。冷却系统尤其用于在通过容纳部件的排出通道时冷却
产品并且然后经由产品出口排出。可替代地,根据生产条件也可设置成,使得冷却剂首先经
由外部的冷却通道从产品出口侧朝碾磨材料入口侧的方向被引导,并且在换向之后朝产品
出口流过内部的冷却通道。此外对于本领域技术人员可想到容纳部件的这种实施方式,其
中构造有构型,以用于在容纳部件的与产品出口侧相对的端部区域上或最大程度地在容纳
部件的整个长度上构造合适的冷却通道。
[0031] 根据另一实施方式可设置成,在防磨损保护套内部构造有螺旋形的冷却通道,冷却通道至少部分地螺旋形地围绕防磨损保护套的纵轴线伸延。冷却剂流过冷却通道并且同
时螺旋形地环绕防磨损保护套的纵轴线。对此冷却剂在螺旋形的冷却通道区段中的流动方
向可具有在产品出口的方向上的运动分量或在反方向、即离开产品出口的方向上的运动分
量。例如类似于如结合上述容纳部件所述的螺旋形的冷却剂引导部那样引导冷却剂,仅使
得冷却通道完全地构造在防磨损保护套之内并且不是通过防磨损保护套和容纳部件的共
同作用形成。此外,可构造外部的冷却剂螺旋部和内部的冷却剂螺旋部,其中,外部的冷却
剂螺旋部较靠近防磨损保护套的外侧面构造并且内部的冷却剂螺旋部较靠近防磨损保护
套的内侧面。此时冷却剂例如可首先在具有反向于产品在产品出口之内的流动方向的运动
分量的流动方向上流过并且同时冷却产品。然后经由外部的冷却剂螺旋部使冷却剂再从防
磨损保护套排走。但是,根据生产条件也可经由外部的冷却剂螺旋部输入冷却剂并且经由
内部的冷却剂螺旋部再排走。
[0032] 此处应着重提及的是,关于根据本发明的装置所述的所有方案和变型方式可同样涉及根据本发明的方法的部分方案。因此在此在说明书中或在针对根据本发明的装置的权
利要求限定中提及特定的方案和/或关系和/或作用时,这同样适用于根据本发明的方法。
相反同样有效,从而关于根据本发明的方法所述的所有方案和变型方式可同样涉及根据本
发明的装置的部分方案。因此在此在说明书中或在针对根据本发明的方法的权利要求限定
中提及特定的方案和/或关系和/或作用时,这同样适用于根据本发明的装置。
附图说明[0033] 下面应根据附图详细阐述本发明的实施例及其优点。各个元件彼此在附图中的尺寸比例不是始终与真实尺寸比例一致,因为相比于其他元件,一些形状被简化地示出并且
为了更好地加以说明另一些形状被放大地示出。
[0034] 图1示出了防磨损保护套的侧视图,[0035] 图2示出了防磨损保护套的透视图,[0036] 图3示出了沿着根据图1的剖切线C?C剖切的防磨损保护套的透视图,[0037] 图4示出了沿着根据图1的剖切线C?C剖切的防磨损保护套的横截面,[0038] 图5示出了具有根据图1至图4的防磨损保护套的搅拌球磨机的纵向剖视图,[0039] 图6示出了根据图5的搅拌球磨机沿着剖切线B?B的剖视图,[0040] 图7A至图7E示出了防磨损保护套的第二实施方式的不同示意图,[0041] 图8A至图8E示出了防磨损保护套的第三实施方式的不同示意图,[0042] 图9A至图9E示出了容纳部件的不同示意图,[0043] 图10示出了具有根据图9A至图9E的容纳部件的搅拌球磨机的纵向剖视图。[0044] 图11示出了防磨损保护套的外侧的局部。[0045] 对本发明的相同元件或作用相同的元件使用相同的附图标记。此外为了清楚起见,在各个附图中仅示出用于说明相应附图所必需的附图标记。所示出的实施方式仅是例
如能够实现根据本发明的装置或根据本发明的方法的示例并且这些示例不是封闭性的限
制。
具体实施方式[0046] 图1至图4示出了根据本发明一件式构造的防磨损保护套30的不同视图和剖视图。这种防磨损保护套30优选应用在搅拌球磨机50中,如下面根据图5和图6详细阐述地。
[0047] 防磨损保护套30优选一件式构造并且尤其由陶瓷材料制成并且例如可在3D打印方法中由陶瓷材料制成。陶瓷材料例如可为碳化硅(SiC),尤其经烧结的碳化硅(SSiC),具
有游离硅的碳化硅(SiSiC),氮化硅,氧化锆或混合陶瓷。碳化硅陶瓷具有高度耐磨性、低的
热冲击敏感性、低的热膨胀性、高的导热性、良好的耐酸性和耐碱性并且重量轻并且在高于
1400℃的温度下保持其有利性能。此外,碳化硅在毒理学上是无害的,因此可用于食品工
业。尽管与碳化硅相比,氮化硅的硬度降低。然而,通过烧结工艺,可以实现β?氮化硅晶体的
柱形的再结晶,这使得材料的断裂韧性提高。高断裂韧性与小缺陷尺寸相结合,使氮化硅成
为具有最高强度的工程陶瓷材料之一。由于高强度、低热膨胀系数和相对低的弹性模量的
组合,氮化硅陶瓷特别适用于热冲击应力部件。与其他陶瓷材料相比,氧化锆对裂纹的传播
具有非常高的抵抗力。此外,氧化锆陶瓷具有非常高的热膨胀,因此人们在实现陶瓷和钢之
间的连接时更愿意选择。
[0048] 防磨损保护套30至少局部地构造成圆柱形,尤其防磨损保护套30具有包括纵轴线L30的空心圆柱体33作为基体32,在空心圆柱体的外侧优选构造有尤其呈下面还将详细描
述的凸轮35的形式的突出部34。凸轮35的外侧面以及圆柱形的基体32的未被凸轮35遮盖的
外表面一起形成防磨损保护套30的外侧面。
[0049] 空心圆柱体33具有的最大外直径d30小于下面将描述的搅拌轴1的第三内腔区域III的最小内直径(参见图5和图6)。在防磨损保护套30的端部区域上可设有固定区域,例如
法兰36,以使防磨损保护套30在搅拌球磨机50中或上定位以及固定,尤其用于使防磨损保
护套30固定在碾磨容器底部59上、尤其碾磨容器底部59的合适容纳部中,参见图5。
[0050] 突出部34或凸轮35优选以规则的图案布置。尤其凸轮35一方面以分别对齐布置的列100平行于防磨损保护套30的纵轴线L30布置,此外,凸轮35以平行排沿着防磨损保护套
30的圆周线101布置。
[0051] 如在图3和图4的剖视图中可见,防磨损保护套30示出了基本圆形的横截面,圆形横截面的中点延伸通过防磨损保护套30的纵轴线L30。
[0052] 防磨损保护套30包括至少一个冷却装置37。在示出的实施方式中冷却装置37构造成对流冷却。尤其设置成,冷却装置37包括多个分别平行的冷却通道区段38a、38b,其中,每
两个平行的冷却通道区段38a、38b布置在一个半径R上,该半径从纵轴线L30开始朝防磨损
保护套30的基体32的外侧面延伸。尤其可设置成,冷却通道区段38a、38b平行于凸轮35的列
100延伸并因此优选冷却在凸轮35的区域中的防磨损保护套30,因为在该区域中由于通过
凸轮35对碾磨材料和/或碾磨材料辅助体施加应力而在搅拌球磨机之内特别剧烈加热。
[0053] 在对流冷却中尤其设置成,将冷却剂引入冷却通道区段38a、38b中,使得依次流过相应位于共同半径R上的两个冷却通道区段38a、38b。对此优选设置成,冷却剂首先流过内
部的冷却通道区段38a。然后冷却剂在防磨损保护套30的与固定法兰36相对的端部区域中
换向并且此时以反方向流过外部的冷却通道区段38b。
[0054] 尤其可设置成,在法兰36上或法兰36之内构造第一环形间隙等,从而冷却剂可同时进入所有内部的冷却通道区段38a。此外可在法兰36上或法兰36之内设置第二环形间隙,
冷却剂可经由第二环形间隙同时从所有外部的冷却通道区段38b中排出。
[0055] 图5和图6示出了具有防磨损保护套30的搅拌球磨机50的不同示意图,防磨损保护套如结合图1至图4所述,尤其图5示出了搅拌球磨机50的纵向剖视图且图6示出了沿着根据
图5的剖切线B?B的横截面。
[0056] 搅拌球磨机50包括沿着水平轴线L50延伸的圆柱形碾磨容器51,碾磨容器具有内侧面52。碾磨容器51可由金属或类似于搅拌轴1由陶瓷材料构成。此外可设置成,碾磨容器
构造成可冷却的并且例如包括外圆柱体53和内圆柱体54,在外圆柱体和内圆柱体之间构造
冷却空间55,可经由合适的冷却剂入口(未示出)和冷却剂出口(未示出)将冷却剂K导入冷
却空间中。碾磨容器51还包括碾磨容器顶盖58和碾磨容器底部59。
[0057] 具有纵轴线L的搅拌轴1水平卧式地布置在碾磨容器51之内。搅拌轴1的纵轴线L同时为其旋转轴线并且还与碾磨容器51的水平轴线L50重合布置。搅拌轴1具有圆柱形的基体
2,基体具有纵轴线L,其中,在圆柱形的基体2的外侧面上布置和/或构造有搅拌元件3、尤其
搅拌棒、凸轮或碾磨盘。
[0058] 搅拌轴1具有三个子区段,尤其位于末端的第一子区段I、中间的第二子区段II和位于末端的第三子区段III。搅拌轴1以其位于末端的第一子区段I可与搅拌球磨机50的驱
动轴70连接。对此在位于末端的第一子区段I中例如构造有波纹容纳部7。搅拌轴1至少局部
地构造成空心轴,尤其第二子区段II和第三子区段III以及必要时局部地第一子区段I分别
具有内腔区域。尤其中间的第二子区段II具有空心的第一内腔或内腔区域12并且第三子区
段III具有空心的第二内腔或内腔区域13。其优选同样具有圆柱形的形状,圆柱形的纵轴线
分别与搅拌轴1的纵轴线L重合。此外设置成,第三子区段III在端侧构造成打开的并且尤其
在打开的区域中显示出进一步增大的空心的内腔。
[0059] 此外可设置成,在搅拌轴1的中间的第二子区段II中在空心的内腔区域12和外侧面5之间构造通孔15,经由通孔使碾磨辅助体MH再次回到下面所述的碾磨间隙MS中。
[0060] 用于搅拌轴1的驱动轴70延伸穿过碾磨容器顶盖58并且与驱动装置(未示出)连接。驱动装置例如可为电动马达等。驱动轴70不可相对转动地与搅拌轴1连接,尤其驱动轴
70的伸入碾磨容器51中的端部接合到搅拌轴1的第一子区段I中的轴容纳部7中。此外,在碾
磨容器顶盖58或在碾磨容器51上与碾磨容器顶盖58相邻地设置碾磨材料入口(未示出),碾
磨材料经由碾磨材料入口被填充到搅拌球磨机50中。在碾磨容器底部59中设有产品出口
72,磨碎的产品P通过产品出口离开搅拌球磨机50。
[0061] 在碾磨容器51的内侧面52和搅拌轴1的外侧面之间、尤其在搅拌元件3的区域中构造有环形的碾磨间隙MS。在搅拌球磨机50运行期间碾磨材料/碾磨辅助体混合物G位于该碾
磨间隙中。通过搅拌轴1与碾磨辅助体(未示出)的旋转驱动使碾磨间隙MS中的碾磨材料从
碾磨材料入口侧朝产品出口侧运动并且同时施加应力,使得碾磨材料被粉碎,例如通过碾
磨材料颗粒的彼此冲击、通过碾磨材料颗粒在碾磨辅助体MH上的冲击、通过剪切力等进行
粉碎。为了加强粉碎作用可设置成,在碾磨容器51的内侧面52上同样可布置突起,例如凸
轮、棒等,其一方面引起对碾磨材料/碾磨辅助体混合物G的额外混合并且另一方面例如提
高碾磨间隙MS中的碰撞过程的次数,因此提高了搅拌球磨机50的粉碎作用。
[0062] 产品出口72由所谓的容纳部件75构成,容纳部件延伸通过碾磨容器底部59中的中央开口。容纳部件75的另一实施方式结合图9A至图9E描述。容纳部件75同轴地至少局部地
在搅拌轴1的内部空腔中延伸并且局部地被防磨损保护套30包围。尤其容纳部件75同轴地
在搅拌轴1的中间的第二子区段II的第一内腔区域12之内以及搅拌轴1的位于末端的第三
子区段III的第二内腔区域13之内延伸以及延伸穿过碾磨容器底部59。容纳部件75的布置
在第一内腔区域12之内的端部区域上布置有分离装置40、尤其筛分装置41,使得下面称为
产品的充分粉碎的碾磨材料可通过,但是防止碾磨辅助体MH到达产品出口72。分离装置40
或筛分装置41具有与期望的产品精细度相应的通过尺寸或间隙宽度。相应地选择碾磨辅助
体MH的尺寸,因为不允许碾磨辅助体通过分离装置40。优选地,如此选择碾磨辅助体MH,其
直径优选相应于分离装置40的通过尺寸或间隙宽度的至少两倍。
[0063] 在图5中还示出并且描述了碾磨材料/碾磨辅助体混合物G在搅拌球磨机50内部的路径。碾磨材料经由碾磨材料入口(未示出)填充到碾磨容器51的内腔中。碾磨容器已经部
分地填充有碾磨辅助体MH,例如碾磨容器的内腔已经大约80%充满碾磨辅助体MH。由于搅
拌轴1旋转,将碾磨材料和碾磨辅助体MH混合成碾磨材料/碾磨辅助体混合物G,碾磨材料/
碾磨辅助体混合物沿着搅拌轴1尤其在碾磨容器51的内侧面52和搅拌轴1的外侧面5之间构
造的碾磨间隙MS中在第一输送方向FR1上朝碾磨容器底部59的方向输送。在搅拌轴1的第三
子区段III的打开的端部和碾磨容器底部59之间构造有间距,在该间距中碾磨材料/碾磨辅
助体混合物G换向,从而碾磨材料/碾磨辅助体混合物此时在与第一输送方向FR1相反的第
二输送方向FR2上流过搅拌轴1的第三子区段III的第二空心的内腔区域13以及搅拌轴1的
中间的第二子区段II的第一空心的内腔区域12。尤其碾磨材料/碾磨辅助体混合物G流过构
造在防磨损保护套30和搅拌轴1的内侧面之间的环形空间。然后,下面称为产品P的充分磨
碎的碾磨材料通过分离装置40进入构造在容纳部件75和分离装置40之间的环形空间中,其
中,产品维持输送方向FR2。而碾磨辅助体MH被分离装置40拦截并且经由搅拌轴1的通孔15
再次返回碾磨间隙MS中。
[0064] 容纳部件75包括轴向的贯穿孔77,贯穿孔尤其与搅拌轴1的纵轴线L同轴地延伸并且贯穿孔尤其形成用于产品P的排出通道78。在第一空心的内腔区域12之内,分离装置40,
例如筛分装置41或另一合适的装置布置在容纳部件75上并且尤其至少部分地封闭贯穿孔
77的位于端部的开口。需要分离装置40用于防止碾磨辅助体MH与产品P一起排出。替代地,
只有充分磨碎的碾磨材料作为成品P到达容纳部件75的贯穿孔77中并由此到达产品出口
72,从而可从搅拌球磨机50中取出产品。容纳部件75上的顶盖79使得位于分离装置40和容
纳部件75之间的环形间隙中的产品P朝产品出口72的方向换向到容纳部件75的贯穿孔77
中。通过分离装置40、筛分装置41等拦截的碾磨辅助体MH以及必要时还未充分磨碎的碾磨
材料经由搅拌轴1的中间的第二子区段II中的通孔15返回碾磨容器51和搅拌轴1之间的碾
磨间隙MS中并且重新沿输送方向FR1运动。
[0065] 在搅拌轴1的第二内腔区域13之内布置防磨损保护套30。尤其防磨损保护套30在产品出口72附近包围容纳部件75。对此搅拌轴50在第三内腔区域III中的内侧面和防磨损
保护套30的外侧面之间又构造环形间隙,碾磨材料/碾磨辅助体混合物G在环形间隙中沿输
送方向FR2朝中间的第二子区段II的第一空心的内腔区域12的方向被引导。该环形间隙在
防磨损保护套30的凸轮35和搅拌轴50在第三内腔区域III中的内侧面之间特别小。防磨损
保护套30的凸轮35尤其用作刮擦器,以防止碾磨材料和/或碾磨辅助体MH附着在搅拌轴1的
内侧面上。替代地,通过凸轮35确保,碾磨材料/碾磨辅助体混合物G保持流动并且沿输送方
向FR2输入第二子区段中的通孔15,在此碾磨辅助体MH朝构造在搅拌轴1的外侧面和碾磨容
器51的内侧面52之间的碾磨腔或碾磨间隙MS的方向回流。
[0066] 防磨损保护套30尤其具有呈平行的冷却通道区段38a、38b形式的冷却装置37,如尤其结合图3和图4所述。冷却剂K经由内部的冷却通道区段38a沿流动方向流入,该流动方
向与搅拌球磨机50之内的第二输送方向FR2相应并且尤其相应于从产品出口72朝碾磨材料
入口(未示出)的方向的流动。冷却剂K在换向区域39中换向到相反的流动方向并且换向到
冷却通道区段38b中。因此,冷却剂K沿与碾磨材料/碾磨辅助体混合物G的第二输送方向FR2
相反的流动方向在外侧面附近流过防磨损保护套30。由此实现了,最新的且因此最冷的冷
却剂K首先被引入搅拌球磨机50的包围防磨损保护套30的区域中,在该区域中碾磨材料/碾
磨辅助体混合物G最热。这尤其是在碾磨材料/碾磨辅助体混合物G从碾磨材料入口侧流过
搅拌球磨机50之后、换向并且通过防磨损保护套30的凸轮35进一步施加应力之后,靠近分
离装置40的区域。借助该对流冷却可进一步优化搅拌球磨机50之内的冷却过程。
[0067] 在图6中示出的搅拌球磨机50的横截面尤其示出了在搅拌轴1的位于末端的第三子区段III的区域中的横截面。对此可看出,搅拌轴1在外侧面5处具有呈凸轮4形式的搅拌
元件3。此外在搅拌轴1之内同样可设置用于冷却搅拌轴1和/或碾磨材料/碾磨辅助体混合
物G的冷却通道6。
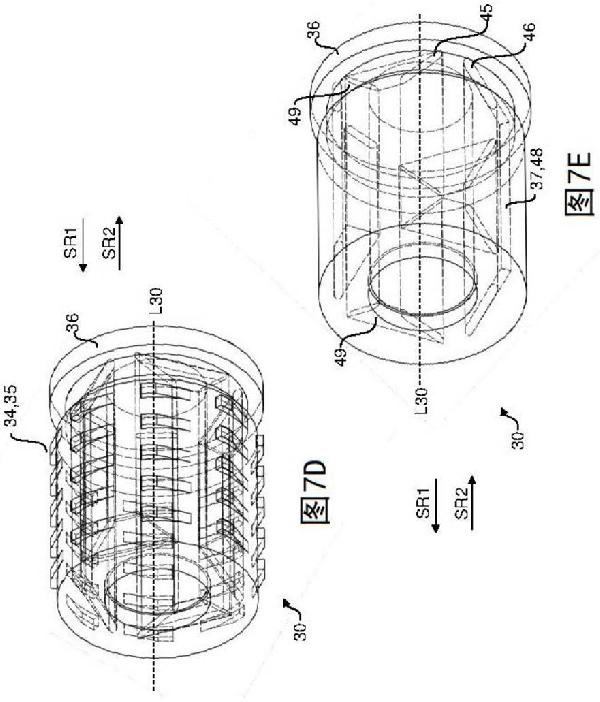
[0068] 图7A至图7E示出了防磨损保护套30的第二实施方式的不同示意图,图8A至图8E示出了防磨损保护套30的第三实施方式的不同示意图。尤其图7A和图8A分别示出了法兰侧的
前视图,图7B和图8B分别示出了侧视图,图7C和图8C分别示出了沿着根据图7B的剖切线A?A
的横截面。图7D和图7E以及图8D和图8E分别示出了具有和没有突出部34的透视图。
[0069] 在防磨损保护套30的不同实施方式的法兰36中分别构造有冷却剂入口45,经由冷却剂入口将冷却剂输送给冷却装置37。此外,构造有冷却剂出口46,经由冷却剂出口将冷却
剂又从防磨损保护套30的冷却装置37中排出。冷却装置37尤其设有曲折布置的冷却通道区
段48?1至48?8。冷却通道区段48?1至48?8尤其分别基本平行于防磨损保护套30的纵轴线
L30延伸,其中,在端部区域中分别设置换向区域49,换向区域使两个相邻的冷却通道区段
48彼此连接。冷却通道区段48?1至48?8分别与通过防磨损保护套30的纵轴线L30限定的中
点具有相等的径向间距A48。
[0070] 冷却剂经由冷却剂入口45被导入第一冷却通道区段48?1中并且在第一流动方向SR1中流过该第一冷却通道区段。在防磨损保护套30的与法兰36相对的端部区域中,在第一
冷却通道区段48?1和第二冷却通道区段48?2之间构造有换向区域49,换向区域使两个冷却
通道区段48?1、48?2彼此连接。冷却剂被换向并且在与第一流动方向SR1相反的第二流动方
向SR2上流过第二冷却通道区段48?2。在法兰36的区域中,在第二冷却通道区段48?2和第三
冷却通道区段48?3之间构造有另一换向区域49,该另一换向区域使两个冷却通道区段48?
2、48?3彼此连接。冷却剂被换向并且在第一流动方向SR1上流过第三冷却通道区段48?3。在
沿第二流动方向SR2流过最后的冷却通道区段48?8之后,冷却剂通过冷却剂出口46离开冷
却装置37。通过冷却通道区段48?1至48?8的曲折布置形成大的冷却面并且在产品出口的区
域中实现了搅拌球磨机的最佳冷却。尤其设置成,在碾磨容器底部(参见图5)设置开口,开
口的布置与防磨损保护套30的冷却剂入口45和冷却剂出口46的布置对应,从而相应的冷却
剂输入管路和排出管路优选布置和/或固定在碾磨容器底部上。
[0071] 图9A至图9E以不同示意图示出了具有产品出口72的容纳部件75。尤其图9A示出了透视图并且图9B示出了透视图的纵向剖视图,图9C示出了俯视图,图9D示出了侧视图并且
图9E示出了侧视图的横截面。
[0072] 容纳部件75基本具有圆柱形的基体76和纵轴线L75。尤其形成产品P的排出通道78的贯穿孔77与纵轴线L75同轴延伸。此处示出的容纳部件75的实施方式构造成,容纳部件与
合适的防磨损保护套(未示出,参见图10)一起形成冷却系统。尤其在此设置成,容纳部件75
具有冷却剂入口80和冷却剂出口81,经由冷却剂入口和冷却剂出口可相应地输入和排走冷
却剂。此外,容纳部件75局部地具有暴露的外螺纹82,使得经由至少一个合适的第一连接区
段83与冷却剂入口80连接。外螺纹82尤其具有凹陷部86,凹陷部螺旋形地围绕容纳部件75
延伸并且设置和/或适合用于形成外部的冷却通道(参见图10)。此外,容纳部件75具有至少
一个内部的冷却通道85,通过冷却剂入口和第一连接区段83将冷却剂导入内部的冷却通道
中并且朝外螺纹82的方向输送。外螺纹82经由至少一个合适的第二连接区段84与打开的冷
却剂出口81连接。
[0073] 图10示出了具有根据在图9A至图9E中所描述的实施方式的容纳部件75的搅拌球磨机50的纵向剖视图。根据图10的搅拌球磨机50的主要构件相应于根据图5的搅拌球磨机
50,因此参见相应的描述。此外,在图10中示出了构造在碾磨容器51上的冷却剂入口56,冷
却剂K经由冷却剂入口可被引入内圆柱体54和外圆柱体56之间的冷却空间55中以冷却碾磨
容器51。冷却剂K优选在流动方向上流过冷却空间55,该流动方向与搅拌球磨机50之内的碾
磨材料/碾磨辅助体混合物G的第一输送方向FR1相反地构造并且再经由冷却剂出口57排
出。
[0074] 如在图10中所示,在搅拌轴1的外侧面5上构造有呈凸轮4形式的搅拌元件3,搅拌元件沿径向向外延伸。搅拌轴1还可被冷却。对此,搅拌轴1具有冷却通道6,但是关于冷却通
道在本申请中没有详细阐述。
[0075] 在碾磨容器顶盖58上构造有碾磨材料入口71,碾磨材料M经由碾磨材料入口被填充到搅拌球磨机50中。
[0076] 搅拌轴1如结合图5所述在内部部分地构造成空心的,尤其内部空腔从第三子区段III的打开端部开始延伸通过第三子区段III和第二子区段II。
[0077] 在空腔之内,容纳部件75与搅拌轴1的纵轴线L同轴地布置。容纳部件75的具有产品出口72、结合图9A至图9E描述的冷却剂入口80、冷却剂出口81和暴露的外螺纹82的端部
区域在此尤其指向碾磨容器底部59或部分地延伸通过碾磨容器底部59。容纳部件75的相对
的端部区域布置在搅拌轴1的第二子区段II之内的第一内腔区域12中。尤其在该区域中贯
穿孔77至少部分地被分离装置40覆盖,分离装置防止碾磨辅助体MH进入排出通道78并因此
到达产品出口72。产品P在与第一输送方向FR1相应的流动方向上流过排出通道78并且经由
产品出口72离开搅拌球磨机50。
[0078] 防磨损保护套30密封地安置在容纳部件75的具有外螺纹82的区域上。对此在容纳部件75的凹陷部86和防磨损保护套30的内侧面之间构造所谓的外部的冷却通道87。该组件
由容纳部件75和布置在其上的防磨损保护套30构成,因此形成冷却系统,在冷却系统中在
容纳部件75中构造有内部的冷却通道85并且在容纳部件75和防磨损保护套30之间构造有
外部的冷却通道87以在搅拌球磨机50之内进行冷却。冷却剂K经由冷却剂入口80被导入容
纳部件75中并且从产品出口侧开始朝碾磨材料入口侧的方向流过容纳部件。冷却剂K在容
纳部件75之内在搅拌轴1的第二子区段II的区域中换向并且在反方向上流过容纳部件。冷
却剂K经由第一连接区段83朝外螺纹82引导并且流过由凹陷部86和防磨损保护套30形成的
外部的冷却通道87,其中,在冷却剂经由第二连接区段84和冷却剂出口81从搅拌球磨机50
排出之前,冷却剂K螺旋形地环绕容纳部件75。冷却系统尤其用于使产品P在流过排出通道
78以及经由产品出口72从搅拌球磨机50排出时冷却产品P。
[0079] 替代地(未示出)可设置成,使得至少一个冷却通道在防磨损保护套之内至少部分地螺旋形围绕防磨损保护套的纵轴线伸延地构造。冷却剂流过冷却通道并且同时螺旋形地
环绕防磨损保护套的纵轴线。对此,冷却剂在螺旋形的冷却通道区段中的流动方向可具有
在第一流动方向上的运动分量或在第二流动方向上的运动分量。例如类似于图10地引导冷
却剂,只是在防磨损保护套之内构造冷却通道并且不是通过防磨损保护套和容纳部件的共
同作用形成。
[0080] 图11示出了防磨损保护套30的外侧的局部。在本文中详细地讨论了突出部34的形状。如所述,防磨损保护套30一件式地构造,尤其在制造防磨损保护套30时突出部34直接一
起形成并且不是之后固定。突出部34尤其构造成从防磨损保护套30的圆柱形构造的基体22
伸出的凸轮35。凸轮35的构造在防磨损保护套30的基体32上的连接面60相对大地构造,尤
其相对于凸轮35的径向高度相对大。凸轮35的形状可在轴向剖面中以及径向方向上具有任
意的几何形状,例如梯形、具有经倒圆的角部、具有倒棱的棱边等。连接面60尤其相应于每
个凸轮35的基面并且是指每个凸轮35与防磨损保护套30的外侧面接触的面。
[0081] 此外,通过形状明显降低了凸轮35的尤其在陶瓷材料中出现的易于断裂或折断的敏感性。防磨损保护套30的一件式实施方式促进了稳定性以及导热性,因为消除了潜在的
断裂部位和导热屏障。
[0082] 例如有利的是,每个凸轮35与防磨损保护套30的连接面60具有最大宽度B且每个凸轮35垂直于防磨损保护套30的高度h和该最大宽度B的比例大于0.2。此外每个凸轮35与
防磨损保护套30的连接面60具有最大长度L35,其中每个凸轮35的高度h和最大长度L35的
比例优选小于1。根据另一实施方式有利的是,每个凸轮35与防磨损保护套30的连接面60具
有最大长度L35和最大宽度B,其中,最大宽度B和最大长度L35的比例小于1。
[0083] 原则上有利的是,在防磨损保护套30上设置多个凸轮35。对此防磨损保护套30也可具有无凸轮的区域,或可某些区域中具有更多凸轮35以及在其他区域中具有更少凸轮
35。此外不是所有凸轮35构造成相同的,而是可以不同形状和大小布置在不同区域中。
[0084] 如尤其根据图2所见,可为有利的是,沿防磨损保护套30的基体32的周向方向多个凸轮35以一排101沿着防磨损保护套30的基体32的圆周线依次布置。对此例如在周向方向
上依次连续的一排凸轮35彼此的间距可等于或大于凸轮35在周向方向上的最大长度L35。
[0085] 如果多个凸轮35沿着在轴向方向上彼此间隔开的多条圆周线分别依次布置排101,此时有利地在每两个轴向间隔开的凸轮排之间的轴向间距大于或等于凸轮35的最大
宽度B的1.1倍。在凸轮35沿轴向方向彼此间隔开地构造在防磨损保护套30的基体32上时,
此时凸轮35可沿轴向对齐成列100地或彼此错开地布置。
[0086] 实施方式、示例和前述段落的变型方案、权利要求或下面的描述和附图及其不同的视图或相应的个别特征可彼此独立地或任意结合地应用。与一种实施方式结合描述的特
征可用于所有的实施方式,除非该特征不相容。
[0087] 在关于附图通常提及“示意性的”示意图和视图时,这并不是指,附图说明及其描述对本发明的公开内容不重要。技术人员可完全明白,从示意性和抽象示出的附图中可足
够获取使其轻易理解本发明的信息,而没有以任意的方式例如由于绘出的并且可能未按精
确规定尺寸比例的装置的零件和/或部件或绘出的其他元件而影响技术人员的理解。因此
这些附图使得,技术人员作为读者可基于根据本发明的方法的具体提及的实现方案和根据
本发明的装置的具体提及的功能推导出对于在权利要求以及说明书概括部分中一般性和/
或抽象说明的发明思想。
[0088] 本发明在参考优选的实施方式的情况下进行描述。但是本领域技术人员可想到能够对本发明进行变换或变化,而对此不会离开下述权利要求的保护范围。
[0089] 附图标记列表[0090] 1搅拌轴[0091] 2圆柱形的基体[0092] 3搅拌元件[0093] 4凸轮[0094] 5外侧面[0095] 6冷却通道[0096] 7轴容纳部[0097] 12第一内腔区域[0098] 13第二内腔区域[0099] 15通孔[0100] 30防摩擦保护套[0101] 32圆柱形的基体[0102] 33空心圆柱体[0103] 34突出部[0104] 35凸轮[0105] 36法兰;固定法兰[0106] 37冷却装置[0107] 38a(内部的)冷却通道区段[0108] 38b(外部的)冷却通道区段[0109] 39换向区域[0110] 40分离装置[0111] 41筛分装置[0112] 45冷却剂入口[0113] 46冷却剂出口[0114] 48、48?1至48?8冷却通道区段[0115] 49换向区域[0116] 50搅拌球磨机[0117] 51碾磨容器[0118] 52内侧面[0119] 53外圆柱体[0120] 54内圆柱体[0121] 55冷却空间[0122] 56冷却剂入口[0123] 57冷却剂出口[0124] 58碾磨容器顶盖[0125] 59碾磨容器底部[0126] 60连接面[0127] 70驱动轴[0128] 71碾磨材料入口[0129] 72产品出口[0130] 75容纳部件[0131] 76圆柱形的基体[0132] 77贯穿孔[0133] 78排出通道[0134] 79外罩[0135] 80冷却剂入口[0136] 81冷却剂出口[0137] 82暴露的外螺纹[0138] 83第一连接区段[0139] 84第二连接区段[0140] 85内部的冷却通道[0141] 86凹陷部[0142] 87外部的冷却通道[0143] 100列[0144] 101圆周线[0145] A48径向间距[0146] B宽度[0147] d30防磨损保护套的外直径[0148] FR1第一输送方向[0149] FR2第二输送方向[0150] G碾磨材料/碾磨辅助体混合物[0151] h凸轮的径向高度[0152] I位于末端的第一子区段[0153] II中间的第二子区段[0154] III位于末端的第三子区段[0155] K冷却剂[0156] L搅拌轴的纵轴线[0157] L30防磨损保护套的纵轴线[0158] L35凸轮的长度[0159] L50搅拌球磨机的碾磨容器的轴线[0160] L75容纳部件的纵轴线[0161] M碾磨材料[0162] MH碾磨辅助体[0163] MS碾磨间隙[0164] P产品[0165] R半径[0166] SR1第一流动方向[0167] SR2第二流动方向
声明:
“用于搅拌球磨机的防磨损保护套、搅拌球磨机和用于制造搅拌球磨机的防磨损保护套的方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 709
编辑:中冶有色技术网
来源:耐驰精细研磨技术有限公司
709
编辑:中冶有色技术网
来源:耐驰精细研磨技术有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




