权利要求书: 1.一种铝基板喷涂装置,包括输送机构(1)和喷涂机构(3),喷涂机构(3)位于输送机构(1)一侧,喷涂机构(3)的喷头位于输送机构(1)的上方,输送机构(1)用于运输铝基板(2)至喷涂机构(3)的工作区域,喷涂机构(3)用于对铝基板(2)进行喷涂作业,其特征在于,所述喷涂机构(3)包括立柱(301)、喷涂箱(303)、液压伸缩杆(304)、喷涂座(302)、喷涂罩(309)、喷涂枪(307)、烘干风机(306)和烘干热灯(308);
所述立柱(301)上设置喷涂箱(303),喷涂箱(303)的下表面安装液压伸缩杆(304),液压伸缩杆(304)的端部安装喷涂座(302),喷涂座(302)的侧面安装喷涂罩(309),喷涂座(302)的下表面中心安装喷涂枪(307),喷涂座(302)的下表面的侧边设有烘干热灯(308),喷涂座(302)的下表面距离中心设定距离处设置烘干风机(306);
所述喷涂箱(303)内设有喷涂剂容器、量罐、压力泵和管路(305),喷涂剂容器与量罐连通并在连通的管路(305)上设有流量阀,压力泵利用管路(305)从量罐内泵送喷涂剂至喷涂枪(307);
喷涂枪(307)包括安装座、喷头和摄像头(312),安装座上安装喷头,喷头通过管路(305)连通喷涂箱(303);所述安装座包括伸缩气缸(310)和铰接座(311),伸缩气缸(310)的端部安装铰接座(311),铰接座(311)通过转轴与喷头铰接,喷头侧面安装摄像头(312);
所述喷涂座(302)的侧面安装喷涂罩(309),喷涂罩(309)在喷涂座(302)下方形成斗状,喷涂罩(309)的内侧面设有密封层,密封层采用橡胶材质;喷涂罩(309)为梯形罩体,下表面开口大,下表面开口与铝基板(2)的尺寸结构配合,在喷涂过程中,利用喷涂罩(309)扣合在铝基板(2)上,使得铝基板(2)有效密封在喷涂罩(309)内,利用喷涂枪(307)进行定量喷涂,并通过摄像头(312)拍摄喷涂后的照片进行数据检查,如果符合要求则停止喷涂,如果不满足要求则继续补喷;
喷涂座(302)上设有进风口和出风口,喷涂座(302)下表面的一端安装有烘干风机(306),烘干风机(306)安装在进风口处,通过进风口处设有烘干风机(306),可以对喷涂座(302)内部空间形成气流,烘干风机(306)的风路的路径具有两种,一种是进风口直接从喷涂罩(309)上方空间流向出风口的高流速低温风路(501);另一种是沿着喷涂罩(309)的内壁流向出风口的低流速高温风路(502),由于低流速高温风路(502)的路径上设有烘干热灯(308),低流速高温风路(502)上的气流受到烘干热灯(308)加热,该风路的气流温度高,并会沿着喷涂罩(309)的内壁从底部的铝基板(2)经过,从而对铝基板(2)进行烘干处理,烘干风机(306)的风路有效实现喷涂座(302)内部空间与喷涂罩(309)内部空间的气流循环,利用喷涂座(302)的底部设置风路,风力循环的大气流处于铝喷涂罩(309上方空间,以使得铝基板(2)表面受到的风速小,热量大,能够降低风力对喷涂剂影响,且利用较高热流量实现快速烘干。
2.如权利要求1所述的铝基板喷涂装置,其特征在于,所述输送机构(1)包括支撑架(103)、电机(101)和输送带(102),输送带(102)安装在支撑架(103)上,输送带(102)通过电机(101)驱动。
3.如权利要求1所述的铝基板喷涂装置,其特征在于,所述喷涂座(302)上设有进风口和出风口,喷涂座(302)下表面的一端安装有烘干风机(306)机,烘干风机(306)安装在进风口处。
4.如权利要求1所述的铝基板喷涂装置,其特征在于,所述喷涂座(302)的四个侧面均设有烘干热灯(308),烘干热灯(308)采用多组小型灯组合而成。
5.如权利要求1所述的铝基板喷涂装置,其特征在于,所述喷涂机构(3)的立柱(301)设有两个,分别位于输送机的左右两侧。
6.一种如权利要求1?5任一项所述的铝基板喷涂装置的工作方法,其特征在于,包括:
通过传输装置将铝基板(2)运输至喷涂机构(3)下方,并停止运输;
通过喷涂机构(3)的液压伸缩杆(304)的伸缩运动带动喷涂罩(309)下降至铝基板(2)上表面,利用喷涂罩(309)内侧设置的密封层实现与铝基板(2)侧面贴合形成密封空间;
在形成的密封空间内,利用预先设定的喷涂量通过喷涂枪(307)对铝基板(2)上表面进行喷涂,喷涂完成后利用摄像头(312)拍摄照片传输至控制器判断是否达标,如果不达标通过调节喷头的角度和喷射量进行补喷,补喷后再次拍摄照片以判断是否达标;待达标后开启烘干风机(306)和烘干热灯(308)进行烘干处理;
烘干完毕后抬升喷涂罩(309),并开启传输装置,使得喷涂完成的铝基板(2)运输至下一工位。
说明书: 一种铝基板喷涂装置及方法技术领域[0001] 本发明属于铝基板加工该设备技术领域,尤其涉及一种铝基板喷涂装置及方法。背景技术[0002] 铝基板是一种具有良好散热功能的金属基覆铜板,一般单面板由三层结构所组成,分别是电路层、绝缘层和金属基层,例如铝基覆铜板为单面覆铜箔板,其一面为铜箔面,用于PCB线路的导电层,一面为基板铝材面,用于散热。用于高端使用的也有设计为双面板,结构为电路层、绝缘层、铝基、绝缘层、电路层。极少数应用为多层板,可以由普通的多层板与绝缘层、铝基贴合而成,在日常生活中使用广泛,在需求量加大的同时,生产压力也在不断增大。
[0003] 铝基覆铜板在PCB制作线路过程中,需要对板材铜箔面进行线路印刷、蚀刻、退膜等工序,在工序中往往需要使用酸碱溶液进行反应,如果不预先对对铝基覆铜板的铝面进
行处理,容易导致铝基板铝面参与酸碱反应出现的种种缺陷,目前常规使用的方法是对铝
基覆铜板的铝面进行贴膜处理,在铝面覆上一层耐蚀保护膜,以隔绝线路板制作时铝表面
与药水接触,发生反应。虽然贴保护膜能够解决铝基板铝面在PCB流程中不被酸碱腐蚀的问题,但会造成贴膜、撕膜所浪费的工时、保护膜使用的胶水在铝基板上的残留及交叉污染、使用后的保护膜产生的环境污染等问题。
[0004] 目前也存在使用在铝基板表面涂覆薄层的有机涂层来代替传统的贴膜的技术,防腐油漆漆膜阻止腐蚀介质和材料表面接触,隔断腐蚀电池的通路,增大了电阻。如环氧煤沥青漆、环氧玻璃鳞片防腐漆、氯磺化聚乙烯漆、聚脲、丙烯酸聚氨酯漆等。防腐油漆片状颜料能屏蔽水、氧和离子等腐蚀因子透过,树脂和颜料形成的涂层延长腐蚀介质渗入的途径,从而提高涂层的防腐蚀能力,但目前的有机涂层对铝基板的表面喷涂工艺仍存在很多问题,
包括:
[0005] 1、目前有机涂层无法根据铝基板加工表面结构尺寸调整喷涂量和喷涂角度,导致喷涂后的部分铝基板表面有机涂层厚度不达标。
[0006] 2、由于喷涂过程无法根据所需喷涂区域进行调整,也存在材料浪费的问题。[0007] 3、目前喷涂过程中喷头暴露在空气中,容易使得喷涂剂飘散污染环境。发明内容[0008] 为了解决上述背景技术中存在的至少一项技术问题,本发明提供一种铝基板喷涂装置及方法,其通过喷涂机构的液压伸缩杆的伸缩运动带动喷涂罩下降至铝基板上表面,
利用喷涂罩内侧设置的密封层实现与铝基板侧面贴合形成密封空间,在形成的密封空间
内,利用预先设定的喷涂量通过喷涂枪对铝基板上表面进行喷涂,喷涂完成后利用摄像头
拍摄照片传输至控制器判断是否达标,待达标后开启烘干风机和烘干热灯进行烘干处理,
实现了整个喷涂过程处于封闭空间内,并能够检测铝基板的喷涂质量,可以及时进行补喷
以使得涂层达标,且喷涂后直接在封闭空间内烘干,有效降低了喷涂材料浪费,避免喷涂材料外溢污染环境。
[0009] 为了实现上述目的,本发明采用如下技术方案:[0010] 第一方面,本发明提供了一种铝基板喷涂装置,包括输送机构和喷涂机构,喷涂机构位于输送机构一侧,喷涂机构的喷头位于输送机构的上方,输送机构用于运输铝基板至喷涂机构的工作区域,喷涂机构用于对铝基板进行喷涂作业,所述喷涂机构包括立柱、喷涂箱、液压伸缩杆、喷涂座、喷涂罩、喷涂枪、烘干风机和烘干热灯;
[0011] 所述立柱上设置喷涂箱,喷涂箱的下表面安装液压伸缩杆,液压伸缩杆的端部安装喷涂座,喷涂座的侧面安装喷涂罩,喷涂座的下表面中心安装喷涂枪,喷涂座的下表面的侧边设有烘干热灯,喷涂座的下表面距离中心设定距离处设置烘干风机;
[0012] 所述喷涂箱内设有喷涂剂容器、量罐、压力泵和管路,喷涂剂容器与量罐连通并在连通的管路上设有流量阀,压力泵利用管路从量罐内泵送喷涂剂至喷涂枪。[0013] 进一步的,所述输送机构包括支撑架、电机和输送带,输送带安装在支撑架上,输送带通过电机驱动。[0014] 进一步的,所述喷涂座的侧面安装喷涂罩,喷涂罩在喷涂座下方形成斗状,喷涂罩的内侧面设有密封层,密封层采用橡胶材质。[0015] 进一步的,所述喷涂座上设有进风口和出风口,喷涂座下表面的一端安装有烘干风机,烘干风机安装在进风口处。
[0016] 进一步的,所述喷涂罩为梯形罩体,下表面开口大,下表面开口能够与铝基板的尺寸结构配合。[0017] 进一步的,所述喷涂枪包括安装座、喷头和摄像头,安装座上安装喷头,喷头侧面安装摄像头,喷头通过管路连通喷涂箱。[0018] 进一步的,所述安装座包括伸缩气缸和铰接座,伸缩气缸的端部安装铰接座,铰接座通过转轴与喷头铰接。[0019] 进一步的,所述喷涂座的四个侧面均设有烘干热灯,烘干热灯采用多组小型灯组合而成。
[0020] 进一步的,所述喷涂机构的立柱设有两个,分别位于输送机的左右两侧。[0021] 第二方面,本发明提供了一种如第一方面所述的铝基板喷涂装置的工作方法,包括:
[0022] 通过传输装置将铝基板运输至喷涂机构下方,并停止运输;[0023] 通过喷涂机构的液压伸缩杆的伸缩运动带动喷涂罩下降至铝基板上表面,利用喷涂罩内侧设置的密封层实现与铝基板侧面贴合形成密封空间;
[0024] 在形成的密封空间内,利用预先设定的喷涂量通过喷涂枪对铝基板上表面进行喷涂,喷涂完成后利用摄像头拍摄照片传输至控制器判断是否达标,如果不达标通过调节喷
头的角度和喷射量进行补喷,补喷后再次拍摄照片以判断是否达标;待达标后开启烘干风
机和烘干热灯进行烘干处理;
[0025] 烘干完毕后抬升喷涂罩,并开启传输装置,使得喷涂完成的铝基板运输至下一工位。
[0026] 本发明的有益效果是:[0027] 1、本发明采用喷涂机构包括立柱、喷涂箱、液压伸缩杆、喷涂座、喷涂罩、喷涂枪、烘干风机和烘干热灯,通过喷涂机构的液压伸缩杆的伸缩运动带动喷涂罩下降至铝基板上表面,利用喷涂罩内侧设置的密封层实现与铝基板侧面贴合形成密封空间,在形成的密封
空间内,利用预先设定的喷涂量通过喷涂枪对铝基板上表面进行喷涂,喷涂完成后利用摄
像头拍摄照片传输至控制器判断是否达标,待达标后开启烘干风机和烘干热灯进行烘干处
理,实现了整个喷涂过程处于封闭空间内,并能够检测铝基板的喷涂质量,可以及时进行补喷以使得涂层达标,且喷涂后直接在封闭空间内烘干,有效降低了喷涂材料浪费,避免喷涂材料外溢污染环境。
[0028] 2、本发明采用的控制系统为PLC、计算机及控制算法构成控制回路,本实施例中的喷涂剂量为预先设定,可根据历史数据来设定也可利用算法判断,如果由计算机设定喷涂量,控制算法根据x、y基础数据,进行数据计算、模数转换、数据修约,发出数字控制信号。并在算法内进行抗干扰、量程标定、比例因子、数据补偿,从而使其出料量自动按定量调节喷涂剂至量罐内,可实现喷涂出料量自动、定量和准确控制。
[0029] 本发明附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明[0030] 构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
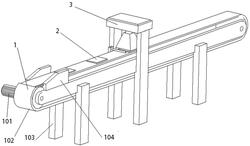
[0031] 图1是实施例一中的铝基板喷涂装置的结构示意图;[0032] 图2是实施例一中的喷涂机构的外部结构示意图;[0033] 图3是实施例一中的喷涂机构的内部结构示意图;[0034] 图4是实施例一中的喷涂机构内部风路的示意图;[0035] 其中:1、输送机构;2、铝基板;3、喷涂机构;101、电机;102、输送带;103、支撑架;104、导向板;301、立柱;302、喷涂座;303、喷涂箱;304、液压伸缩杆;305、管路;306、烘干风机;307、喷涂枪;308、烘干热灯;309、喷涂罩;310、伸缩气缸;311、铰接座;312、摄像头;501、高流速低温风路;502、低流速高温风路。
具体实施方式[0036] 下面结合附图与实施例对本发明作进一步说明。[0037] 应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
[0038] 需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0039] 在本发明中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
[0040] 本发明中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本发明中的具体含义,不能理解为对本发明的限制。
[0041] 实施例一[0042] 如图1?图4所示,本实施例提供了一种铝基板喷涂装置,包括:输送机构1和喷涂机构3,喷涂机构3位于输送机构1一侧,喷涂机构3的喷头位于输送机构1的上方;输送机构1包括支撑架103和输送带102,输送带102安装在支撑架103上,输送带102通过电机101驱动,输送带102用于运输铝基板2至喷涂机构3的工作区域,喷涂机构3用于对铝基板2进行喷涂作业。
[0043] 如图2和图3所示,喷涂机构3包括立柱301、喷涂箱303、液压伸缩杆304、喷涂座302、喷涂罩309、喷涂枪307、烘干风机306和烘干热灯308;立柱301上设置喷涂箱303,喷涂箱303的下表面安装液压伸缩杆304,液压伸缩杆304的端部安装喷涂座302,喷涂座302的四周安装喷涂罩309,喷涂座302的下表面中心安装喷涂枪307,喷涂座302上还设有烘干风机
306和烘干热灯308;喷涂箱303内设有喷涂剂容器、量罐、压力泵和管路305,喷涂剂容器与量罐连通并在连通的管路305上设有流量阀,利用流量阀控制喷涂剂在管路305内的流量,
压力泵利用管路305从量罐内泵送喷涂剂至喷涂枪307。所述液压伸缩杆304可采用液压缸。
[0044] 喷涂机构3的立柱301设有两个,分别位于输送机的左右两侧,立柱301的顶面设置喷涂箱303,喷涂箱303内中心设置喷涂剂容器,喷涂箱303顶面设有开口,可通过开口处向喷涂器容器内补充喷涂剂,喷涂剂容器可采用喷涂罐。
[0045] 喷涂座302的四个侧面均设有烘干热灯308,烘干热灯308采用多组小型灯组合而成,利用小型热灯能够有效分散发热空间,且处于侧边能够有效沿边缘对铝基板2加热,使得铝基板2上表面受热均匀。
[0046] 喷涂座302上设有进风口和出风口,喷涂座302下表面的一端安装有烘干风机306,烘干风机306安装在进风口处,通过进风口处设有烘干风机306,可以对喷涂座302内部空间形成气流,如图4所示,烘干风机306的风路的路径具有两种,一种是进风口直接从喷涂罩
309上方空间流向出风口的高流速低温风路501;另一种是沿着喷涂罩309的内壁流向出风
口的低流速高温风路502,由于低流速高温风路502的路径上设有烘干热灯308,低流速高温风路502上的气流受到烘干热灯308加热,该风路的气流温度高,并会沿着喷涂罩309的内壁从底部的铝基板2经过,从而对铝基板2进行烘干处理,烘干风机306的风路有效实现喷涂座
302内部空间与喷涂罩309内部空间的气流循环,利用喷涂座302的底部设置风路,风力循环的大气流处于铝喷涂罩309上方空间,以使得铝基板2表面受到的风速小,热量大,能够降低风力对喷涂剂影响,且利用较高热流量实现快速烘干。
[0047] 喷涂座302的侧面安装喷涂罩309,喷涂罩309在喷涂座302下方形成斗状,喷涂罩309的内侧面设有密封层,密封层采用橡胶材质,不仅可以有效贴合铝基板2的侧边实现密
封,同时也可以有效保护铝基板2边缘不会受到磨损,利用喷涂罩309能够将输送带102上的铝基板2封闭在喷涂罩309内部,以使得喷涂剂不会喷射到外部区域,通过定量喷涂有效控
制喷涂剂用量,并利用摄像头312检查判断喷涂不足区域进行补喷,有效提高了喷涂效率和精度,喷涂完成后利用烘干热灯308和排风通道对铝基板2上的涂层进行快速烘干,铝基板2喷涂全处于喷涂罩309内进行,能够有效避免喷涂过程的对外部的污染。
[0048] 喷涂罩309为梯形罩体,下表面开口大,下表面开口能够与铝基板2的尺寸结构配合,可以根据铝基板2的尺寸预先定制喷涂罩309,在喷涂过程中,利用喷涂罩309扣合在铝基板2上,使得铝基板2有效密封在喷涂罩309内,利用喷涂枪307进行定量喷涂,并通过摄像头312拍摄喷涂后的照片进行数据检查,如果符合要求则停止喷涂,如果不满足要求则继续补喷。
[0049] 喷涂枪307包括安装座、喷头和摄像头312,安装座上安装喷头,喷头通过管路305连通喷涂箱303;作为一种实施方式,所述安装座包括伸缩气缸310和铰接座311,伸缩气缸
310的端部安装铰接座311,铰接座311通过转轴与喷头铰接,喷头侧面安装摄像头312,利用摄像头312可以拍摄喷涂完成后的铝基板2照片,并通过将照片传输至处理系统,通过处理
器内部的对比器对比照片颜色深浅度,以判断是否喷涂合格,如果不合适可以通过调节喷
头的角度和喷射量进行补喷,补喷后再次拍摄照片以判断是否达标。可根据喷涂枪307与铝基板2上表面之间的距离以及朝向,对喷涂枪307的方位进行调整,以确保喷涂在作业面上
的涂料均匀,厚度一致,从而提高喷涂精度。
[0050] 作为一种实施方式,支撑架103一端安装有导向板104,导向板104位于输送带102侧面,导向板104用于对输送带102上的铝基板2进行导向。
[0051] 本实施例可采用的控制系统为PLC、计算机及控制算法构成控制回路,本实施例中的喷涂剂量为预先设定,可根据历史数据来设定也可利用算法判断,如果由计算机设定喷
涂量,控制算法根据x、y基础数据,进行数据计算、模数转换、数据修约,发出数字控制信号。
并在算法内进行抗干扰、量程标定、比例因子、数据补偿。数模转换单元块对该控制信号进行转换,输出(4~20)mA模拟量信号至变频器,变频器控制输出,从而使其出料量自动按定量调节喷涂剂至量罐内,可实现喷涂出料量自动、定量和准确控制。
[0052] 实施例二[0053] 本实施例提供了一种采用实施例一中的铝基板喷涂装置的工作方法,包括:[0054] 通过传输装置将铝基板2运输至喷涂机构3下方;[0055] 通过喷涂机构3的液压伸缩杆304的伸缩运动带动喷涂罩309下降至铝基板2上表面,利用喷涂罩309内侧设置的密封层实现与铝基板2侧面贴合形成密封空间;
[0056] 在形成的密封空间内,利用预先设定的喷涂量通过喷涂枪307对铝基板2上表面进行喷涂,喷涂完成后利用摄像头312拍摄照片传输至控制器判断是否达标,如果不达标通过调节喷头的角度和喷射量进行补喷,补喷后再次拍摄照片以判断是否达标;待达标后开启
烘干风机306和烘干热灯308进行烘干处理,烘干完毕后抬升喷涂罩309,使得喷涂完成的铝基板2运输至下一工位。
[0057] 以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
声明:
“铝基板喷涂装置及方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1166
编辑:中冶有色技术网
来源:山东南山铝业股份有限公司
1166
编辑:中冶有色技术网
来源:山东南山铝业股份有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




