全尾砂膏体充填作为我国绿色矿山发展的主要方向,具有安全、环保、经济、高效等优势[1],而全尾砂深锥浓密作为全尾砂膏体充填的首要环节,
浓密机底流料浆的制备对后续工艺环节产生重要影响
目前针对深锥浓密环节的研究主要涉及提高浓密机底流浓度、降低上清液浊度[2],设计浓密机中心筒结构[3-4]等,并通过室内量筒实验进行絮凝剂选型[5]以及优化絮凝实验条件等[6]
以往的研究将目标集中于浓密环节中的床层界面沉降速度[7]、浓密机底流料浆的浓度[8]以及底流料浆屈服应力[9]等研究上,分析了不同絮凝剂单耗[10]、溶液pH[11]、温度[12-13]、尾砂料浆浓度[14]、絮凝剂浓度[15]、絮凝剂类型[16]等对浓密机底流产生的影响,以及特定实验情况下的絮团沉降行为[17-18],但很少从尾砂絮团结构来分析絮凝条件产生的影响
尾砂颗粒与絮凝剂溶液在浓密机内通过絮凝架桥、压缩双电层结构以及电中和等[19]作用先形成尾砂絮团结构,再沉降至浓密机底部形成高浓度尾砂料浆
尾砂絮团结构的形成在浓密环节至关重要[20]
在实际应用中优化絮凝条件,使尾砂颗粒形成良好絮团结构具有如下作用:①有效地降低悬浮液中细颗粒含量,减少工业用水处理步骤[21];②提升尾砂絮团的沉降速度,提高固液分离的效率;③尾砂絮团能快速地为压密区床层提供力学作用,促进床层内水的排出,快速提高底流料浆浓度;④降低尾砂絮团内水的含量,有效的提升底流料浆浓度
但目前对于絮凝环节尾砂絮团结构的研究多基于数值模拟[22]等手段,分析尾砂絮团在浓密机内的运移行为[23]等,对应不同絮凝条件对尾砂絮团结构影响的实验分析较少涉及
为此,本文采用管道絮凝方式,逐步优化絮凝条件,探究不同絮凝条件对尾砂絮团结构性质产生的影响,并对不同实验条件下形成的尾砂絮团沉降速度以及上清液浊度展开分析,结合絮团结构信息,给出管道絮凝的优化参数
1实验1.1实验材料实验尾砂为河北某铁矿全尾砂,测得该尾砂密度为2.749 g/cm3,基于Malvern MS3000激光粒度分析仪对尾砂颗粒做XRD分析,获得颗粒粒径分布数据,其中全尾砂比表面积为331.4 m2/kg,尾砂粒度分布结果如图1所示,可见尾砂中-20 μm的颗粒占比超过60%,属于细粒尾砂;尾砂不均匀系数Cu为8.32、曲率系数Cc为1.04
通过Malvern Epsilon4测得全尾砂中化学元素及含量情况,获得尾砂能谱图和尾砂化学元素成分结果如图2和表1所示,尾砂中含量较多的元素有O、Si、C、Fe、Al等,其中金属元素有Fe、Al、Ca、Mg、Na、K等
图1尾砂粒度分布曲线图
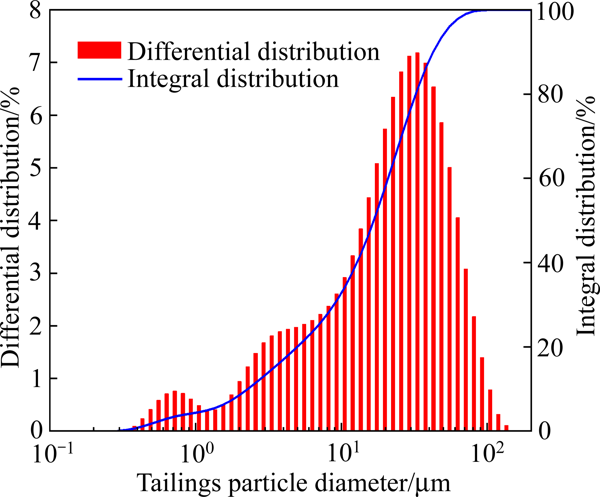
Fig. 1Distribution curve of tailings particle diameter图2尾砂能谱图

Fig. 2Spectrum of tailings energy表1尾砂的化学元素分析结果Table 1Chemical element analysis results of tailings (mass fraction, %)CONaMgAl7.8547.321.354.414.77SiSKCaFe21.630.371.114.446.751.2实验仪器采用自制的浓密机模型开展动态实验,实验装置如图3所示
该装置主要包括以下三个部分
图3实验装置示意图
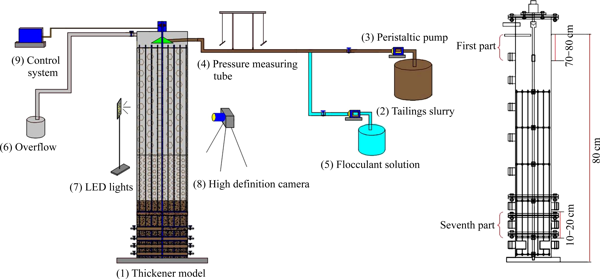
Fig. 3Schematic diagram of experimental device1) 主体部分:由厚度为0.5 cm透明的亚克力管构成,直径20 cm,高度113 cm,上部有电机固定装置与给料管,内部装有可取出的耙架结构,底部设有排料出口,按照垂直高度将主体装置分为七段
2) 辅助部分:由进料系统、拍照装置、参照标尺以及调节装置等组成,进料系统通过两台蠕动泵分别连接尾砂料浆和絮凝剂溶液,进料速度随实验调节,拍照装置由高清相机索尼α7RⅣA与索尼90F2.8微距镜头组合,相机高度与LED补光灯可上下调节,可对主体各部分进行拍照,相机频闪设为0.1 s,实验前调整相机位置,并使用参照标尺进行尺寸标定
3) 压降测量部分:采用两根内直径3 mm的橡胶软管间隔80 cm长度分别垂直插入输料管内,并垂直悬吊于输料管上方
1.3实验方案与步骤管道絮凝实验条件采用逐步递进原则
首先在絮凝环节分别探究阴离子型聚丙烯酰胺、阳离子型聚丙烯酰胺、非离子型聚丙烯酰胺三种絮凝剂类型在相同实验条件下对尾砂絮团结构产生的影响,优选絮凝剂类型;其次分别探究絮凝剂单耗(45~120 g/t)、尾砂进料浓度(15%~35%)、絮凝剂溶液浓度(1/40000~1/1000)对尾砂絮团结构与絮凝效果产生的影响;最后在选定的絮凝剂类型、絮凝剂单耗、尾砂进料浓度以及絮凝剂溶液浓度的基础上,探究不同流体剪切梯度G(16.5~61.1 s-1)值对尾砂絮团结构与絮凝效果产生的影响
具体实验步骤为:1) 在烧杯中先配制1/1000浓度的阴离子絮凝剂溶液,倒入絮凝剂桶中稀释至实验所需浓度备用,在料桶中制备一定质量浓度的尾砂料浆,并用搅拌机高速搅拌至料浆均匀混合
2) 将絮凝剂进料管和尾砂料浆进料管通过蠕动泵分别连接到浓密机接口与物料桶内
3) 将高清相机和LED补光灯按设置高度固定
4) 开启蠕动泵将尾砂料浆和絮凝剂同时泵送至浓密机内,开始絮凝实验;待实验状态到达稳定后,对两根压降管内液柱高度进行测量,同时对浓密机模型内的絮团进行拍照;从浓密机上部(第一段)依次向下到最后一段(第七段)进行拍照,并对浓密机模型上清液浊度进行测量
5) 根据实验过程中设定的流量参数以及测压管测得的压降参数,按照式(1)~(5)求得不同实验条件下管道絮凝内料浆的动力黏度参数μ、流速v以及料浆流动的时间t1,可求得管道内的流体剪切梯度G:(1) (2) (3) (4) (5) 式中:hf是压降测量两端的管道沿程损失(cmH2O);g是重力加速度(m/s2);λ是沿程阻力系数,与雷诺数Re相关;l是管道长度(cm);v是管道内溶液流速(cm/min);ρ是料浆密度(kg/m3);是溶液运动黏度(m2/s);D是管道直径(cm);γ是流体容重(N/m3);ΔH是液面高差(cm);μ是溶液的动力黏度(N·s/m2);t1是流体通过测压管长度的时间(s)
1.4数据预处理按照图像获取、尺寸标定、区域裁剪、阈值分割、数据获取的流程进行数据预处理,如图4所示
即通过拍照获得的图像进行灰度值分析,确定出浓密机模型内部流体和絮凝后的尾砂絮团,再通过Image J软件进行处理,依次对图片按标尺进行标定,对有用信息进行裁剪,通过阈值分割进行划分,测量阈值划分后的图片,进而对絮团结构进行定性、定量分析
图4数据处理流程图
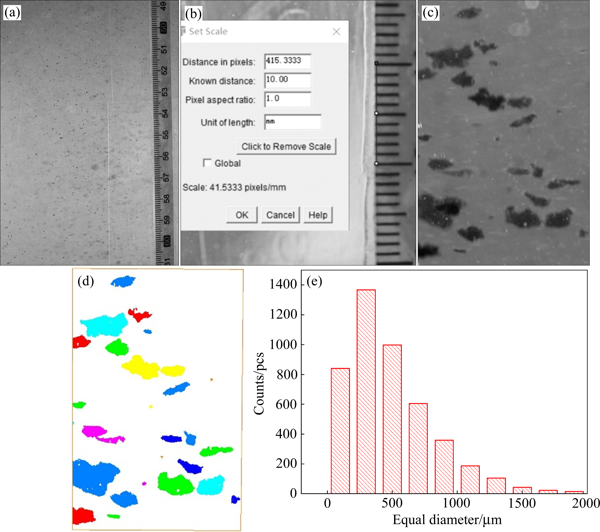
Fig. 4Data processing flowchart: (a) Image acquisition; (b) Scale calibration; (c) Regional cutting; (d) Threshold segmentation; (e) Data acquisition2结果分析通过对絮团图片的阈值划分计算,可以获得絮团在二维平面上的面积、周长等结构参数,分析发现絮凝沉降过程中浓密机模型内每一段都存有形态结构大小不一的絮团,如表2所示,表明尾砂颗粒在与絮凝剂溶液混合形成絮团的过程具有较强的随机性,但采用等效直径对絮团面积按式(6)进行转化发现,絮团结构随沉降高度降低产生一定变化,最顶端(第一段)的絮团等效直径最大,数量较少,最底端(第七段)的絮团等效直径较小,数量有所增加,如图5所示
表2絮团结构形态Table 2Floc structure formFloc morphologyFloc appearanceOval shapeDumbbell shapeBar shapeRectangle shapeStick shapeRound shapeArc shape(6) 式中:d是絮团的等效直径;A是絮团的面积
图5絮团等效直径随沉降高度变化
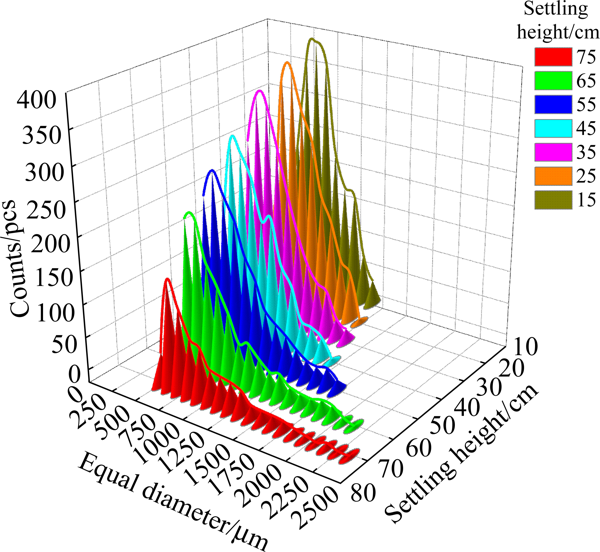
Fig. 5Change of equal diameter of flocs with settlement height为便于对絮团结构进行更好的量化分析,统计浓密机模型不同段内絮团的数量及其结构参数,求得每段内的絮团结构参数的平均值作为该段的有效值,同时,将浓密机模型中管道絮凝出料口(第一段)所呈现的尾砂絮团结构参数作为尾砂颗粒在管道内絮凝的表征结果
2.1絮凝剂类型对絮团等效直径的影响通过对三种不同类型絮凝剂在相同实验条件下进行管道絮凝实验发现,在浓密机模型第一段内,使用阴离子型絮凝剂所形成的絮团等效直径最大达到1186.6 μm,非离子型絮凝剂形成的絮团次之,絮团等效直径最大达到732.4 μm,阳离子型絮凝剂形成的絮团最小,絮团等效直径最大达到719.6 μm,如图6所示
分析发现,该尾砂料浆呈弱碱性(pH=7.12),阴离子型絮凝剂带负电荷基团,在碱性溶液中有利于分子链舒展,扩大絮凝剂链的暴露范围,在尾砂颗粒的运移过程中能够有效地增加尾砂颗粒与絮凝剂间的接触,更好地完成架桥絮凝作用
另外,阴离子絮凝剂中的羧基(—CO=)等结合在金属氧化物表面的羟基(—OH)上,以及所带的氨基基团(—NH2)通过氢键(H+)吸附在二氧化硅表面上,如图7所示,进一步增加了尾砂颗粒与絮凝链之间的架桥作用,有利于形成大尾砂絮团,表明阴离子型絮凝剂的絮凝效果更好
图6絮团等效直径随絮凝剂类型变化
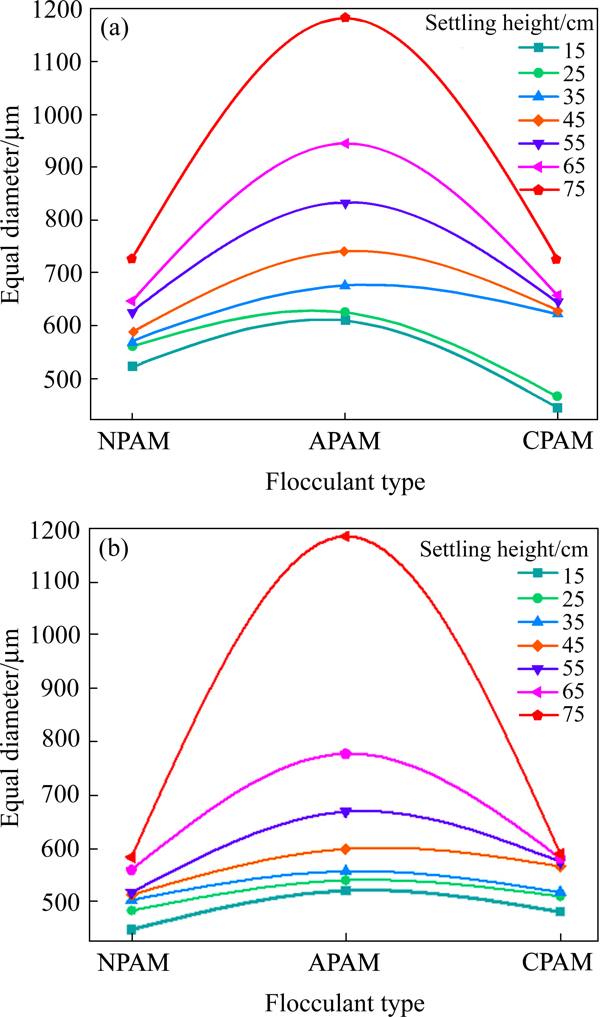
Fig. 6Changes of equal diameter of flocs with type of flocculant: (a) 0 r/min; (b) 5 r/min图7阴离子絮凝剂架桥吸附原理
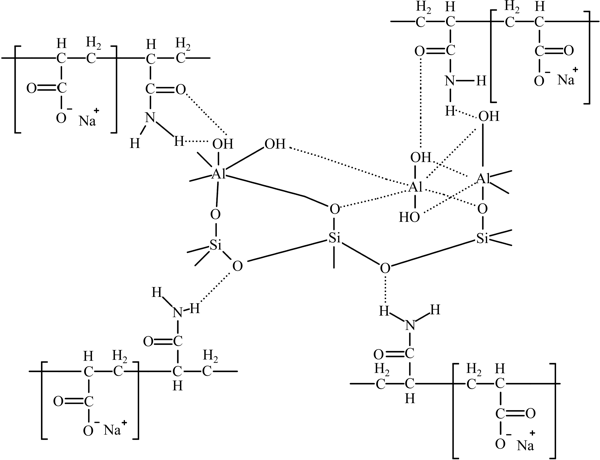
Fig. 7Anionic flocculant bridging adsorption mechanism2.2絮凝条件对絮团等效直径的影响在选定絮凝剂类型的基础上,开展不同絮凝剂单耗、尾砂进料浓度、絮凝剂溶液浓度以及流体剪切作用在管道絮凝中对尾砂絮团结构等性质产生的影响,首先探究絮团等效直径在不同实验条件下的变化情况,如图8所示
图8絮凝条件对絮团等效直径的影响

Fig. 8Effect of flocculation conditions on equivalent diameter of flocs: (a) Different flocculant dosages; (b) Different tailings slurry concentrations; (c) Different flocculant concentrations; (d) Different fluid shear gradients从图8(a)可以看出,尾砂絮团直径随着絮凝剂单耗的增加呈现先增加后降低的趋势,絮凝剂单耗在45~105 g/t范围内,尾砂絮团等效直径随絮凝剂单耗增加而增大,在105~120 g/t范围内,尾砂絮团等效直径随絮凝剂单耗增加而减小,在90~105 g/t范围内,形成的尾砂絮团直径最大为1182.3 μm
实验结果分析发现,当絮凝剂单耗较小时,无法为料浆中尾砂颗粒提高足够的絮凝剂链,部分尾砂颗粒无法完成架桥作用,导致絮凝形成的尾砂絮团较小;随着絮凝剂单耗的增加,絮凝剂链将管道内的尾砂颗粒充分完成吸附架桥作用,形成较大的尾砂絮团,此时的絮凝效果较好;当单耗进一步增加时,絮凝剂链在尾砂颗粒表面形成包裹作用,颗粒表面不存在空白电位,导致过渡絮凝现象,降低了絮凝剂链在颗粒与颗粒间的架桥作用,尾砂絮团等效直径反而降低
从图8(b)可以看出,尾砂絮团等效直径随着尾砂进料浓度的增加也呈现先增加后降低的趋势,尾砂进料浓度为25%~30%时,尾砂絮团等效直径达到1466.9 μm
在尾砂进料浓度较低时,料浆中尾砂颗粒含量较少,絮凝剂链单位长度上捕捉的尾砂颗粒较少,并且形成的絮团较薄弱,随流体流动过程中容易产生破碎,导致絮团结构较小
随着尾砂颗粒含量增加,絮凝剂链有效捕捉的颗粒数量也增加,从而增大了尾砂絮团尺寸,当料浆浓度进一步提高时,降低了尾砂颗粒在运动过程中的与絮凝剂链的碰撞吸附作用,使得部分尾砂颗粒无法及时完成絮凝架桥作用,降低了尾砂絮团尺寸
从图8(c)可以看出,絮凝剂溶液浓度较高时絮凝形成的尾砂絮团结构较小,絮团等效直径仅有522.1 μm,絮凝效果较差,发现高浓度的絮凝剂溶液在尾砂料浆中难以充分与尾砂料浆混合,进而导致一部分尾砂颗粒过吸附,另一部分尾砂颗粒吸附不足的现象,形成的絮团结构比较小
当絮凝剂溶液浓度降低(浓度<1/10000)时,絮凝剂溶液充分分散在尾砂料浆中,与颗粒更好地完成吸附架桥作用,形成的尾砂絮团结构较大,絮凝效果更好
从图8(d)可以看出,随着剪切梯度G的增加,絮团等效直径先增加后减小,与前人的研究结论相一致[24]
当流体剪切梯度小于37.7 s-1时,絮团等效直径随流体剪切梯度增加而增大;当流体剪切梯度大于37.7 s-1时,絮团等效直径随流体剪切梯度增加而减小;流体剪切梯度为37.7 s-1时絮团等效直径达到最大值1423.6 μm
进一步分析发现,当管道内部流体剪切梯度较低时,尾砂颗粒间的碰撞频率较低,不利于尾砂颗粒与絮凝剂溶液混合[25],减弱了絮凝架桥作用,部分尾砂颗粒未能被充分絮凝,絮团等效直径较小
随着流体剪切梯度增加时,流体剪切作用提高了颗粒与颗粒、颗粒与絮凝剂溶液的碰撞效率,有助于尾砂颗粒完全絮凝形成大絮团结构,增加了絮团等效直径
当流体剪切梯度进一步增加时,流体剪切力超过絮团内聚力,导致絮团结构发生破碎,絮团尺寸减小
因此,流体剪切梯度对尾砂颗粒絮凝成团具有重要作用,将流体剪切梯度根据作用机理不同划分为低流速剪切梯度(<30 s-1)、适宜流速剪切梯度(30~50 s-1)、及高流速剪切梯度(>50 s-1),低流速剪切梯度时不利于尾砂絮团结构的形成,适宜流速剪切梯度有利于尾砂颗粒形成结构较大的絮团,高流速剪切梯度对絮团结构起破碎作用,如图9所示
图9不同流体剪切梯度对絮团结构的作用机理

Fig. 9Mechanism of different fluid shear gradients on flocs structure2.3絮凝条件对絮团分形维数的影响已有研究表明,絮团二维平面的面积与周长具有如式(7)所示的分形关系[26],通过絮团的面积与周长的数值进行如式(8)对数取值并拟合,可以得出絮团分形维数就是拟合函数的斜率,如图10(a)
但该方法的使用前提是获取足够的絮团数量,本实验浓密机模型每段高度获取的絮团数量达到数万个,满足使用条件
(7) (8) 式中:A是絮团面积;P是絮团周长;DF是絮团分形维数;为系数
图10不同絮凝条件对絮团分形维数的影响

Fig. 10Influence of different flocculation conditions on fractal dimension of flocs: (a) Fitting curve of floc perimeter and area; (b) Different flocculant dosages; (c) Different tailings slurry concentrations; (d) Different flocculant concentrations; (e) Different fluid shear gradients通过对不同絮凝剂单耗、尾砂进料浓度、絮凝剂溶液浓度以及流体剪切梯度条件下的尾砂絮团分形维数变化研究,绘制图10(b)、(c)、(d)、(e)发现絮团分形维数在四种不同实验条件下均呈现先降低后升高的变化规律,与尾砂絮团等效直径变化具有较好的对应
实验数据表明,适宜的絮凝剂单耗(90~105 g/t)、尾砂进料浓度(20%~25%)、絮凝剂浓度(<1/10000)以及流体剪切梯度(30~50 s-1)下,形成的尾砂絮团结构较大,絮团结构也更加发散,其分形维数值位于1.64~1.68之间;当絮凝条件较差时,尤其在絮凝剂单耗较低(<60 g/t)、絮凝剂浓度较高(>1/10000)、尾砂进料浓度较高(>30%)以及流体剪切梯度较弱(<30 s-1)时,絮凝形成的絮团结构较小,但絮团结构更加规整,絮团的分形维数均超过1.7,以上结果表明絮团结构在二维平面上的分形维数数值与絮团结构大小呈负相关关系
2.4絮凝条件对上清液浊度的影响通过对不同实验条件下的浓密机模型上清液取样分析,测得相应条件下的浊度值如图11(a)、(b)、(c)、(d)所示
当絮凝剂单耗较低(<60 g/t)、尾砂进料浓度较高(>30%)、絮凝剂浓度较高(>1/10000)以及流体剪切梯度较低时(<30 s-1)均导致上清液浊度值增加,其中絮凝剂浓度以及流体剪切梯度对上清液浊度的影响较大,絮凝剂溶液浓度为0.1%时,上清液的浊度值高达341 mg/L,流体剪切梯度小于20 s-1时,上清液的浊度值为232.3 mg/L,以上两种实验条件下浓密机模型内完全浑浊,无法获取絮团结构的有效信息
当絮凝剂单耗增加、尾砂进料浓度降低、絮凝剂浓度降低以及流体剪切梯度增加时,上清液浊度也随之降低并维持在较小值,介于20~50 mg/L之间
进一步分析发现,絮凝条件较优时,絮凝剂链架桥吸附作用完全捕捉尾砂颗粒,能够有效降低上清液浊度值,并且在管道内部尾砂颗粒与絮凝剂溶液完成吸附架桥作用形成絮团后,絮团随着流体向前移动过程中,多个絮团连接组成的絮团网络结构提高了网捕卷扫作用,将流体中的细小絮团再一次捕捉,网捕卷扫作用降低了溶液中的颗粒物质并增加了絮团的尺寸,使得管道絮凝后上清液浊度值维持在较低值
因此,在管道絮凝中除了吸附架桥作用外,网捕卷扫作用也占据重要地位,有利于浓密机上清液浊度值的进一步降低
图11不同絮凝条件对上清液浊度的影响
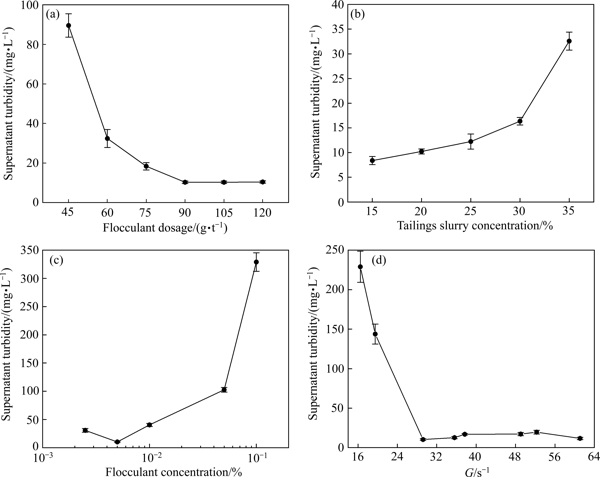
Fig. 11Effect of different flocculation conditions on turbidity of supernatant: (a) Different flocculant dosages; (b) Different tailings slurry concentrations; (c) Different flocculant concentrations; (d) Different fluid shear gradients2.5絮凝条件对絮团沉降速度的影响实验中拍照频率为每秒10张,即两张图片间隔时间为0.1 s,可准确记录絮团在沉降区的运移轨迹
采用Sift(Scale-invariant feature transform)算法[27]根据絮团结构特征值进行匹配,从而找出两张图片上的相同絮团,进而计算絮团在垂直方向上的沉降高度,如图12所示,可获得絮团的沉降速度
图12絮团特征匹配及沉降位移
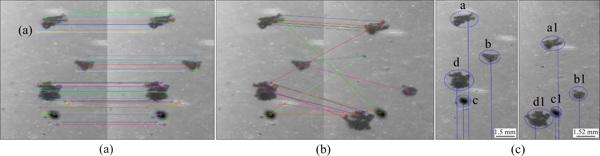
Fig. 12Feature matching of flocs and settlement displacement: (a) Floc feature matching at same time; (b) Floc characteristics matching at different time; (c) Floc settling displacement at different time通过对不同絮凝剂单耗、尾砂进料浓度、絮凝剂浓度以及流体剪切梯度变量下的絮团沉降速度分析发现,絮团的沉降速度与絮凝条件密切相关,如图13(a)、(b)、(c)、(d)所示
实验结果表明,不同实验条件下的絮团沉降速度主要分布在5.2~22.5 m/min范围内,分析发现,当絮凝剂单耗不足(<75 g/t)、尾砂进料浓度高(>30%)、絮凝剂浓度较高(>1/10000)以及流体剪切梯度较低时(<30 s-1)均无法形成结构较大的絮团,而尾砂进料浓度较低(<20%)、絮凝剂单耗过高时(>105 g/t)除了会减小絮团尺寸还会使絮团内水的含量得到增加,进而降低絮团的有效密度,以上不利条件均导致絮团沉降速度降低,其数值位于5.2~10.5 m/min范围内;随着絮凝条件的逐步优化,尾砂颗粒在管道运移过程中与絮凝剂链之间的架桥作用以及絮团网络的网捕卷扫作用有助于形成更加密实的絮团结构,絮团的沉降速度也逐渐提高到15.5~22.6 m/min,并且絮团沉降速度在絮团等效直径最大值处也达到最大值,表明絮团沉降速度与结构呈正相关关系,该部分在2.6节中有更详细的阐述
图13不同絮凝条件对絮团沉降速度的影响

Fig. 13Influence of different flocculation conditions on floc settling velocity: (a) Different flocculant dosages; (b) Different tailings slurry concentrations; (c) Different flocculant concentrations; (d) Different fluid shear gradients2.6絮凝条件对固液分离效率的影响通过不同实验条件下计算获得的絮团等效直径、絮团沉降速度以及上清液浊度值相对应,绘制不同絮凝条件对浓密机沉降区固液分离效率的影响,如图14(a)、(b)、(c)所示
图14絮凝条件对固液分离效率的影响

Fig. 14Effect of flocculation conditions on solid-liquid separation efficiency: (a) Variation of supernatant turbidity with equal diameter; (b) Variation of floc settling velocity with equal diameter; (c) Variation of turbidity of supernatant with floc settling velocity从图14(a)可以看出,随着絮凝条件逐渐优化,絮团等效直径也逐渐增大,说明优化絮凝条件对絮团结构产生重要影响
不同絮凝剂单耗、絮凝剂浓度以及流体剪切梯度的实验结果表明,上清液浊度随絮团等效直径的增加而降低,实验结果表明,当絮团等效直径超过800 μm时,上清液浊度均在50 mg/L以下,表明随着絮凝条件的优化,尾砂颗粒与絮凝剂链充分发生物理化学作用,料浆中固体颗粒完全转化为絮团结构,从而有效降低上清液浊度;不同尾砂进料浓度实验结果表明,上清液浊度随着絮团等效直径增大略微增加,当尾砂进料浓度超过30%时更为明显,主要原因为料浆浓度增加时絮凝剂链捕捉的尾砂颗粒数量增加,有效增加絮团结构的同时存在少量颗粒未被完全吸附架桥,以小絮团的形式沉降,导致上清液浊度略微提高
从图14(b)可以看出,在相同实验变量下,絮团沉降速度随絮团等效直径增加而加快,表明大絮团结构重力作用更大
伴随着絮凝条件逐步优化,相同等效直径下的絮团沉降速度也逐步提升,絮团等效直径为1101.5 μm时对应的沉降速度7.49 m/min(不同絮凝剂单耗),絮团等效直径为1082.3 μm时对应的沉降速度为9.65 m/min(不同尾砂进料浓度),絮团等效直径为1030.5 μm时对应的沉降速度为15.51 m/min(不同絮凝剂浓度),絮团等效直径为983.8 μm时对应的沉降速度为19.31 m/min(不同流体剪切梯度),絮团沉降速度提高了157.8%,表明随着絮凝条件的逐步优化,尾砂絮团的密实度逐步提高,能够有效提高絮团的沉降速度
从图14(c)可以看出,在不同絮凝剂单耗、絮凝剂浓度以及流体剪切梯度实验条件下,浓密机模型内上清液浊度随絮团沉降速度加快而降低,当絮团沉降速度超过19.7 m/min时,上清液浊度均在20 mg/L以下,表明絮团快速沉降能够有效提升浓密机内部固液分离效率
在相同沉降速度下,上清液浊度也随絮凝条件优化逐渐降低,表明絮团结构、沉降速度以及上清液浊度三者之间密切相关,逐步优化絮凝条件能够增大絮团结构,从而提升絮团沉降速度,进而加快沉降区固液分离效率
3结论1) 通过管道絮凝实验发现,层流状态下阴离子型聚丙烯酰胺通过吸附架桥等作用形成的尾砂絮团结构比阳离子型絮凝剂以及非离子型絮凝剂要大,并且管道絮凝方式进一步提高絮团网捕卷扫作用,能够有效地降低浓密机模型内部上清液浊度
2) 不同流体剪切梯度对对絮团结构性质产生重要作用,低流速剪切梯度(<30 s-1)不利于尾砂颗粒形成大絮团结构,高流速剪切梯度(>50 s-1)破坏絮团结构,适宜流速梯度(30~50 s-1)下尾砂颗粒充分絮凝形成大絮团结构
3) 絮凝条件优化实验发现,适宜的絮凝单耗、尾砂进料浓度、絮凝剂浓度、流体剪切梯度能够促进尾砂颗粒形成大絮团结构
絮团结构大小与絮团分形维数呈负相关关系;絮团沉降速度与等效直径呈正相关关系;上清液浊度与絮团沉降速度呈负相关关系,增加絮团沉降速度能够提升沉降区固液分离效率
参考文献
吴爱祥, 杨 莹, 程海勇, 等. 中国膏体技术发展现状与趋势[J
工程科学学报, 2018, 40(5): 517-525.WU Ai-xiang, WANG Hong-jiang, CHENG Hai-yong, et al. Status and prospects of paste technology in China[J
Chinese Journal of Engineering, 2018, 40(5): 517-525.卞继伟, 王新民, 肖崇春. 全尾砂动态絮凝沉降试验研究[J
中南大学学报(自然科学版), 2017, 48(12): 3278-3283.BIAN Ji-wei, WANG Xin-min, XIAO Chong-chun. Experimental study on dynamic flocculating sedimentation of unclassified tailings[J
Journal of Central South University(Science and Technology), 2017, 48(12): 3278-3283.SCHOENBRUNN F, BACH M. The development of paste thickening and its application to the minerals industry: An industry review[J
Berg Huettenmaenn Monatsh, 2015, 160(6): 257-263.NGUYEN T V, FARROW J B, SMITH J, et al. Design and development of a novel thickener feedwell using computational fluid dynamics[J
Journal of the Southern African Institute of Mining and Metallurgy, 2012, 112(11): 939-948.BRATBY J. Coagulation and flocculation in water and wastewater treatment[M
3rd ed. London: IWA Publishing, 2016.吴爱祥, 周 靓, 尹升华, 等. 全尾砂絮凝沉降的影响因素[J
中国
有色金属学报, 2016, 26(2): 439-446.WU Ai-xiang, ZHOU Jing, YIN Sheng-hua, et al. Influence factors on flocculation sedimentation of unclassified tailings[J
The Chinese Journal of Nonferrous Metals, 2016, 26(2): 439-446.侯贺子, 李翠平, 王少勇, 等.
尾矿浓密中泥层沉降速度变化及颗粒沉降特性[J
中南大学学报(自然科学版), 2019, 50(6): 1428-1436.HOU He-zi, LI Cui-ping, WANG Shao-yong, et al. Settling velocity variation of mud layer and particle settling characteristics in thickening of tailings[J
Journal of Central South University(Science and Technology), 2019, 50(6): 1428-1436.周 茜, 刘娟红, 吴爱祥, 等. 浓密增效剂对尾砂料浆浓密性能的影响及机理[J
工程科学学报, 2019, 41(11): 1405-1411.ZHOU Qian, LIU Juan-hong, WU Ai-xiang, et al. Effect and mechanism of synergist on tailings slurry thickening performance[J
Chinese Journal of Engineering, 2019, 41(11): 1405-1411.阮竹恩, 吴爱祥, 王贻明, 等. 絮凝沉降对浓缩超细尾砂料浆屈服应力的影响[J
工程科学学报, 2021, 43(10): 1276-1282.RUAN Zhu-en, WU Ai-xiang, WANG Yi-ming, et al. Effect of flocculation sedimentation on the yield stress of thickened ultrafine tailings slurry[J
Chinese Journal of Engineering, 2021,43(10): 1276-1282.AMUDA O S, AMOO I A, AJAYI O O. Performance optimization of coagulant/flocculant in the treatment of wastewater from a beverage industry[J
Journal of Hazardous Materials, 2006, 129(1/2/3): 69-72.PéREZ L, SALGUEIRO J L, MACEIRAS R, et al. An effective method for harvesting of marine microalgae: pH induced flocculation[J
Biomass and Bioenergy, 2017, 97: 20-26.LAU Y L. Temperature effect on settling velocity and deposition of cohesive sediments[J
Journal of Hydraulic Research, 1994, 32(1): 41-51.OWEN M W. The effect of temperature on the settling velocities of an estuary mud. Walling ford: Hydraulics Research Station Report[R
1972.LU Q, YAN B, XIE L, et al. A two-step flocculation process on oil sands tailings treatment using oppositely charged polymer flocculants[J
Science of the Total Environment, 2016, 565: 369-375.BOISVERT J P, MALGAT A, POCHARD I, et al. Influence of the counter-ion on the effective charge of polyacrylic acid in dilute condition[J
Polymer, 2002, 43(1): 141-148.SHAIKH S M R, NASSER M S, HUSSEIN I, et al. Influence of polyelectrolytes and other polymer complexes on the flocculation and rheological behaviors of clay minerals: A comprehensive review[J
Separation and Purification Technology, 2017, 187: 137-161.阮竹恩, 吴爱祥, 王建栋, 等. 基于絮团弦长测定的全尾砂絮凝沉降行为[J
工程科学学报, 2020, 42(8): 980-987.RUAN Zhu-en, WU Ai-xiang, WANG Jian-dong, et al. Flocculation and settling behavior of unclassified tailings based on measurement of floc chord length[J
Chinese Journal of Engineering, 2020,42(8): 980-987.WU A, RUAN Z, BüRGER R, et al. Optimization of flocculation and settling parameters of tailings slurry by response surface methodology[J
Minerals Engineering, 2020, 156: 106488.YANG Z, YANG H, JIANG Z, et al. Flocculation of both anionic and cationic dyes in aqueous solutions by the amphoteric grafting flocculant carboxymethyl chitosan-graft-polyacrylamide[J
Journal of Hazardous Materials, 2013, 254/255: 36-45.李翠平, 陈格仲, 侯贺子, 等. 面向膏体充填尾砂浓密的絮团结构研究进展综述[J
金属矿山, 2021(1): 14-23.LI Cui-ping, CHEN Ge-zhong, HOU He-zi, et al. Summary of research progress on floc structure of tailings thickening for paste backfill[J
Metal Mine, 2021(1): 14-23.张钦礼, 周登辉, 王新民, 等. 超细全尾砂絮凝沉降实验研究[J
广西大学学报(自然科学版), 2013, 38(2): 452-455.ZHANG Qin-li, ZHOU Deng-hui, WANG Xin-min, et al. Experimental study on flocculating sedimentation of ultra-fine unclassified tailings[J
Journal of Guangxi University(Natural Science Edition), 2013, 38(2): 452-455.ZHU-EN R, CUI-PING L I, CONG S. Numerical simulation of flocculation and settling behavior of whole-tailings particles in deep-cone thickener[J
Journal of Central South University, 2016, 23(3): 740-749.XIAO F, LAM K M, LI X Y, et al. PIV characterization of flocculation dynamics and floc structure in water treatment[J
Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2011, 379(1/2/3): 27-35.TSE I C, SWETLAND K, WEBER-SHIRK M L, et al. Fluid shear influences on the performance of hydraulic flocculation systems[J
Water Research, 2011, 45(17): 5412-5418.THOMAS D N, JUDD S J, FAWCETT N. Flocculation modelling: A review[J
Water Research,1999, 33(7): 1579-1592.CHAKRABORTI R K, GARDNER K H, ATKINSON J F, et al. Changes in fractal dimension during aggregation[J
Water Research, 2003, 37(4): 873-883.LOWE D G. Distinctive image features from scale-invariant key points[J
International Journal of Computer Vision, 2004, 60(2): 91-110.
声明:
“膏体充填中絮凝条件对絮团结构及固液分离效率的影响” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 741
编辑:中冶有色技术网
来源:陈格仲,李翠平,阮竹恩,侯贺子
741
编辑:中冶有色技术网
来源:陈格仲,李翠平,阮竹恩,侯贺子
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




