cu-ni-sn合金的制造方法
技术领域
1.本发明涉及cu-ni-sn合金的制造方法
背景技术:
2.一直以来,cu-ni-sn合金等铜合金通过连续铸造法或半连续铸造法制造。所谓连续铸造法,与半连续铸造法同样,是主要的铸造方法之一,是将熔融的金属浇注到水冷铸模中,使其连续地凝固而作为一定形状(矩形、圆形等)的铸块抽出的方法,大多向下方抽出。该方法由于完全连续地生产铸块,因此在大量地生产一定成分、品质及形状的铸块方面优异,但不适合多品种的生产。另一方面,所谓半连续铸造法,是铸块的长度被限定的批量式的铸造方法,能够将品种以及形状尺寸变更为多种多样。另外,近年来使用大型的无芯炉,能够实现铸块截面的大型化、长尺寸化、以及一次铸造多根,因此可具有与连续铸造法相匹敌的程度的生产率。
3.例如,在专利文献1(日本特开2007-169741号公报)中公开了在制造铜合金时,将预定的化学成分组成的铜合金在无芯炉中熔炼后,通过半连续铸造法进行铸锭,得到铸块。然后,将所得到的铸块冷却,并进行轧制等预定的工序,由此得到目标合金。
4.然而,含有sn的铸块在其铸造后观察微观组织时,有时会观察到sn的偏析,为了抑制铜合金的特性的偏差并提高其特性,期望sn均匀地分散。以sn的均质化为目的,例如在专利文献2(日本特表2019-524984号公报)及专利文献3(日本特表2019-524985号公报)中公开了含有硼的高强度cu-ni-sn合金,特别是记载了在合金的晶界不发生锡多的偏析。专利文献4(日本特开平4-228529号公报)中公开了cu-ni-sn合金的制造方法,记载了该合金实质上均质。专利文献5(日本特开昭58-87244号公报)中公开了含有sn成分的旋节(spinodal)合金条,记载了sn成分实质上均匀地分散。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2007-169741号公报
8.专利文献2:日本特表2019-524984号公报
9.专利文献3:日本特表2019-524985号公报
10.专利文献4:日本特开平4-228529号公报
11.专利文献5:日本特开昭58-87244号公报
技术实现要素:
12.在此,将在铸造工序中使熔融金属凝固而得到的铸块进行冷却时,其冷却速度对最终得到的合金的生产率、品质造成影响。例如,若冷却速度快,则铸块产生内部裂纹,所得到的合金的品质差。另一方面,若冷却速度慢,则虽然能够抑制铸块的内部裂纹,但冷却花费时间,所得到的合金的生产率变差。因此,在合金的制造中,合金的生产率与品质处于此消彼长的关系,期望兼顾两者。
13.特别是,含有低熔点的sn的铜合金(cu-ni-sn合金等)在制成铸块的情况下,在其外侧和内侧,凝固过程中的内部应力变大。例如,在通过以往进行的冷却方法即水冷喷淋、在水槽中的浸渍等来冷却铸块的情况下,冷却速度过快,铸块容易产生内部裂纹。为了抑制内部裂纹的产生,例如即使进行空气冷却而减慢冷却速度,冷却也需要12小时以上,生产率显著差。另外,如上所述,含有sn的铸块在其铸造后观察微观组织时,有时会观察到sn的偏析,为了抑制铜合金的特性的偏差并提高其特性,期望sn均匀地分散。sn的偏析在冷却速度快时不易发生,但如上所述,若冷却速度快,则铸块容易产生内部裂纹。
14.另外,作为cu-ni-sn合金,已知有由uns:c72900定义的cu-15ni-8sn合金、由uns:c72700定义的cu-9ni-6sn合金、以及由uns:c72950定义的cu-21ni-5sn合金等。如上所述,含有低熔点的sn的铜合金容易产生内部裂纹、sn的偏析,其中,在制造sn的含量多的cu-15ni-8sn合金的情况下,铸块的冷却条件(例如冷却速度)对所得到的合金的生产率、品质造成的影响特别大。这样,在cu-ni-sn合金的制造中,期望通过适当地选择铸块的冷却条件,从而提高生产率(例如加快冷却速度),也提高品质(例如抑制内部裂纹且使sn均匀地分散),即兼顾生产率和品质。
15.本发明人等此次得到了如下见解:能够提供一种cu-ni-sn合金的制造方法,其通过采用向铸块吹送雾状的液体的喷雾冷却(一次冷却)及铸块在液体中的浸渍冷却(二次冷却),从而能够在缩短铸块的冷却时间的同时减少内部裂纹且使sn均匀地分散,由此兼顾生产率及品质。
16.因此,本发明的目的在于提供一种cu-ni-sn合金的制造方法,其能够在缩短铸块的冷却时间的同时减少内部裂纹且使sn均匀地分散,由此兼顾生产率和品质。
17.根据本发明的一个方式,提供一种cu-ni-sn合金的制造方法,其是基于连续铸造法或半连续铸造法的cu-ni-sn合金的制造方法,包括:
18.一边使熔融的cu-ni-sn合金从两端开放的铸模的一端流入而使该合金的上述铸模附近的部分凝固,一边从上述铸模的另一端连续地作为铸块抽出的工序;
19.通过对上述抽出的铸块吹送雾状的液体来进行一次冷却的工序;以及
20.通过使经过了上述一次冷却的铸块浸渍于液体中来进行二次冷却,制成cu-ni-sn合金的铸造品的工序。
附图说明
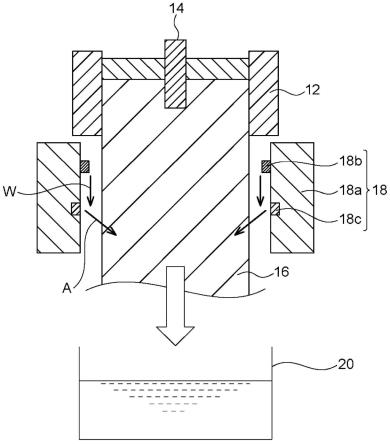
21.图1是包含本发明的制造方法中使用的铸模、冷却器及液槽的制造设备的剖视图。
22.图2是将确认了例1~6中得到的cu-ni-sn合金的铸造品的sn偏析的光学显微镜图像汇总的表。
23.图3a是从例1中得到的铸造品切出的样品切断面的光学显微镜图像。
24.图3b是将从例1中得到的铸造品切出的样品切断面的光学显微镜图像二值化而得到的图像。
25.图4a是从例4中得到的铸造品切出的样品切断面的光学显微镜图像。
26.图4b是将从例4中得到的铸造品切出的样品切断面的光学显微镜图像二值化而得到的图像。
具体实施方式
27.本发明的制造方法是基于连续铸造法或半连续铸造法的cu-ni-sn合金的制造方法。通过本发明的方法制造的cu-ni-sn合金优选为包含cu、ni和sn的旋节合金。该旋节合金优选含有ni:8~22重量%和sn:4~10重量%,余量为cu和不可避免的杂质,更优选含有ni:14~16重量%和sn:7~9重量%,余量为cu和不可避免的杂质,进一步优选含有ni:14.5~15.5重量%和sn:7.5~8.5重量%,余量为cu和不可避免的杂质。作为这样的cu-ni-sn合金,优选例示出由uns:c72900定义的cu-15ni-8sn合金。在这样制造含有低熔点的sn的铜合金的情况下,在铸块的冷却工序中容易产生内部裂纹、sn的偏析,但根据本发明的cu-ni-sn合金的制造方法,能够在缩短铸块的冷却时间的同时减少内部裂纹且使sn均匀地分散,能够兼顾生产率和品质。
28.本发明的cu-ni-sn合金的制造方法包括(1)熔化铸造工序以及(2)冷却工序。在熔化铸造工序中,一边使熔融的cu-ni-sn合金从两端开放的铸模的一端流入而使该合金的铸模附近的部分凝固,一边从铸模的另一端连续地作为铸块抽出。在接下来的冷却工序中,通过对被抽出的铸块吹送雾状的液体来进行一次冷却,通过使经过了一次冷却的铸块浸渍于液体中来进行二次冷却,从而制成cu-ni-sn合金的铸造品。这样,通过对熔化铸造而得到的铸块吹送雾状的液体而进行一次冷却(即喷雾冷却),接着使铸块浸渍于液体中而进行二次冷却,从而能够在缩短铸块的冷却时间的同时减少内部裂纹且使sn均匀地分散,以高生产率制造高品质的cu-ni-sn合金。
29.如前所述,在制造含有低熔点的sn的铜合金中,由于铸块的冷却条件(例如冷却速度)对所得到的合金的生产率及品质造成影响,因此难以兼顾生产率及品质,但根据本发明的方法,具有如下优点:能够制造在缩短铸块的冷却时间的同时减少内部裂纹且使sn均匀地分散、兼顾了生产率及品质的cu-ni-sn合金。
30.图1示出了本发明的制造方法的一例中的制造设备及铸块的剖视图。以下,参照图1对上述工序进行说明。
31.(1)熔化铸造工序
32.首先,一边使熔融的cu-ni-sn合金从两端开放的铸模12的一端(例如通过石墨喷嘴14)流入而使该合金的铸模12附近的部分凝固,一边从铸模12的另一端连续地作为铸块16抽出。熔融的cu-ni-sn合金的温度优选为1200~1400℃,更优选为1250~1350℃,进一步优选为1300~1350℃。
33.铸模12只要使用在铜合金的铸造中使用的一般的铸模即可,没有特别限定,但优选为铜制的铸模。优选水等冷却介质在铸模12的内部循环。由此,能够使熔融的高温的cu-ni-sn合金迅速地从表层凝固,并且从铸模12的另一端连续地作为铸块16抽出。
34.熔化铸造工序优选通过能够在工业上利用的方法来抑制氧化。例如,为了抑制熔融的金属的氧化,优选在氮、ar、真空等非活性气氛下进行。
35.在熔化cu-ni-sn合金之后进行铸造之前,也可以进行熔渣处理、成分分析等用于得到所希望的cu-ni-sn合金的前处理。例如,可以将cu-ni-sn合金在优选1300~1400℃下熔化,搅拌一定时间,由此使成分均匀化,进行熔渣处理,然后进行铸造。该搅拌时间优选为15~30分钟。另外,熔渣处理后,也可以选取cu-ni-sn合金的一部分作为成分分析用试样,测定成分值。根据该测定结果,在偏离目标成分值的情况下,可以再次追加cu-ni-sn合金,
调整为目标成分值。
36.(2)冷却工序
37.通过对从铸模12的另一端抽出的铸块16吹送雾状的液体来进行一次冷却(即喷雾冷却),接着使铸块浸渍于液体中来进行二次冷却,由此制成cu-ni-sn合金的铸造品。通过在一次冷却的基础上进行二次冷却,能够在缩短铸块16的冷却时间的同时减少内部裂纹且使sn均匀地分散,能够以高生产率制造高品质的cu-ni-sn合金。即,作为含有cu、ni及sn的铸块16的以往的冷却方法的例子,可举出直接施加空气喷淋、喷淋状的液体、直接浸渍于液体等,但在这些方法中,难以在缩短铸块16的冷却时间的同时减少内部裂纹且使sn均匀地分散。但是,(i)根据喷雾冷却及浸渍冷却的组合,能够在缩短铸块16的冷却时间的同时减少内部裂纹。(ii)另外,通过对铸块16进行喷雾冷却之外还进行浸渍冷却,与仅通过喷雾冷却进行冷却的情况相比,不仅能够缩短铸块16的冷却所需的时间,而且不易发生微观组织的偏析、即sn的偏析,能够使铸块16具有均质的组成。(iii)这样,通过喷雾冷却除去铸块16的粗热之后进行浸渍冷却,由此能够缩短铸块16的冷却时间,同时铸块16不易产生内部裂纹,并且不易发生sn的偏析。以往,在代替喷雾冷却而通过水冷喷淋等对铸块16直接浇水、或者不经过喷雾冷却而直接进行浸渍冷却的情况下,冷却速度(温度梯度)均过快,因此铸块16破裂。但是,通过如上述那样通过喷雾冷却进行一次冷却,接着通过浸渍冷却进行二次冷却,能够解决这样的问题。
38.如上所述,冷却工序具有进行一次冷却的工序和进行二次冷却的工序,在这些工序中,液体只要是能够作为水、油等冷却介质使用,则没有特别限定,从操作的容易性、制造成本的观点出发,优选为水。另外,从调整冷却速度的观点出发,也可以使用油作为冷却介质。
39.通过了铸模12的铸块16优选在铸造结束后30分钟以内冷却至50℃以下,更优选在铸造结束后20分钟以内冷却至50℃以下,进一步优选在铸造结束后10分钟以内冷却至100℃以下,特别优选在铸造结束后5分钟以内冷却至500℃以下。通过这样在短时间内冷却铸块16,能够缩短基于连续铸造法和半连续铸造法的铸造周期,能够提高生产率。
40.在冷却工序中,一次冷却优选通过使铸块16通过配置于铸模12的正下方的冷却器18来进行。由此,铸块16在从铸模12的另一端抽出后立即被喷雾冷却,不仅铸块16的表层,内部也不会破裂而能够迅速地冷却。另外,在使铸块16从铸模12的另一端抽出并使其通过冷却器18而下降时,也可以一边利用承受台(未图示)支撑铸块16一边使其下降。优选铸块16由承受台支撑,承受台以25~35mm/分钟的速度下降,更优选以30~35mm/分钟的速度下降,进一步优选以33~35mm/分钟的速度下降。
41.优选的冷却器18具备圆筒状主体18a、液体供给部18b和空气喷射部18c。液体供给部18b设置于圆筒状主体18a的上部,构成为使液体w(例如水)向下方流下,另一方面,空气喷射部18c设置于液体供给部18b的下方,构成为朝向圆筒状主体18a的中心轴喷射空气a。根据该构成,能够使从液体供给部18b流下来的液体w与空气a混合而成为雾状的液体(即喷雾),并将其向位于圆筒状主体18a的内侧的铸块16喷射。由此,不仅能够有效地实现缩短铸块16的冷却时间及抑制内部裂纹,还能够通过之后的浸渍冷却实现进一步缩短铸块16的冷却时间及sn的均质化,其结果,能够兼顾cu-ni-sn合金的生产率和品质。另外,由于在流下来的液体w中含有碳等尘土,因此期望调节喷嘴的口径,以使喷射空气a的喷嘴(也称为孔)
不会堵塞。喷嘴的口径优选为直径2~5mm,更优选为3~4mm。从液体供给部18b流下的液体w的流速优选为7~13l/min,更优选为9~11l/min。从空气喷射部18c喷射的空气a的压力优选为2.0~4.0mpa,更优选为2.7~3.3mpa。
42.冷却器18优选构成为向下方流下的液体w不与铸块16直接接触而是与空气a混合。由此,流下来的液体w不会与铸块16直接接触而被局部地急冷,能够遍及铸块16的整体均匀地进行喷雾冷却,能够进一步抑制内部裂纹的产生。而且,在后续的浸渍冷却中,通过在抑制铸块16的内部裂纹的同时均匀且迅速地进行冷却,能够进一步抑制sn的偏析。另外,冷却器18优选构成为,从液体供给部18b流下的液体w的位置成为比空气喷射部18c的位置更靠近圆筒状主体18a的位置。由此,空气喷射部18c的空气a被顺利地吹到液体w从液体供给部18b流下的部位,能够高效地产生雾状的液体(即喷雾)。
43.另外,冷却器18的空气喷射部18c优选构成为空气a向斜下方喷射。若来自液体供给部18b的液体w的流势较弱,则液体w因重力而向下方流下,液体w作为雾状的液体而与铸块接触的位置下降,冷却速度产生不均。但是,通过构成为空气a向斜下方喷射,不会因液体w的流势(流量)而使液体w与铸块接触的位置出现差异,能够使冷却速度均匀。
44.二次冷却优选通过从铸块16的下端部起依次连续地浸渍于液槽20来进行。另外,该液槽20优选设置在冷却器18的正下方。通过在二次冷却之前进行一次冷却来除去铸块16的粗热,从而即使在一次冷却后连续地将铸块16浸渍于液体中而进行急冷,也能够更不易产生内部裂纹。因此,能够有效利用抑制sn的偏析这样的由急冷带来的优点,同时能够有效地抑制铸块16的内部裂纹。
45.在二次冷却中使铸块16浸渍于液体中,但浸渍铸块16的液槽20可以是呈坑状设置于地下的液槽,也可以是配置于地上的液槽。另外,在液槽20中,也可以进行使液体循环、或始终持续加入新的液体等处置,从而即使将铸块16浸渍于液体中也能够抑制液温的上升。
46.[实施例]
[0047]
通过以下的例子更具体地说明本发明。
[0048]
例1
[0049]
作为cu-ni-sn合金,按照以下的步骤制作并评价由uns:c72900定义的cu-15ni-8sn合金。
[0050]
(1)称量
[0051]
以成为目标组成的方式称量作为cu-ni-sn合金的原料的纯cu矿块、ni基体金属、sn基体金属、电解锰和cu-ni-sn合金碎屑。即,称量163kg的cu、30kg的ni、15kg的sn和1450kg的cu-ni-sn合金碎屑并进行混合,由此进行调合。
[0052]
(2)熔化及熔渣处理
[0053]
将称量的cu-ni-sn合金的原料在大气用高频熔化炉中在1300~1400℃下熔化,搅拌30分钟,由此使成分均匀化。熔化结束后,进行熔渣刮落及熔渣捞起。
[0054]
(3)成分分析(铸造前)
[0055]
选取进行熔化和熔渣处理而得到的cu-ni-sn合金的一部分作为成分分析用试样,测定其成分值。其结果,成分分析用试样含有ni:14.9重量%和sn:8.0重量%,余量为cu和不可避免的杂质。该组成满足由uns:c72900定义的cu-15ni-8sn合金的条件。
[0056]
(4)半连续铸造
[0057]
将进行熔化及熔渣处理而得到的cu-ni-sn合金的熔融金属在1250~1350℃下出炉,如图1示意性所示的那样,通过石墨喷嘴14流入到两端开放的铸模12的一端。此时,通过使水在铸模12的内部循环,使流入的熔融金属在从铸模12的一端至通过另一端之前凝固而成为铸块16。此时,铸块16的表层为主进行凝固。
[0058]
(5)一次冷却和二次冷却(喷雾冷却和浸渍冷却)
[0059]
一边利用设置于铸模12的正下方的冷却器18吹送雾状的水,一边将凝固后的铸块16连续地抽出。此时,从位于冷却器18的圆筒状主体18a的上部的水供给部18b流下7~13l/min的水w,从120个作为空气喷射部18c而在冷却器18的圆筒状主体18a的下段设置的直径3.5mm的孔以0.3mpa的压力吹入空气a,由此将流下的水w雾化而成为雾状的水(即喷雾),并吹送到铸块16(一次冷却)。可以认为吹入的空气a的流量相当于7500l/min。另外,铸块16一边利用以25~35mm/min下降的承受台(未图示)承接一边使其下降。进而,使下降的铸块从其下端部连续地浸渍于水槽20而在水中进行冷却(二次冷却)。通过这样的冷却方法,在上述(4)的半连续铸造后,在30分钟以内将铸块16冷却至50℃以下。
[0060]
(6)铸造品的取出
[0061]
将通过水冷得到的铸块16在其温度低于50℃后取出,得到作为铸造品的cu-ni-sn合金。铸造品的尺寸为直径320mm
×
长度2m。
[0062]
(7)各种评价
[0063]
对得到的铸造品进行以下的评价。
[0064]
《内部裂纹的确认》
[0065]
为了确认铸造品的内部裂纹,从距离铸造品的长度方向的顶面250mm的位置和距离底面150mm的位置分别切出直径320mm
×
厚度10mm的圆板状样品,对其两面进行目视观察和红液渗透探伤。
[0066]
《sn的偏析确认》
[0067]
利用光学显微镜以50倍的倍率和2.8mm
×
2.1mm的视野观察上述样品。使用图像解析软件image j对得到的光学显微镜图像进行二值化,由得到的二值化图像测定sn所占的面积相对于上述视野整体的面积的面积比,将其乘以100,算出sn的面积比率(%)(sn的偏析程度)。sn的面积比率为4.40%。将例1的样品的光学显微镜图像及其二值化图像的一例分别示于图3a和图3b。
[0068]
例2(比较)
[0069]
代替上述(5)的喷雾冷却和浸渍冷却,如下仅进行浸渍冷却,除此以外,与例1同样地进行试样的制作和评价。所得到的铸造品的尺寸为直径320mm
×
长度2m。
[0070]
(浸渍冷却)
[0071]
对于表层凝固了的铸块16,不进行通过设置于铸模12的正下方的冷却器18吹送水w及空气a,而直接浸渍于水槽20,在水中进行冷却。另外,铸块16一边利用以25~35mm/min下降的承受台(未图示)承接一边使其下降。通过这样的冷却方法,在上述(4)的半连续铸造后,在20分钟以内将铸块16冷却至50℃以下。
[0072]
例3(比较)
[0073]
代替上述(5)的喷雾冷却和浸渍冷却,如下进行利用冷却器的水冷,除此以外,与例1同样地进行试样的制作和评价。所得到的铸造品的尺寸为直径320mm
×
长度2m。
[0074]
(利用冷却器的水冷)
[0075]
对于表层凝固了的铸块16,利用设置于铸模12的正下方的冷却器18吹送液态的水。需要说明的是,此时不从空气喷射部18c吹入空气a,也不将铸块16浸渍在水槽20中。通过这样的冷却方法,在上述(4)的半连续铸造后,在30分钟以内将铸块16冷却至50℃以下。
[0076]
例4(比较)
[0077]
代替上述(5)的喷雾冷却和浸渍冷却,如下仅进行喷雾冷却,除此以外,与例1同样地进行试样的制作和评价。所得到的铸造品的尺寸为直径320mm
×
长度2m。另外,对于例4的样品,在上述(7)的sn的偏析确认中通过光学显微镜观察算出的sn的面积比率为48.29%。将该样品的光学显微镜图像及其二值化图像的一例分别示于图4a和图4b。
[0078]
(喷雾冷却)
[0079]
如图1示意性所示那样,一边利用设置于铸模12的正下方的冷却器18吹送雾状的水,一边将凝固的铸块16连续地抽出。此时,从位于冷却器18的圆筒状主体18a的上部的水供给部18b流下7~13l/min的水w,从120个作为空气喷射部18c而在冷却器18的圆筒状主体18a的下段设置的直径3.5mm的孔以2.7~3.3mpa的压力吹入空气a,由此使流下的水w雾化而成为雾状的水(即喷雾),并吹送到铸块16。另外,铸块16一边利用以25mm/min下降的承受台(未图示)承接一边使其下降。此时,不将铸块16浸渍于水槽20。通过这样的冷却方法,在上述(4)的半连续铸造后,在2小时以内将铸块16冷却至50℃以下。
[0080]
例5(比较)
[0081]
代替上述(5)的喷雾冷却和浸渍冷却,如下进行空气冷却,除此以外,与例1同样地进行试样的制作和评价。所得到的铸造品的尺寸为直径320mm
×
长度2m。
[0082]
(空气冷却)
[0083]
一边利用设置于铸模12的正下方的冷却器18的空气喷射部18c吹送空气a,一边将凝固后的铸块16连续地抽出。此时,从120个设置于冷却器的圆筒状主体的直径3.5mm的孔吹入空气,另一方面,铸块一边利用以25mm/min下降的承受台承接一边使其下降。即,不从冷却器18吹送水w,也不浸渍于水槽20,仅利用来自冷却器18的空气a对铸块16进行冷却。通过这样的冷却方法,在上述(4)的半连续铸造后,经12小时将铸块冷却至50℃。在空气冷却的情况下,铸块的冷却速度慢,因此不易产生内部裂纹,但冷却需要长时间,因此可以说生产率差。
[0084]
例6(比较)
[0085]
对于通过了铸模12的铸块16,不进行使用冷却器18及水槽20的冷却,而在上述(4)的半连续铸造后,放置24小时直至铸块16冷却至50℃,除此以外,与例1同样地进行试样的制作及评价。所得到的铸造品的尺寸为直径320mm
×
长度2m。
[0086]
结果
[0087]
将例1~6中得到的铸造品的评价结果汇总于表1和其中参照的图2。表1中的“生产率”表示制造1次铸造品所花费的时间,例如,在冷却方法为喷雾冷却和浸渍冷却的例1中,制造1次铸造品需要4小时。如表1所示,在例1中,虽然迅速地冷却铸块,但能够制成没有内部裂纹、sn均匀地分散的铸造品。即,能够得到兼顾了生产率和品质的cu-ni-sn合金。需要说明的是,在例2中,铸造后的冷却速度短至20分钟,这与例1的冷却速度(30分钟)几乎没有变化,可以说在10分钟左右的差异下几乎没有对生产率的影响。如例2、例3那样,如果铸造
后的冷却速度快,则铸造品的生产率高,但产生内部裂纹等品质差。另一方面,如例5、例6那样,如果铸造后的冷却速度慢,则不产生内部裂纹,但铸造品的生产率变低,也容易引起sn的偏析。在冷却方法仅为喷雾冷却的例4中,虽然能够得到生产率比较高且内部裂纹也得到抑制的铸造品,但观察到sn的偏析。与此相对,冷却方法为喷雾冷却和浸渍冷却的例1的铸造品,如上所述,由于铸造后的冷却速度快,因此生产率高,内部裂纹、sn的偏析也得到抑制,成为高品质的铸造品。
[0088]
表1
[0089]技术特征:
1.一种cu-ni-sn合金的制造方法,其是基于连续铸造法或半连续铸造法进行的cu-ni-sn合金的制造方法,包括:一边使熔融的cu-ni-sn合金从两端开放的铸模的一端流入而使该合金的所述铸模附近的部分凝固,一边从所述铸模的另一端连续地作为铸块抽出的工序;通过向所述抽出的铸块吹送雾状的液体来进行一次冷却的工序;以及通过使经过了所述一次冷却的铸块浸渍于液体中来进行二次冷却,制成cu-ni-sn合金的铸造品的工序。2.根据权利要求1所述的cu-ni-sn合金的制造方法,所述cu-ni-sn合金为含有ni:8~22重量%和sn:4~10重量%,余量为cu和不可避免的杂质的旋节合金。3.根据权利要求1或2所述的cu-ni-sn合金的制造方法,所述cu-ni-sn合金为含有ni:14~16重量%和sn:7~9重量%,余量为cu和不可避免的杂质的旋节合金。4.根据权利要求1~3中任一项所述的cu-ni-sn合金的制造方法,通过了所述铸模的所述铸块在所述铸造结束后30分钟以内被冷却至50℃以下。5.根据权利要求1~4中任一项所述的cu-ni-sn合金的制造方法,所述一次冷却通过使所述铸块通过配置于所述铸模的正下方的冷却器来进行。6.根据权利要求5所述的cu-ni-sn合金的制造方法,所述冷却器具备:圆筒状主体;液体供给部,其设置于所述圆筒状主体的上部,构成为使所述液体向下方流下;以及空气喷射部,其设置于所述液体供给部的下方,朝向所述圆筒状主体的中心轴喷射空气。7.根据权利要求6所述的cu-ni-sn合金的制造方法,所述冷却器构成为所述向下方流下的液体不与所述铸块直接接触而与所述空气混合。8.根据权利要求1~7中任一项所述的cu-ni-sn合金的制造方法,所述二次冷却通过从所述铸块的下端部起依次连续地浸渍于液槽来进行。9.根据权利要求1~8中任一项所述的cu-ni-sn合金的制造方法,所述铸块由承受台支撑,所述承受台以25~35mm/分钟的速度下降。10.根据权利要求1~9中任一项所述的cu-ni-sn合金的制造方法,所述液体为水。
技术总结
本发明提供一种Cu-Ni-Sn合金的制造方法,其通过在缩短铸块的冷却时间的同时减少内部裂纹且使Sn均匀地分散,从而兼顾生产率和品质。本发明的Cu-Ni-Sn合金的制造方法,是基于连续铸造法或半连续铸造法的Cu-Ni-Sn合金的制造方法,包括:一边使熔融的Cu-Ni-Sn合金从两端开放的铸模的一端流入而使该合金的铸模附近的部分凝固,一边从铸模的另一端连续地作为铸块抽出的工序;通过对抽出的铸块吹送雾状的液体来进行一次冷却的工序;以及通过使经过了一次冷却的铸块浸渍于液体中来进行二次冷却,制成Cu-Ni-Sn合金的铸造品的工序。Sn合金的铸造品的工序。Sn合金的铸造品的工序。
技术研发人员:石井健介
受保护的技术使用者:日本碍子株式会社
技术研发日:2022.03.02
技术公布日:2022/9/8
声明:
“Cu-Ni-Sn合金的制造方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 313
编辑:中冶有色技术网
来源:日本碍子株式会社
313
编辑:中冶有色技术网
来源:日本碍子株式会社
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




