1.本发明属于二次资源回收与利用领域,具体涉及一种废旧锂离子电池破碎料水动力分选及湿法剥离工艺。
背景技术:
2.动力
锂电池自从商业化以来,由于其具有高能量密度、重量轻、循环性能好、比容量高、无记忆效应等优点,目前被广泛用于电动车、移动设备、通信基站、航空航天等领域,目前锂离子电池正处于快速发展的阶段。以我国为例,2017年全年中国锂离子电池装机总量为369.1亿瓦时,比2016年增长21%,其中,三元电池总装机量为165.6亿瓦时占总装机量的44.87%,
磷酸铁锂电池总装机量为180.7亿瓦时占总装机量的48.96%。如此大量的锂离子电池使用量,由于锂离子电池的使用寿命有限,在若干年后,必将产生大量的废旧电池。据估计废旧锂离子电池回收市场从2018年开始爆发,当年即可达到50亿元规模,到2020年—2023年,市场规模进一步增长至136亿元和311亿元。
3.与铅酸、ni
?
mh、燃料电池相比,锂电池的材料更加环保,但仍然含有有害物质,如重金属铜、lipf6、有机碳酸酯等,会对环境产生严重污染。电解液中的lipf6具有腐蚀性和毒性,与水反应会生成hf和pf5有毒气体;金属铜、铝会随着食物链不断富集,最终对人体产生危害;有机碳酸酯较难降解并且发生化学反应的产物往往是有毒有害物质。因此对于废旧锂电池的处理是非常有必要的。
4.对于
锂电池回收的研究早在20世纪90年代就已经开始,目前主要有
湿法冶金和火法冶金两种技术路线。废旧
动力电池中最具回收价值的物质为金属铜、铝及正负极粉料,目前的锂离子电池中负极石墨大多采用水性粘结剂与铜箔相粘接,正极活性物质多采用pvdf与铝箔粘结,对于活性物质与金属之间的脱落方式以前也有研究:中国发明cn101871048a公开了一种从废旧锂电池中回收钴、镍和锰的方法。该方法主要是采用先将废旧锂电池的
正极材料浸入低浓度碱液中分离得到黑色粉末。该发明中使用碱溶液对废旧电池进行处理在工业生产中很难实行,一是碱溶液需要控制好合适的浓度,不然碱溶液会与金属铝发生反应,导致得到的金属铝减少甚至产生大量氢气对生产不利。中国发明cn102676827公开了一种从废旧锂离子电池中回收镍、钴的技术,其所用的脱落方法为加入n
?
甲基吡啶烷酮/n,n
?
二甲基酰胺对废旧电池中的pvdf进行溶解以脱除极粉,但该种方法的脱除需要在高温下才有好的脱除效果,随着电池涂覆工艺的进步正极材料的涂覆压实程度越来越高,有的电池极粉甚至不能被该类型溶液浸出脱落。中国发明cn106450542公开了一种采用破碎的方法使锰酸锂极粉与集流体相分离的技术,由于正极活性材料与铝箔之间的粘结是靠pvdf与铝箔之间的化学粘合力,物理破碎很难使其完全分离开来,即使能分离开来金属也会大量进入极粉中去给后续的除杂带来大量困难。中国发明cn107293817公开了一种将废旧锂离子电池进行热解破碎筛分处理脱除极粉的方法,但这种方法由于在热解过程中一是pvdf可能热解不完全,二是热解过程中极粉可能会固结在金属铜铝上导致后续如果只采用破碎筛分的方法很难将极粉脱落。中国发明cn107464963公开了一种通过有机溶剂(如苯乙烯、四
氯乙烯)浸泡极片从而使极粉从极片脱落,该类有机试剂均是利用相似相溶原理溶解有机粘合剂pvdf从而使极粉从极片上脱落,但该类方法受电池涂布工艺影响较大,不同涂布工艺得到的电池溶解效果不同,且有机溶剂溶解pvdf的溶解过程较慢,因此该种方法的脱落效率较低,很难将所有废旧电池上的极粉脱落下来。
技术实现要素:
5.本发明针对上述现存技术的缺陷,提供一种废旧锂离子电池破碎料水动力分选及湿法剥离工艺,从废旧锂离子电池破碎后电解液低温挥后发料或有机物热解后热解料中分选出极片、外壳、隔膜及从极片中分离极粉与极片,从而高效分离废旧锂离子电池有价成分及极粉与集流体,成本低、环境污染小、可适用的电池种类广、有价成分及正负极活性物质的回收率高。
6.为实现上述发明目的,本发明采用如下技术方案:
7.一种废旧锂离子电池破碎料水动力分选及湿法剥离工艺,包括以下步骤:
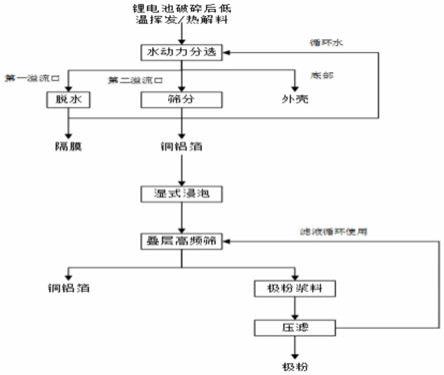
8.(1)将经过破碎及电解液低温挥发或有机物热解预处理后的废旧锂电池破碎料送入水动力分选系统,利用废旧锂电池中各个有用组分间的密度差异分选出外壳及正负极极片(简称极片),电池外壳从水动力分选机底部通过螺旋带出液面;隔膜从水动力分选机第一溢流口翻出,隔膜通过压滤后,压滤水返回水动力分选系统循环使用;极片及已脱落的极粉(约占极粉含量42%)随水动力分选机第二溢流口翻出,通过
脱水筛脱水后筛上极片进入浸泡槽,筛下浆料经浓缩、压滤后得到极粉滤饼,压滤水返回水动力分选系统循环使用,根据液位定期补充新水;
9.(2)将水动力分选脱水后的极片送入浸泡槽中,浸泡槽内加入亲核类试剂对含极粉的极片进行浸泡;
10.(3)浸泡过程中,亲核类试剂与pvdf或铝、铜发生化学反应,使得极粉疏松膨胀,分子间范德华力减少,浸泡后的极片转运至湿式叠层高频
振动筛,极片在叠层筛上翻滚前进,筛面上方配置有高压水喷雾装置,对极片料进行全方位冲刷洗涤,使得极粉与铜、铝箔充分剥离脱落,铜、铝金属片料从高频振动筛上末端排出,筛下极粉浆料经浓缩、压滤后得到极粉滤饼,压滤水循环使用。
11.步骤(1)中,所述的经过破碎及电解液低温挥发或有机物热解预处理后的废旧锂电池料主要有两方面的作用,一是电池单体经破碎后,隔膜、外壳、极片等组分已单体解离,非包裹状态,便于后续物理分选,二是破碎料经过电解液低温挥发或高温热解后,避免电解液对水动力分选水体污染及水体介质比重干扰,避免电解液影响亲核试剂对极粉湿式剥离效率;步骤(2)中,浸出物料为各种条件下(包括湿法冶金、火法冶金及物理剥离)得到的未脱除极粉的废旧锂电池正负极片料。
12.进一步地,步骤(2)中,所述的亲核类试剂为氨水、稀硫酸、稀盐酸、稀硝酸、二甲胺、甲氧基苯甲醛、甲氧基乙酸中的一种或两种以上,作为废旧动力锂离子电池极片的浸出试剂。
13.进一步地,步骤(2)中,所述的浸泡槽为槽式浸泡槽,槽内设置网带输送机,能够连续将浸泡后的极片料带出液面,输送至下一级浸泡槽或高压水冲洗湿式叠层高频振动筛,浸泡槽底部设置清渣螺旋,定期将底部沉降的极粉带出后并入压滤系统;槽内设置液位计,
能够定时定量添加配制好的亲核类试剂。
14.进一步地,步骤(3)中,浸泡采用一段浸泡或多段浸泡,浸泡的段数随浸泡效果及进入浸泡工序极片的情况的不同而不同。
15.进一步地,步骤(3)中,所述的湿式叠层高频振动筛为多层叠筛,多层筛面呈阶梯状分布,单层筛面呈一定的上扬倾角,便于极片料在筛面翻滚及脱水,每层筛面上方设置高压水冲洗装置,将极片上粘附的极粉充分冲刷剥离。
16.进一步地,步骤(3)中,所述的筛下极粉浆料经浓缩、压滤后得到极粉滤饼,压滤水循环使用,存于缓冲池,用于高频筛筛上高压冲洗水,缓冲池设置液位计,达到液位下限时,定量补充新水。
17.本发明解决的技术难题和相对现有技术带来的有益效果:
18.(1)现有的隔膜、极片、外壳的分选方法多为风选,风选过程中会产生大量扬尘,重物料分选不彻底,同时增加后续分选系统处理负担,现有的极粉分离技术大多为采用撕碎+摩擦打粉+筛分分选的方法,这些方法都很难使得集流体上的极粉脱落完全同时极粉铜铝铁等杂质含量高。水动力分选机工作原理为利用水介质的密度与其他有价组分间密度的差异,高压射流水、高压气体在上升过程中,高效、清洁地将外壳、极片、隔膜等物质在水介质中分层分离。该方法的优点在于:
①
提高极粉回收率。通过水动力清洗,外壳表面洁净,无极粉粘附,避免传统风力风选外壳中极粉夹带损失(通常损失率大于1%);
②
物料减量化,提高下段湿法剥离效率。水动力预先去除外壳、隔膜,物料减量30%以上,相应减少设备投资及运行成本;
③
避免了在下段湿法剥离中桩头外壳铜铝物质浸出,减少了极粉中铜铝杂质的总量。
④
水动力分选湿式分选环境,避免了传统振动筛分+风力风选方式所产生大量扬尘及粉爆、铝爆风险。
⑤
实现了铜铝箔(极片)与桩头外壳的高效分离。在水介质条件下,通过水动力及气动力联合分选效果优于单一空气介质风力分选。
19.(2)极粉脱落的速率随不同试剂的亲核性的大小及反应温度的变化而变化,由于该类试剂会部分溶解铝或及与pvdf反应,因此该类试剂对极粉的脱落均有较强的促进效果。该方法的优点在于:
①
极粉剥离更彻底,极粉剥离率达99.5%以上。借助亲核试剂浸泡极片,使得极粉疏松膨胀,分子间范德华力减少,较传统干式摩擦打散方式,极粉剥离率提高2%以上。
②
浸泡后极片通过高压水全方位清洗,铜箔、铝箔表面洁净无极粉粘附,极粉回收率综合回收率98%以上,传统干式摩擦打散方式极粉回收≤94%。以523三元锂电池为例,极粉按当期价格,以处理量1万t/a计算,极粉回收率每提高1%,将多产生226万元产值。
③
极粉中铜铝碎屑杂质含量≤2%。湿法剥离极片物料为大片状(方壳电池破碎粒度为30mm,18650电池破碎粒度为15mm),避免破碎过程中铜铝粉末的产生,传统干式摩擦打散剥离,需要将极片破碎至80目以下,极粉中铜铝杂质含量达5%
?
8%。
④
湿法剥离为湿式分选环境,作业更安全环保。避免了传统摩擦打散+振动筛分所产生大量扬尘及粉爆、铝爆风险。
⑤
铜、铝箔物料干净,便于后段色选,提高色选效果,铜铝分离率99%以上。传统干法剥离,铜铝粒度为80目,无法进行色选,仅通过风力摇床分选,因铜铝箔打碎后球表面积相当,铜铝分离率为80%左右,影响铜铝产品价格。
20.总之,本发明采用水动力对隔膜、极片、外壳等物质进行高效、清洁预分选,分选效果较现有的技术有很大的提高,同时避免传统风力风选扬尘及粉爆、铝爆风险。采用亲核类试剂浸出的方法对废旧锂离子电池的极粉进行剥离,极粉脱落效果明显,极粉回收率及品
位高。
附图说明
21.图1为本发明工艺的流程框图。
22.图2为本发明的水动力分选机模型简图,其中,1、锂电池破碎低温挥发/热解料入口,2、隔膜刮板,3、第一溢流口(隔膜),4、浸泡槽,5、螺旋输送机,6、高压水入口,7、高压气进口,8、第二溢流口(铜铝箔及极粉),9、外壳输送螺旋,10、外壳出口。
23.图3为本发明所用的浸出槽模型简图,1、湿式浸泡槽,2、水动力分选得到的极片料入料口,3、网带机,4、高压水,5、叠层高频振动筛,6、铜铝金属料出口,7、极粉料出口,8、螺旋排渣机,9、排渣口。
24.图4为本发明各个环节的产品图片。
具体实施方式
25.下面结合具体实施例对本发明做进一步详细说明,但本发明并不限于此。
26.实施例1
27.将带电破碎、电解液处理后的废旧磷酸铁锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的极片料放入湿式浸泡槽中,浸泡槽中加入25%的氨水,液固比为1:3,28℃环境下,浸泡时间为20min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的磷酸铁锂电池正负极粉滤饼,极粉回收率为98.5%、极粉品位98%(其中极粉中含铜1.5%、含铝0.5%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.8%、极粉品位提高了5.0%。
28.实施例2
29.将带电破碎、电解液处理后的废旧523三元锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧三元锂离子电池极片放入湿式浸泡槽中,浸泡槽中加入10%的二甲胺,液固比为1:2,25℃环境下,浸泡时间为10min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的三元锂电池正负极粉滤饼,极粉回收率为98.8%、极粉品位98.5%(其中极粉中含铜1%、含铝0.5%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.8%、极粉品位提高了5.5%。
30.实施例3
31.将带电破碎、电解液处理后的废旧磷酸铁锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧磷酸铁锂电池极片放入湿式浸泡槽中,,搅拌槽中加入30%的甲氧基苯甲醛,液固比为1:2,30℃环境下,浸泡时间为20min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的磷酸铁锂电池正负极粉滤饼,极粉回收率为98%、极粉品位98%(其中极粉中含铜1.5%、含铝0.5%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.0%、极粉品位提高
了5.0%。
32.实施例4
33.将带电破碎、电解液处理后的废旧三元锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧三元锂离子电池极片放入湿式浸泡槽中,浸泡槽中加入20%的甲氧基乙酸,液固比为1:4,60℃环境下,浸泡时间为20min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的三元锂电池正负极粉滤饼,极粉回收率为99.6%、极粉品位99%(其中极粉中含铜0.6%、含铝0.4%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了6.6%、极粉品位提高了6%。
34.实施例5
35.将带电破碎、电解液处理后的废旧三元锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧三元锂离子电池极片放入湿式浸泡槽中,浸泡槽中加入5%的稀硫酸,液固比为1:4,30℃环境下,浸泡时间为20min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的三元锂电池正负极粉滤饼,极粉回收率为98.2%、极粉品位98%(其中极粉中含铜1.4%、含铝0.6%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.2%、极粉品位提高了5%。
36.实施例6
37.将带电破碎、电解液处理后的废旧三元锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧三元锂离子电池极片放入湿式浸泡槽中,浸泡槽中加入3%的稀盐酸,液固比为1:6,30℃环境下,浸泡时间为15min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的三元锂电池正负极粉滤饼,极粉回收率为98.5%、极粉品位98.3%(其中极粉中含铜1.1%、含铝0.6%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.5%、极粉品位提高了5.3%。
38.实施例7
39.将带电破碎、电解液处理后的废旧三元锂电池破碎料送入水动力分选装置中,将电池外壳与极片分离,得到的废旧三元锂离子电池极片放入湿式浸泡槽中,浸泡槽中加入3%的稀硝酸,液固比为1:8,30℃环境下,浸泡时间为25min时,浸泡后极片料进行筛分及高压水冲洗,筛上极片经烘干、制粒、色选后得到纯度99%以上的铜箔、铝箔,筛下浆料压滤后得到的三元锂电池正负极粉滤饼,极粉回收率为98.8%、极粉品位98.0%(其中极粉中含铜1.4%、含铝0.6%);按传统的摩擦打散+风力风选得到的极粉回收率为93%,极粉品位93%(其中极粉中铜5%、含铝2%);较传统方法,极粉回收率提高了5.8%、极粉品位提高了5.0%。
40.经济效益说明
41.目前,市场上回收三元锂电池极粉以镍钴品位计价,523三元锂电池正极粉中镍的品位为30.2%、钴的品位为12.2%,当期金属镍的价格为13.2万元/t,金属钴的价格为35万
元/t,极粉中的镍、钴按75%的计价系数,每吨523三元正极粉价格为:镍价格(13.2万)
×
30.2%
×
0.75+钴价格(35万)
×
12.2%
×
0.75=6.19万。在废旧锂电池单体中,正极粉含量为36%左右,以处理量1万t/a计算,则正极粉含量为3600t/a,以523三元锂电池为例,每提高极粉回收率1%,其产值为:3600t/a*1%*6.19万元/t=223万元。
42.以实施例3为例,水动力分选+湿法剥离得到的极粉回收率为98.8%,按传统的摩擦打散+风力风选得到的极粉回收率为93%,回收率提高了5.8个百分点。以处理量1万t/a523三元锂电池,则正极粉含量为3600t/a,极粉回收率提高5.8%,其增加的产值为:3600t/a*5.8%*6.19万元/t=1293.4万元,新增效益显著。技术特征:
1.一种废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,包括以下步骤:(1)将经过破碎及电解液低温挥发或有机物热解预处理后的废旧锂电池破碎料送入水动力分选系统,利用废旧锂电池中各个有用组分间的密度差异分选出外壳及正负极极片,电池外壳从水动力分选机底部通过螺旋带出液面;隔膜从水动力分选机第一溢流口翻出,隔膜通过压滤后,压滤水返回水动力分选系统循环使用;极片及已脱落的极粉随水动力分选机第二溢流口翻出,通过脱水筛脱水后筛上极片进入浸泡槽,筛下浆料经浓缩、压滤后得到极粉滤饼,压滤水返回水动力分选系统循环使用,根据液位定期补充新水;(2)将水动力分选脱水后的极片送入浸泡槽中,浸泡槽内加入亲核类试剂对含极粉的极片进行浸泡;(3)浸泡过程中,亲核类试剂与pvdf或铝、铜发生化学反应,使得极粉疏松膨胀,分子间范德华力减少,浸泡后的极片转运至湿式叠层高频振动筛,极片在叠层筛上翻滚前进,筛面上方配置有高压水喷雾装置,对极片料进行全方位冲刷洗涤,使得极粉与铜、铝箔充分剥离脱落,铜、铝金属片料从高频振动筛上末端排出,筛下极粉浆料经浓缩、压滤后得到极粉滤饼,压滤水循环使用。2.根据权利要求1所述的废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,步骤(2)中,所述的亲核类试剂为氨水、稀硫酸、稀盐酸、稀硝酸、二甲胺、甲氧基苯甲醛、甲氧基乙酸中的一种或两种以上。3.根据权利要求1所述的废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,步骤(2)中,所述的浸泡槽为槽式浸泡槽,槽内设置网带输送机,能够连续将浸泡后的极片料带出液面,输送至下一级浸泡槽或高压水冲洗湿式叠层高频振动筛,浸泡槽底部设置清渣螺旋,定期将底部沉降的极粉带出后并入压滤系统;槽内设置液位计,能够定时定量添加配制好的亲核类试剂。4.根据权利要求1所述的废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,步骤(3)中,浸泡采用一段浸泡或多段浸泡,浸泡的段数随浸泡效果及进入浸泡工序极片的情况的不同而不同。5.根据权利要求1所述的废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,步骤(3)中,所述的湿式叠层高频振动筛为多层叠筛,多层筛面呈阶梯状分布,单层筛面呈一定的上扬倾角,便于极片料在筛面翻滚及脱水,每层筛面上方设置高压水冲洗装置,将极片上粘附的极粉充分冲刷剥离。6.根据权利要求1所述的废旧锂离子电池破碎料水动力分选及湿法剥离工艺,其特征在于,步骤(3)中,所述的筛下极粉浆料经浓缩、压滤后得到极粉滤饼,压滤水循环使用,存于缓冲池,用于高频筛筛上高压冲洗水,缓冲池设置液位计,达到液位下限时,定量补充新水。
技术总结
本发明公开了一种废旧锂离子电池破碎料水动力分选及湿法剥离工艺。首先将废旧电池进行破碎及电解液低温挥发或有机物热解预处理,处理后破碎料用水动力分选将外壳分选出去,然后再用亲核类试剂对样品进行一段或多段浸泡,由于该类试剂会与PVDF或铝、铜发生化学反应,且某些试剂能够溶解PVDF或铝、铜,从而使得浸出后极粉与铜、铝等完全剥落分离,实现极粉回收率及品位的提高。本发明采用水动力对隔膜、极片、外壳等物质进行高效、清洁预分选,分选效果较现有的技术有很大的提高,同时避免传统风力风选扬尘及粉爆、铝爆风险。采用亲核类试剂浸出的方法对废旧锂离子电池的极粉进行剥离,极粉脱落效果明显,极粉回收率及品位高。极粉回收率及品位高。极粉回收率及品位高。
技术研发人员:甄必波 吴光辉 刘心
受保护的技术使用者:湖南江冶新能源科技股份有限公司
技术研发日:2021.07.08
技术公布日:2021/10/15
声明:
“废旧锂离子电池破碎料水动力分选及湿法剥离工艺的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 658
编辑:中冶有色技术网
来源:湖南江冶新能源科技股份有限公司
658
编辑:中冶有色技术网
来源:湖南江冶新能源科技股份有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




