用于光固化3d打印的金属浆料及其制备方法、应用
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种用于光固化3d打印的金属浆料及其制备方法、应用。
背景技术:
2.增材制造或称3d打印是一种“自下而上”材料累加的制造方法。目前金属增材制造领域最常用的手段包括粉末床熔合技术、材料喷射工艺、粘结剂喷射方法以及直接能量沉积。光固化3d打印技术虽然在其他材料,诸如高分子、陶瓷、水凝胶等领域应用较多,但是光固化金属3d打印的研究相对较少。由于金属材料一般具有较高的密度,通常情况下,在液体中会马上沉降,很难稳定分散在光固化液体中形成浆料,而光固化3d打印又必须借助光固化浆料来实现,所以研发稳定性高的光固化金属3d浆料是必要的。
3.另一方面,目前所用的光固化浆料大多以高分子有机溶剂(如石蜡、聚乳酸等)作为稀释剂,在打印和清洗的过程中,有机溶剂的使用都会带来环境污染。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种用于光固化3d打印的金属浆料及其制备方法,其稳定性强,且更为环保。
5.为了解决上述问题,本发明公开了一种用于光固化3d打印的金属浆料,其包括粉体和载体,所述载体和粉体的重量比为(1-1.5):(5-10);
6.其中,所述粉体包括以下重量份的组分:
7.金属粉体90-100份,滑石粉4-10份;
8.所述载体按照重量份计包括:
9.水30-60份,增稠剂0.5-8份,光固化树脂40-70份,硬脂酸8-25份,光引发剂0.5-5份;
10.其中,所述金属粉的平均粒径为5-150μm,流动性≤35mm,所述滑石粉的平均粒径为0.5-3μm。
11.作为上述技术方案的改进,所述滑石粉的平均粒径为1-2μm。
12.作为上述技术方案的改进,所述金属粉体的粒径符合下述关系:(d90-d10)/d50=2-3。
13.作为上述技术方案的改进,所述金属粉选用铜粉、铝粉、金粉、银粉中的一种或多种。
14.作为上述技术方案的改进,所述增稠剂选用海藻酸钠、果胶、聚乙烯醇、甲基纤维素、羧甲基纤维素钠中的一种或多种。
15.作为上述技术方案的改进,所述的光固化树脂选用水性聚丙烯酸酯、水性聚酯丙烯酸酯、水性环氧丙烯酸酯、水性聚氨酯丙烯酸酯中的一种或多种。
16.作为上述技术方案的改进,所述增稠剂选用羧甲基纤维素钠,所述光固化树脂选
用水性聚丙烯酸酯。
17.作为上述技术方案的改进,所述金属粉体中o含量≤100ppm。
18.相应的,本发明还公开了一种用于光固化3d打印的金属浆料的制备方法,用于制备上述的用于光固化3d打印的金属浆料,其包括:
19.将增稠剂、硬脂酸与水混合,然后与光固化树脂、硬脂酸、光引发剂混合,得到载体;
20.将金属粉体、滑石粉和载体混合,即得到用于光固化3d打印的金属浆料。
21.相应的,本发明还公开了上述的用于光固化3d打印的金属浆料在dlp光固化3d打印中的应用。
22.实施本发明,具有如下有益效果:
23.本发明的用于光固化3d打印的金属浆料,包括粉体和载体,其中粉体包括金属粉体15-100份,滑石粉5-10份;载体包括水80-100份,增稠剂1-10份,光固化树脂10-20份,硬脂酸1-5份。基于上述的粉体和载体所得到的金属浆料,其稳定性强,在长时间放置后不沉降;且流动性合理,便于采用dlp光固化3d打印工艺成型。此外,该金属浆料以水为主要溶剂,对环境友好。
附图说明
24.图1是本发明一实施例中所采用铜粉的电镜图;
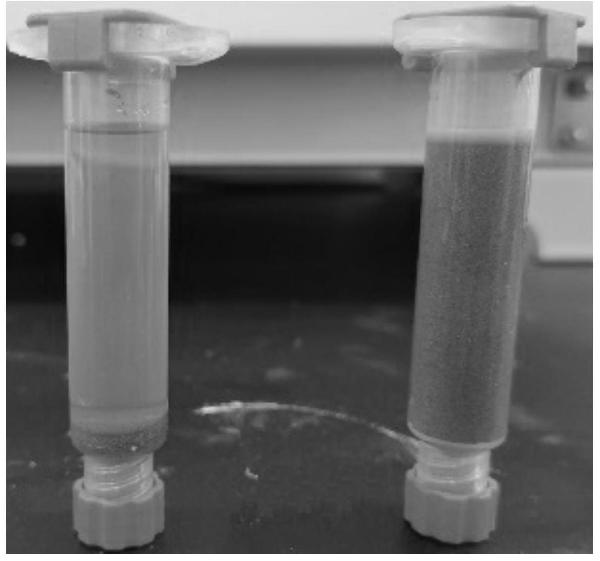
25.图2是本发明是实施例1、对比例1所得金属浆料的沉降实验结果图;
26.图3是本发明实施例1、对比例2所得金属浆料的沉降实验结果图;
27.图4是本发明实施例1、对比例3所得金属浆料的沉降实验结果图;
28.图5是本发明实施例1、实施例2所得金属浆料的沉降实验结果图;
29.图6是本发明实施例1、实施例2所得金属浆料的打印得到的金属坯体图。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚,下面对本发明作进一步地详细描述。
31.本发明提供了一种用于光固化3d打印的金属浆料,其包括粉体和载体,所述载体和粉体的重量比为(1-1.5):(5-10);本发明中的金属浆料中固相量高,打印得到的构件的尺寸精确度高,强度高。
32.其中,粉体包括以下重量份的组分:
33.金属粉体90-100份,滑石粉4-10份;
34.其中,滑石粉的平均粒径为0.5-3μm,示例性的为0.7μm、0.9μm、1.2μm、2μm或2.5μm,但不限于此。发明人意外的发现,当引入特定配比的上述粒径的滑石粉之后,可有效提升金属浆料的稳定性,使得其在放置1个月时不沉降、不分层。
35.优选的,滑石粉的粒径为1-2μm,采用这种粒径的滑石粉后,可采用更大粒径的金属粉体,如采用平均粒径为50-150μm的金属粉体。而更大粒径的金属粉体有利于提升打印构件的强度。
36.具体的,金属粉体可为单一金属粉体,如铜粉、铝粉、金粉、银粉,但不限于此。金属
粉体也可为两种或多种金属粉体的混合物。金属粉体还可为合金粉体。
37.具体的,金属粉体的平均粒径为5-150μm(激光粒度分析仪测定,d50),流动性≤35mm。基于上述性质的金属粉体,可形成固相率较高的、具有合理粘度的金属浆料,为dlp光固化打印提供良好的基础。
38.其中,流动性的测试方法为:
39.将直径为30mm、高度为50mm的光滑金属筒放置在玻璃板上,用金属粉料装满刮平,然后提起玻璃圆筒,金属板粉料自然流散后记录料堆的最大高度hs,则流动性按照下式计算:
40.f=50-hs41.其中,f为金属粉体的流动性,hs为流动性测试过程中形成料堆的最大高度。
42.优选的,在本发明的一个实施例之中,金属粉体的粒径符合下述关系:(d90-d10)/d50=2-3,其中,d10为颗粒累积分布为10%的粒径,d50为颗粒累积分布为50%的粒径(即平均粒径),d90为颗粒累积分布为90%的粒径,d10、d50、d90均采用激光粒度分析仪测定而得。基于上述对于金属粉体粒径的控制,可大幅提高金属浆料的稳定性,使得其在放置3个月后仍然不分层、不沉降。
43.优选的,在本发明的一个实施例之中,
44.其中,金属粉体中o含量≤100ppm,优选的为10-80ppm,在后续烧成过程o溢出会造成尺寸精度下降。
45.其中,载体主要用于承载、分散粉体。具体的,其包括以下重量份的组分:
46.水30-60份,增稠剂0.5-8份,光固化树脂40-70份,硬脂酸8-25份,光引发剂0.5-5份;基于上述组分的载体,使得金属浆料无团聚,无结块,具有合理的流动性,且在较长时间内不沉降。
47.其中,增稠剂选用海藻酸钠、果胶、聚乙烯醇、甲基纤维素、羧甲基纤维素钠中的一种或多种。优选的选用羧甲基纤维素钠。
48.其中,光固化树脂选用水性聚丙烯酸酯、水性聚酯丙烯酸酯、水性环氧丙烯酸酯、水性聚氨酯丙烯酸酯中的一种或多种,但不限于此,优选的额选用水性聚丙烯酸酯。
49.其中,硬脂酸是可促进金属粉体的均匀分布,降低金属浆料的流动粘度。
50.其中,光引发剂可根据具体的光固化树脂选用,如选用水性环氧丙烯酸酯作为光固化树脂时,可采用tpo作为光固化剂。
51.相应的,本发明还公开了一种用于光固化3d打印的金属浆料的制备方法,用于制备上述的用于光固化3d打印的金属浆料,其包括:
52.(1)将增稠剂、硬脂酸与水混合,然后与光固化树脂、硬脂酸、光引发剂混合,得到载体;
53.(2)将金属粉体、滑石粉和载体混合,即得到用于光固化3d打印的金属浆料。
54.其中,可采用本领域常见的混合设备进行混合。优选的,在本发明的一个实施例之中,采用球磨机进行混合,球磨机转速为10-1000rpm,球磨混合时间为5-500min。
55.下面以具体实施对本发明进行进一步说明:
56.实施例1
57.本实施例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体
的重量比为1.1:6;
58.其中,粉体配方为:
59.铜粉95份,滑石粉5份;
60.其中,铜粉的平均粒径为40μm,流动性为32mm,(d90-d10)/d50=5.5,o含量为80ppm。滑石粉的平均粒径为2.5μm。
61.载体配方为:
62.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
63.金属浆料的制备方法为:
64.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
65.实施例2
66.本实施例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体的重量比为1.1:6;
67.其中,粉体配方为:
68.铜粉95份,滑石粉5份;
69.其中,铜粉的平均粒径为120μm,流动性为20mm,(d90-d10)/d50=2.5,o含量为80ppm。滑石粉的平均粒径为1.5μm。
70.载体配方为:
71.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
72.金属浆料的制备方法为:
73.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
74.实施例3
75.本实施例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体的重量比为1.2:8;
76.其中,粉体配方为:
77.铜粉95份,滑石粉5份;
78.其中,铜粉的平均粒径为120μm,流动性为20mm,(d90-d10)/d50=2.5,o含量为80ppm。滑石粉的平均粒径为1.5μm。
79.载体配方为:
80.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
81.金属浆料的制备方法为:
82.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
83.实施例4
84.本实施例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体
的重量比为1.3:8;
85.其中,粉体配方为:
86.铜粉98份,滑石粉2份;
87.其中,铜粉的平均粒径为150μm,流动性为15mm,(d90-d10)/d50=2.3,o含量为80ppm。滑石粉的平均粒径为1.5μm。
88.载体配方为:
89.水30份,聚乙烯醇4份,水性环氧丙烯酸酯65份,硬脂酸25份,光引发剂tpo 3份。
90.金属浆料的制备方法为:
91.将聚乙烯醇溶于水中,然后加入水性环氧丙烯酸酯、硬脂酸和光引发剂tpo,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
92.实施例5
93.本实施例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体的重量比为1.3:8;
94.其中,粉体配方为:
95.铜粉98份,滑石粉2份;
96.其中,铜粉的平均粒径为120μm,流动性为10mm,(d90-d10)/d50=1.3,o含量为80ppm。滑石粉的平均粒径为1.5μm。
97.载体配方为:
98.水30份,聚乙烯醇4份,水性环氧丙烯酸酯65份,硬脂酸25份,光引发剂tpo 3份。
99.金属浆料的制备方法为:
100.将聚乙烯醇溶于水中,然后加入水性环氧丙烯酸酯、硬脂酸和光引发剂tpo,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
101.对比例1
102.本对比例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体的重量比为1.1:6;
103.其中,粉体配方为:
104.铜粉95份,滑石粉5份;
105.其中,铜粉的平均粒径为180μm,流动性为10mm,(d90-d10)/d50=5.5,o含量为80ppm。滑石粉的平均粒径为2.5μm。
106.载体配方为:
107.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
108.金属浆料的制备方法为:
109.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
110.将实施例1、对比例1得到的金属浆料置于试管中,静置1h后观察(图2),可见对比例2的金属浆料有明显沉降、分层现象(左)。而实施例1的金属浆料则无明显沉降(右)。
111.对比例2
112.本对比例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体
的重量比为1.1:6;
113.其中,粉体配方为:
114.铜粉95份,滑石粉5份;
115.其中,铜粉的平均粒径为2μm,流动性为45mm,(d90-d10)/d50=3.5,o含量为80ppm。滑石粉的平均粒径为2.5μm。
116.载体配方为:
117.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
118.金属浆料的制备方法为:
119.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
120.将实施例1、对比例2得到的金属浆料置于试管中,静置1h后观察(图3),可见对比例2的金属浆料有明显沉降、分层现象(左)。而实施例1的金属浆料则无明显沉降(右)。
121.对比例3
122.本对比例提供一种用于光固化3d打印的金属浆料,包括粉体和载体,载体和粉体的重量比为1.1:6;
123.其中,粉体配方为:
124.铜粉100份;
125.其中,铜粉的平均粒径为2μm,流动性为45mm,(d90-d10)/d50=3.5,o含量为80ppm。滑石粉的平均粒径为2.5μm。
126.载体配方为:
127.水50份,羧甲基纤维素钠0.5份,水性聚酯丙烯酸酯50份,硬脂酸10份,光引发剂1173 1份。
128.金属浆料的制备方法为:
129.将羧甲基纤维素钠溶于水中,然后加入水性聚酯丙烯酸酯、硬脂酸和光引发剂1173,混合后加入铜粉和滑石粉,在球磨机中混合1h,得到浆料。
130.将实施例1、对比例3得到的金属浆料置于试管中,静置1h后观察(图4),可见对比例3的金属浆料有明显沉降、分层现象(左)。而实施例1的金属浆料则无明显沉降(右)。
131.另取实施例1、实施例2得到的金属浆料,置于试管中,静置3个月后观察情况(图5),从图中看出,实施例1的金属浆料有少量的沉降、分层(左),而实施例2所得的浆料无分层,可见,控制铜粉(d90-d10)/d50=2.5,可有效提升金属浆料的稳定性。
132.将沉降实验3个月以后的实施例1、实施例2的金属浆料摇匀后采用深圳市奇遇科技有限公司所生产的adt-zp-dlp系列3d打印机进行打印,打印所得样品如图6所示,可以看出,采用实施例1(左)、实施例2(右)的金属浆料均能够打印得到高精度的坯体。
133.以上所述是发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。技术特征:
1.一种用于光固化3d打印的金属浆料,其特征在于,包括粉体和载体,所述载体和粉体的重量比为(1-1.5):(5-10);其中,所述粉体包括以下重量份的组分:金属粉体90-100份,滑石粉4-10份;所述载体按照重量份计包括:水30-60份,增稠剂0.5-8份,光固化树脂40-70份,硬脂酸8-25份,光引发剂0.5-5份;其中,所述金属粉的平均粒径为5-150μm,流动性≤35mm,所述滑石粉的平均粒径为0.5-3μm。2.如权利要求1所述的用于光固化3d打印的金属浆料,其特征在于,所述滑石粉的平均粒径为1-2μm。3.如权利要求1所述的用于光固化3d打印的金属浆料,其特征在于,所述金属粉体的粒径符合下述关系:(d90-d10)/d50=2-3。4.如权利要求1至3任一项所述的用于光固化3d打印的金属浆料,其特征在于,所述金属粉选用铜粉、铝粉、金粉、银粉中的一种或多种。5.如权利要求1至3任一项所述的用于光固化3d打印的金属浆料,其特征在于,所述增稠剂选用海藻酸钠、果胶、聚乙烯醇、甲基纤维素、羧甲基纤维素钠中的一种或多种。6.如权利要求5所述的用于光固化3d打印的金属浆料,其特征在于,所述的光固化树脂选用水性聚丙烯酸酯、水性聚酯丙烯酸酯、水性环氧丙烯酸酯、水性聚氨酯丙烯酸酯中的一种或多种。7.如权利要求1所述的用于光固化3d打印的金属浆料,其特征在于,所述增稠剂选用聚乙烯醇,所述光固化树脂选用水性聚丙烯酸酯。8.如权利要求1所述的用于光固化3d打印的金属浆料,其特征在于,所述金属粉体中o含量≤100ppm。9.一种用于光固化3d打印的金属浆料的制备方法,用于制备如权利要求1-8任一项所述的用于光固化3d打印的金属浆料,其特征在于,包括:将增稠剂、硬脂酸与水混合,然后与光固化树脂、硬脂酸、光引发剂混合,得到载体;将金属粉体、滑石粉和载体混合,即得到用于光固化3d打印的金属浆料。10.如权利要求1-8任一项所述的用于光固化3d打印的金属浆料在dlp光固化3d打印中的应用。
技术总结
本发明涉及3D打印技术领域,具体公开了一种用于光固化3D打印的金属浆料及其制备方法、应用。其中,金属浆料包括粉体和载体,所述载体和粉体的重量比为(1-1.5):(5-10);所述粉体包括以下重量份的组分:金属粉体90-100份,滑石粉4-10份;所述载体按照重量份计包括:水30-60份,增稠剂0.5-8份,光固化树脂40-70份,硬脂酸8-25份,光引发剂0.5-5份;所述金属粉的平均粒径为5-150μm,流动性≤35mm,所述滑石粉的平均粒径为0.5-3μm。实施本发明,可得到其稳定性强,且更为环保的金属浆料。且更为环保的金属浆料。且更为环保的金属浆料。
技术研发人员:朱朋飞 王锋 李勃
受保护的技术使用者:深圳奇遇科技有限公司
技术研发日:2022.12.19
技术公布日:2023/6/12
声明:
“用于光固化3D打印的金属浆料及其制备方法、应用与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 933
编辑:中冶有色技术网
来源:深圳奇遇科技有限公司
933
编辑:中冶有色技术网
来源:深圳奇遇科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




