权利要求书: 1.一种
太阳能电池片贯通槽的制作方法,所述贯通槽沿电池片的厚度方向贯穿,其特征在于,所述制作方法利用激光和水对电池片进行交替切割使电池片沿着切割路径断开以形成所述的贯通槽,其中起始时利用激光进行切割并确保在该激光切割后电池片不断开;
在每一次的交替切割中,激光切割后的1?2s之内进行水切割;
所述激光切割的时间为1?2s;所述水切割的时间为1?2s;
在每一次的交替切割中,激光切割的路径和水切割的路径保持一致。
2.根据权利要求1所述的太阳能电池片贯通槽的制作方法,其特征在于:所述交替切割的次数为1次、2次、3次或更多次,在最后一次交替切割的水切作用下,电池片沿着切割路径完全断开形成所述的贯通槽。
3.根据权利要求1或2所述的太阳能电池片贯通槽的制作方法,其特征在于,所述激光切割的参数如下:激光功率为15?20W,激光频率为500?600kHz,激光运行速度为18000?
22000cm/min。
4.根据权利要求1或2所述的太阳能电池片贯通槽的制作方法,其特征在于,所述水切割的参数如下:常温下采用去离子水进行切割,去离子水在切割时的喷射初速度为15000?
20000cm/min。
5.一种根据权利要求1?4任意一项所述的制作方法制备得到的太阳能电池片。
6.一种
光伏组件,包括由上至下依次设置的前板、前封装层、电池层、后封装层以及后板,所述电池层包括至少两片太阳能电池片及连接两片所述太阳能电池片的互联条,其特征在于,相邻设置的两片所述太阳能电池片中的至少一个为采用权利要求1?4任意一项所述的制作方法制备得到的太阳能电池片。
说明书: 太阳能电池片贯通槽的制作方法、太阳能电池片及光伏组件技术领域[0001] 本发明涉及太阳能电池片制造技术领域,具体涉及一种太阳能电池片贯通槽的制作方法、采用该制作方法制备得到的具有贯通槽的太阳能电池片以及采用该太阳能电池片
制备得到的光伏组件。
背景技术[0002]
太阳能光伏发电,由于其清洁、安全、便利及高效等特点,已成为全世界普遍关注和重点发展的新兴产业。
[0003] 随着太阳能技术不断进步,大型系统电站高速增长,由于可利用光伏发电土地资源不断减少,高效晶硅电池组件的需求不断上升,未来太阳能市场发展,光伏发电将主要集
中在高效晶硅电池组件的开发与应用上。
[0004] 为了缩小电池片间距,实现“高密度”的组件封装,现有技术中如申请号201820891980.2、名称为“太阳能电池片及光伏组件”的实用新型专利,其公开了一种在电
池片主栅的端部开设有贯通槽以及该贯通槽的开设方法,该贯通槽的开设方法为采用激光
切割方法进行切割后形成该贯通槽,但是采取该方法开槽后的贯通槽断面不规整、对电池
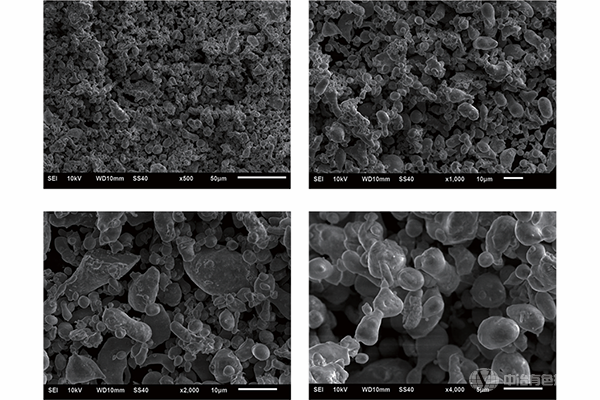
片的损伤大,存在裂纹(电池片在贯通槽处的断面SEM图如附图1至附图3所示),增大了电池
片出现隐裂的风险。
发明内容[0005] 有鉴于此,为了克服现有技术的缺陷,本发明的目的是提供一种改进的太阳能电池片贯通槽的制作方法,采用该制作方法在电池片上开设贯通槽对电池片的损伤少。
[0006] 为了达到上述目的,本发明采用以下的技术方案:[0007] 一种太阳能电池片贯通槽的制作方法,所述贯通槽沿电池片的厚度方向贯穿,所述制作方法利用激光和水对电池片进行交替切割使电池片沿着切割路径断开以形成所述
的贯通槽,其中起始时利用激光进行切割并确保在该激光切割后电池片不断开。
[0008] 优选地,所述交替切割的次数为1次、2次、3次或更多次,在最后一次交替切割的水切作用下,电池片沿着切割路径完全断开形成所述的贯通槽。最优选的交替切割次数为一
次,能耗低、效率高,也更加有利于贯通槽断面处的规整。
[0009] 优选地,在每一次的交替切割中,激光切割的路径和水切割的路径保持一致,以保证贯通槽处断面的整齐。
[0010] 优选地,在每一次的交替切割中,激光切割后的1?2s之内进行水切割,间隔时间不宜过长,防止电池片过度冷却造成切割效果差、断面不规整,间隔时间短也有利于提高产
能。
[0011] 优选地,所述激光切割的参数如下:激光功率为15?20W,激光频率为500?600kHz,激光运行速度为18000?22000cm/min。
[0012] 更加优选地,所述激光切割的时间为1?2s。[0013] 优选地,所述水切割的参数如下:常温下采用去离子水进行切割,去离子水在切割时的喷射初速度为15000?20000cm/min。
[0014] 更加优选地,所述水切割的时间为1?2s。[0015] 在具体的实施例中,先采用激光对预设的切割路径进行加热,之后采用水或其他的冷却液体或气体对切割路径进行冷却,通过冷热交替实现电池片沿着切割路径的断开从
而形成贯通槽,由此制备的贯通槽的断面整齐、无裂纹,电池片损伤少,降低了电池片的隐
裂风险。且上述的切割方法能够用于在电池片的任意位置进行切割,如在电池片的边缘处
或内部以及能够用于将一块电池片分割成两片或多片的分片电池片。
[0016] 本发明还提供了一种根据如上所述的制作方法制备得到的太阳能电池片,即电池片上具有通过上述的制备方法开设的贯通槽。
[0017] 具体的,在一些实施例中,电池片具有多根数量如5?14根的主栅线,在部分或全部的主栅线长度延伸方向的至少一个端部开设有贯通槽,贯通槽的槽口朝向电池片的外侧,
贯通槽的宽度大于或等于主栅线的宽度。
[0018] 本发明还提供了一种光伏组件,其包括由上至下依次设置的前板、前封装层、电池层、后封装层以及后板,所述电池层包括至少两片太阳能电池片及连接两片所述太阳能电
池片的互联条,相邻设置的两片所述太阳能电池片中的至少一个为采用如上所述的制作方
法制备得到的太阳能电池片。
[0019] 具体的,在一些实施例中,电池层包括多个电池串,同一个电池串上相邻的两个电池片之间中的至少一个为在主栅线的端部上开设有贯通槽的太阳能电池片,用于电性连接
该两片电池片的互联条从贯通槽内穿过,通过这样的设置,使得相邻电池片之间的间距缩
小甚至没有间距,相同尺寸的光伏组件中能够容纳更多的电池片,推动光伏组件封装“高密
度”的趋势走向。
[0020] 与现有技术相比,本发明的有益之处在于:本发明的太阳能电池片贯通槽的制作方法,通过先采用激光对预设的切割路径进行加热,之后采用水对切割路径进行冷却,通过
冷热交替实现电池片沿着切割路径的断开从而形成贯通槽,由此制备的贯通槽的断面整
齐、无裂纹,电池片损伤少,降低了电池片的隐裂风险。
附图说明[0021] 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于
本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他
的附图。
[0022] 图1为现有技术中的太阳能电池片在贯通槽处的断面SEM图一;[0023] 图2为现有技术中的太阳能电池片在贯通槽处的断面SEM图二;[0024] 图3为现有技术中的太阳能电池片在贯通槽处的断面SEM图三;[0025] 图4为本发明优选实施例1中制备得到的太阳能电池片在贯通槽处的断面SEM图一;
[0026] 图5为本发明优选实施例1中制备得到的太阳能电池片在贯通槽处的断面SEM图二;
[0027] 图6为本发明优选实施例1中制备的太阳能电池片的示意图;[0028] 图7为本发明优选实施例2中制备的太阳能电池片的示意图;[0029] 图8为本发明优选实施例3中制备的整片太阳能电池片的示意图;[0030] 图9为本发明优选实施例3中制备的分片太阳能电池片的示意图。具体实施方式[0031] 为了使本技术领域的人员更好地理解本发明的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例
仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通
技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护
的范围。
[0032] 实施例1[0033] 本实施例的光伏组件,包括由上至下依次设置的前板、前封装层、电池层、后封装层以及后板,电池层包括多个电池串以及电性连接电池串内电池片的互联条,同一个电池
串上相邻两个电池片之间中的至少一个为在主栅线的端部上开设有贯通槽的太阳能电池
片,互联条从贯通槽内穿过,贯通槽沿电池片的厚度方向贯穿。通过这样的设置,使得相邻
电池片之间的间距缩小甚至没有间距,相同尺寸的光伏组件中能够容纳更多的电池片。
[0034] 如图6所示,本实施例中的电池片具有5根主栅线,在所有主栅线长度延伸方向的两端均开设有贯通槽,贯通槽的槽口朝向电池片的外侧,贯通槽的宽度大于主栅线的宽度。
[0035] 本实施例提供的贯通槽的制作方法为利用激光和水对电池片进行交替切割使电池片沿着切割路径断开以形成贯通槽,其中起始时利用激光进行切割并确保在该激光切割
后电池片不断开。
[0036] 本实施例中的激光切割的参数如下:激光功率为20W,激光频率为600kHz,激光运行速度即激光器的移动速度为22000cm/min,单片电池片的激光切割的时间为1s。水切割的
参数如下:温度为常温,采用的水为去离子水,其在切割时候的喷射初速度为20000cm/min,
单片电池片的水切割的时间为1s。此处喷射初速度为水离开切割机的切割喷头时的速度。
[0037] 本实施例中交替切割的次数为一次,一次交替切割能耗小、效率高,且更加有利于贯通槽处断面的整齐。在其他的一些实施例中,交替切割的次数为2次、3次或更多次,且在
最后一次交替切割的水切作用下,电池片沿着切割路径完全断开形成的贯通槽。
[0038] 在每一次的交替切割中,激光切割的路径和水切割的路径保持一致,以保证贯通槽处断面的整齐。且在每一次的交替切割中,激光切割后的2s之内进行水切割,间隔时间不
宜过长,防止电池片过度冷却造成切割效果差,间隔时间短也有利于提高产能。
[0039] 具体的,电池片印刷结束后,将电池片进行吸附固定,激光器开启,红外纳秒激光束对电池片的预设部位进行划线加热,激光光斑直径大小为110μm,单片电池片的激光加热
时间为1?2s,结束后激光器关闭。接着,水刀束开启,重复对电池片的预设部位进行划线冷
却,单片电池片的冷却时间为1?2s,且激光的划线路径与水刀束的划线路径保持一致,使得
电池片边缘的开槽部位经过冷热交替迅速断开,断面整齐损伤较小。对开槽后的电池片进
行吹扫,完成整个开槽过程。
[0040] 由此制备的贯通槽的断面整齐、无裂纹,电池片损伤少,降低了电池片的隐裂风险。且上述的切割方法能够用于在电池片的任意位置进行切割,如在电池片的边缘处或内
部以及能够用于将一块电池片分割成两片或多片的分片电池片。
[0041] 实施例2[0042] 如图7所示,本实施例中的光伏组件、太阳能电池片以及贯通槽的制作方法与实施例1基本类似,区别点在于:本实施例中先将常规的整块电池片分割为两片长方形的分片电
池片,之后对应各个分片电池片的主栅线的延伸方向的两端均开设贯通槽。其中整片电池
片分割成分片电池片的分割方法以及贯通槽的开设方法与实施例1中相同。
[0043] 实施例3[0044] 本实施例中的光伏组件、太阳能电池片以及贯通槽的制作方法与实施例1基本类似,区别点在于:本实施例中电池片的主栅线为12根,且本实施例中的激光切割的参数如
下:激光功率为15W,激光频率为500kHz,激光运行速度即激光器的移动速度为18000cm/
min,单片电池片的激光切割的时间为2s。水切割的参数如下:温度为常温,采用的水为去离
子水,其在切割时候的喷射初速度为15000cm/min,单片电池片的水切割的时间为2s;且在
激光切割后的1s之内进行水切割。此处喷射初速度为水离开切割机的切割喷头时的速度。
[0045] 当只在主栅线的两端部开设贯通槽时,电池片可以整片使用。本实施例中不仅在主栅线的两端部开设贯通槽,还在每根主栅线的中间位置对应开设有两个贯通槽,如图8所
示。之后,沿着主栅线中间两个贯通槽之间对电池片进行切割,切割方法与开设贯通槽的方
法一致,切割后得到如图9所示的分片电池片,分片电池片的也具有12根主栅,且主栅的两
端部具有贯通槽。
[0046] 实施例4结果与讨论[0047] 采用扫描电镜对实施例1中制备得到电池片以及背景技术中介绍的方法制备得到的电池片的贯通槽处的断面进行扫描,得到的扫描电镜图像如附图1?5所示。
[0048] 从附图中可以看出,采用背景技术中的制备方法开设的贯通槽的断面不规整、损伤大,存在裂纹;而采用本发明实施例1中的方法开设的贯通槽的断面整齐、无裂纹,电池片
损伤少,降低了电池片的隐裂风险。
[0049] 上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明
精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。

声明:
“太阳能电池片贯通槽的制作方法、太阳能电池片及光伏组件” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 638
编辑:中冶有色技术网
来源:维科诚(苏州)光伏科技有限公司
638
编辑:中冶有色技术网
来源:维科诚(苏州)光伏科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0






































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




