1.本实用新型涉及镀锌设备领域,具体的说是一种热镀锌件的镀锌及离心一体机。
背景技术:
2.热镀锌件具有镀层均匀,附着力强,使用寿命长等优点。热镀锌件是使熔融的锌属与铁基体反应而产生合金层,使基体和锌镀层二者相结合得到的工件。热镀锌过程中先将钢铁制件进行酸洗,去除钢铁制件表面的氧化铁。酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,再将工件装入料框并送入镀锌槽中浸泡后取出经离心作用甩出工件上的多余锌液即制得镀锌工件。
3.现有的热镀锌生产设备中镀锌槽与离心设备间隔较远,需要将料框中的工件通过倒出后通过转运容器经人工或输送辊输送至离心设备,然后将转运容器中的工件再倒入离心设备中进行离心,导致热镀锌生产过程繁琐,并在需人工转运的生产场所因高温而产生一定的安全生产风险。
技术实现要素:
4.本实用新型旨在提供一种热镀锌件的镀锌及离心一体机,简化现有热镀锌的镀锌和离心过程,降低安全风险。
5.为了解决以上技术问题,本实用新型采用的具体方案为:一种热镀锌件的镀锌及离心一体机,包括料框、中部输送机构以及设置在中部输送机构两侧的镀锌槽和离心槽;料框的下端面供中部输送机构承托并输送,料框的上部设有翻边,在中部输送机构的两侧还分别设有用于承托翻边的下沿并将料框输送至对应的镀锌槽和离心槽上方的侧部输送机构,两个侧部输送机构分别设置在升降机构上,以通过升降机构将对应侧部输送机构上的料框向下送入或向上送出对应的镀锌槽或离心槽;离心槽的底部设有可转动并沿竖向分布的离心轴,离心轴用于与开设在料框底部的卡接孔卡接配合以通过离心轴带动料框转动。
6.优选的,中部输送机构和侧部输送机构均为辊式输送机。
7.优选的,升降机构包括升降电机和传动连接在升降电机输出轴上的丝杠,丝杠沿竖向分布,在侧部输送机构的机架上设有与丝杠配合安装的丝母。
8.优选的,离心槽的底部设有离心电机,离心轴与离心电机的输出轴传动连接。
9.优选的,离心轴的上端具有锥形的轴台,卡接孔为与轴台形状相对应的锥形孔,且轴台的外周面和卡接孔的内周面均为粗糙的摩擦面。
10.优选的,离心槽的底部外缘设有用于收集锌液的集液槽。
11.优选的,离心槽底部的中心向上突起设置。
12.优选的,具有多个平行并间隔分布的中部输送机构,任一中部输送机构的两侧均设有镀锌槽、离心槽、侧部输送机构及升降机构,在中部输送机构的上方设有用于将料框放置于中部输送机构或将料框由中部输送机构移出的机械手,机械手的数量为一个并滑动设置在设置于中部输送机构上方的横梁上,横梁沿多个中部输送机构的间隔方向分布。
13.本实用新型通过中部输送机构和两侧两个侧部输送机构的配合,可将盛装工件的料框分别送入镀锌槽中进行镀锌及送入离心槽中进行离心作业,且在镀锌后仍通过料框直接与离心机构对接以完成工件离心除去多余锌液,过程中无需中间容器的转运,使工件的镀锌和离心生产过程大大简化,提高了生产效率。
14.在本实用新型的优选实施方式中,通过一个滑动设置于多组镀锌离心生产组(中部输送机构、侧部输送机构、升降机构、镀锌槽及离心槽)上方的机械手将料框逐个放置在对应的中部输送机构上或将镀锌并离心后的料框由中部输送机构上取下进入下一步生产,从而进一步提高了本实用新型的自动化程度,适于推广。
附图说明
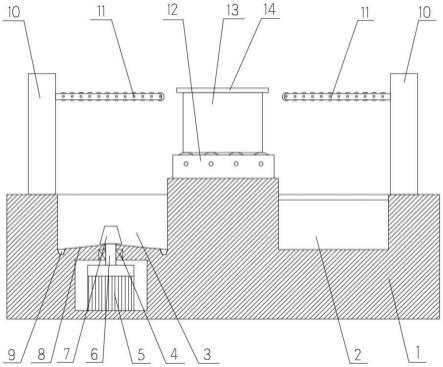
15.图1为本实用新型一个实施例的纵向剖视图;
16.图2为图1中的料框在中部输送机构和右侧的侧部输送机构配合下移动至镀锌槽上方的状态示意图;
17.图3为图2中料框部分的俯视结构示意图;
18.图4为图2中的料框在右侧的侧部输送机构驱动下落入镀锌槽中的状态示意图;
19.图5为图1中的料框落入离心槽后的状态示意图;
20.图中标记:1、基座,2、镀锌槽,3、离心槽,4、轴承,5、离心电机,6、离心轴,7、轴台,8、导向斜坡,9、集液槽,10、升降机构,11、侧部输送机构,12、中部输送机构,13、料框,14、翻边。
具体实施方式
21.如图1所示,本实施例的一种热镀锌件的镀锌及离心一体机设置在一个截面呈山字形的基座1上,基座1中间的凸起部的上沿设有一个辊式输送机作为中部输送机构12,中部输送机构12的输送方向为水平双向,从而可将置于中部输送机构12上并用于盛装工件的料框13朝向基座1的左右两侧输送。基座1上位于中间凸起的两侧凹陷部分分别形成离心槽3和镀锌槽2,在基座1的两侧分别设有承接组件,以分别通过承接组件承接由中部输送机构12输送到位的料框13并将料框13送入对应的离心槽3和镀锌槽2内进行镀锌和离心作业。
22.料框13为常规的圆筒形,顶部具有可开合的封盖,周面上具有供锌液进入料框13内腔的格栅,底部为平面以通过底部放置于中部输送机构12上进行输送。与常规料框13不同的是,本实施例中料框13的顶部设有环形的翻边14,该翻边14用于与上述承接组件配合使用。
23.承接组件包括固定在基座1上并远离中部输送机构12分布的升降机构10和连接在升降机构10上的侧部输送机构11。升降机构10为常规升降电机-丝杠结构(图中未示出),升降电机固定在基座1上,丝杠传动连接在升降电机的输出轴上并沿竖向分布。在丝杠上配合安装有丝母,而丝母则固定在一个沿竖向滑动分布于基座1上的滑块上,从而可通过升降电机的正反向转动以驱动滑块升降。结合图3所示,侧部输送机构11为水平间隔分布的两个辊式输送机,侧部输送机构11的输送方向平行于中部输送机构12,且侧部输送机构11的机架固定连接在滑块上,以通过升降机构10驱动其沿竖向升降。
24.本实施例中侧部输送机构11与中部输送机构12之间的高度间隔与料框13的高度
相对应,侧部输送机构11中的两个辊式输送机之间的间隔间距与料框13外径相对应,使得料块由中部输送机构12输送至侧部侧部输送机构11的起始端后,可由侧部输送机构11中的两个辊式输送机分别插入料框13两侧翻边14的下沿,并经同向输送的中部输送机构12和侧部输送机构11配合将料框13输送至脱离中部输送机构12而完全承托于侧部输送机构11上,实现侧部输送机构11对于料框13的承接。而在通过侧部输送机构11将中部输送机构12上的料框13承接后,即可通过升降机构10带动侧部输送机构11下降,使料框13进入到镀锌槽2或离心槽3中。
25.镀锌槽2中盛装由熔融态的锌液以及必要的加热、温度检测等原件,当料框13通过右侧的承接组件落入镀锌槽2中后,镀锌槽2中的锌液即通过料框13周面上的格栅间隙进入料框13内腔中,与料框13中的工件表面反应形成镀锌层。离心槽3的底部设有具有一空腔,空腔内设有电机,电机输出轴上传动连接有一竖向分布的离心轴6。离心轴6的中部与设置在基座1上的轴承4转动配合,并采用机械密封隔绝离心槽3和其下部空腔。离心轴6的上端穿设于离心槽3的底部并同心固定连接有轴台7,以通过该轴台7与料框13底部对接,驱动料框13转动,并通过转动产生的离心力将附着在工件上的多余锌液甩出,提高镀锌质量。轴台7为上小下大的锥形,且轴台7的锥面为粗糙的摩擦面。相对应的,在料框13底部的中心位置开设有一锥形的卡接孔,卡接孔的内锥面同样为粗糙的摩擦面,从而在料框13下移至轴台7插入卡接孔后,在料框13和料框13中工件的重力作用下使轴台7和卡接孔之间形成稳定的摩擦传动副,从而由该摩擦传动副将扭矩由离心轴6传递至料框13上以驱动料框13转动。
26.在离心槽3中位于其底部的外缘设有一环形的集液槽9,在基座1上另设有一通道(图中未示出)与该集液槽9相连,以使经离心甩出的锌液经集液槽9和通道统一收集,最终返回镀锌槽2中重复利用。为便于集液槽9收集,离心槽3底部以离心轴6为中心向上突起以形成以离心槽3底部为中心并向周向上的集液槽9方向倾斜的导向斜坡8,通过该导向斜坡8辅助落于离心槽3底部的锌液进入集液槽9以统一收集。
27.本实施例的具体实施过程如下:
28.如图1所示,首先将承装有工件的料框13放置于中部输送机构12上,使料框13对应侧部输送机构11中两个辊式输送机的中心(可通过在中部输送机构12的机架上位于其输送方向的两侧设置平行的限位板实现)。然后启动中部输送机构12,将料框13朝向右侧方向输送,在输送过程中,料框13上翻边14两侧的下沿移动至右侧侧部输送机构11的上沿的输送面上,即由中部输送机构12和右侧的侧部输送机构11配合将料框13完全输送至右侧的侧部输送机构11上,达到如图2所示状态。
29.通过右侧升降机构10驱动料框13下移,至图4所示的料框13下半部完全浸于镀锌槽2中锌液的液面以下。浸泡结束后在通过右侧升降机构10将料框13升起,重新达到图2所示状态。保持一段时间待料框13内多余锌液排出后,控制中部驱动机构和右侧的侧部驱动机构反向输送以将承装有镀锌工件的料框13输送至图1所示状态。然后通过中部输送机构12和左侧的侧部输送机构11的配合将料框13承接与左侧输送机构上,再经左侧升降装置将料框13下移至离心槽3内,使卡接孔套套接于轴台7上。左侧升降装置如图5所示持续下移并完全脱离翻边14,以通过工件及料框13重力作用是使料框13紧压在轴台7上,以保持卡接孔和轴台7之间的摩擦力。最后通过离心电机5带动轴台7转动,由轴台7带动料框13转动进行离心,使工件上的多余锌液经料框13的格栅甩出完成离心。离心后的两块由左侧升降机构
10抬升后,在左侧的侧部输送机构11和中部输送机构12的配合下再次输送至中部输送机构12上,完成工件的镀锌和离心生产。
30.在本实用新型的另一个实施例中,图1中的基座1沿垂直于图面的方向延伸,并在基座1的中部突出的上沿间隔设有多个平行的中部输送机构12。在中部输送机构12的两侧分别设置离心槽3和镀锌槽2(相邻的镀锌槽2之间通过隔板隔绝,所有镀锌槽2相互连通),并在基座1上位于任一中部输送机构12的两侧分别设置对应的侧部输送机构11和升降机构10,以实现大规模同步生产,提高生产效率。
31.为了便于料框13的取放,本实施例中在基座1的上方设有水平分布的横梁,横梁滑动设有另一滑块,并在滑块上连接有搬运用机械手。机械手随滑块沿横梁移动,以依次将多个料框13分别置于不同的中部输送机构12,经前述生产过程完成镀锌离心作业,并依次将镀锌即离心操作后且再次位于中部输送机构12上的料框13取下并替换盛装有待加工工件的料框13,利于实现自动化循环生产。
32.本实施例中未述部分,如搬运用机械手、横梁以及机械手沿横梁滑动的相关技术特征为本领域常规技术手段,不再提供附图进行具体说明。技术特征:
1.一种热镀锌件的镀锌及离心一体机,其特征在于:包括料框(13)、中部输送机构(12)以及设置在中部输送机构(12)两侧的镀锌槽(2)和离心槽(3);料框(13)的下端面供中部输送机构(12)承托并输送,料框(13)的上部设有翻边(14),在中部输送机构(12)的两侧还分别设有用于承托翻边(14)的下沿并将料框(13)输送至对应的镀锌槽(2)和离心槽(3)上方的侧部输送机构(11),两个侧部输送机构(11)分别设置在升降机构(10)上,以通过升降机构(10)将对应侧部输送机构(11)上的料框(13)向下送入或向上送出对应的镀锌槽(2)或离心槽(3);离心槽(3)的底部设有可转动并沿竖向分布的离心轴(6),离心轴(6)用于与开设在料框(13)底部的卡接孔卡接配合以通过离心轴(6)带动料框(13)转动。2.根据权利要求1所述的一种热镀锌件的镀锌及离心一体机,其特征在于:中部输送机构(12)和侧部输送机构(11)均为辊式输送机。3.根据权利要求2所述的一种热镀锌件的镀锌及离心一体机,其特征在于:升降机构(10)包括升降电机和传动连接在升降电机输出轴上的丝杠,丝杠沿竖向分布,在侧部输送机构(11)的机架上设有与丝杠配合安装的丝母。4.根据权利要求1所述的一种热镀锌件的镀锌及离心一体机,其特征在于:离心槽(3)的底部设有离心电机(5),离心轴(6)与离心电机(5)的输出轴传动连接。5.根据权利要求1所述的一种热镀锌件的镀锌及离心一体机,其特征在于:离心轴(6)的上端具有锥形的轴台(7),卡接孔为与轴台(7)形状相对应的锥形孔,且轴台(7)的外周面和卡接孔的内周面均为粗糙的摩擦面。6.根据权利要求1所述的一种热镀锌件的镀锌及离心一体机,其特征在于:离心槽(3)的底部外缘设有用于收集锌液的集液槽(9)。7.根据权利要求6所述的一种热镀锌件的镀锌及离心一体机,其特征在于:离心槽(3)底部的中心向上突起设置。8.根据权利要求1所述的一种热镀锌件的镀锌及离心一体机,其特征在于:具有多个平行并间隔分布的中部输送机构(12),任一中部输送机构(12)的两侧均设有镀锌槽(2)、离心槽(3)、侧部输送机构(11)及升降机构(10),在中部输送机构(12)的上方设有用于将料框(13)放置于中部输送机构(12)或将料框(13)由中部输送机构(12)移出的机械手,机械手的数量为一个并滑动设置在设置于中部输送机构(12)上方的横梁上,横梁沿多个中部输送机构(12)的间隔方向分布。
技术总结
一种热镀锌件的镀锌及离心一体机,包括料框、中部输送机构以及设置在中部输送机构两侧的镀锌槽和离心槽;料框的下端面供中部输送机构承托并输送,料框的上部设有翻边,在中部输送机构的两侧还分别设有用于承托翻边的下沿并将料框输送至对应的镀锌槽和离心槽上方的侧部输送机构,两个侧部输送机构分别设置在升降机构上,以通过升降机构将对应侧部输送机构上的料框向下送入或向上送出对应的镀锌槽或离心槽;离心槽的底部设有可转动并沿竖向分布的离心轴,离心轴用于与开设在料框底部的卡接孔卡接配合以通过离心轴带动料框转动。本实用新型可简化现有热镀锌的镀锌和离心过程,降低安全风险。安全风险。安全风险。
技术研发人员:尹浩 颜阳东 李景梅
受保护的技术使用者:洛阳慧研智能科技有限公司
技术研发日:2022.03.04
技术公布日:2022/7/28
声明:
“热镀锌件的镀锌及离心一体机的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 626
编辑:中冶有色技术网
来源:洛阳慧研智能科技有限公司
626
编辑:中冶有色技术网
来源:洛阳慧研智能科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0






































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




