以铝及其合金为基体、以高性能陶瓷颗粒为增强相的颗粒增强铝基
复合材料,具有高比强度、高比模量、低热膨胀、耐疲劳、耐磨损等性能优势,在航空航天、国防、交通运输等领域的应用有不可替代的优势[1,2]
当前比较成熟的铝基复合材料多以Al-Cu-Mg和Al-Mg-Si系合金为基体[3,4],其强度较低
Al-Zn-Mg-Cu系合金是
铝合金中室温强度最高的体系[5,6],以其作为复合材料基体有望使复合材料的强度更高
在陶瓷颗粒中SiC颗粒具有优异的力学性能、稳定的化学性质和较低的成本,是铝基复合材料常用的增强相
因此,碳化硅增强铝基复合材料(SiC/Al)成为承载结构中应用最广的一类铝基复合材料
但是,以Al-Zn-Mg-Cu合金为基体的复合材料其SiC颗粒的强化效果并不理想,且其强塑性匹配较差
Ravi等[7]用搅拌铸造法制备的SiC/Al-Zn-Mg-Cu复合材料,与基体合金相比强度下降约20%
Kulkarni等[8]用挤压铸造法制备的SiC/Al-Zn-Mg-Cu复合材料,强度与基体合金基本持平
Manoharan等[9]和Ma等[10]发现,用
粉末冶金法制备的SiC/Al-Zn-Mg-Cu复合材料强度比基体合金分别下降9%和6%
在SiC/Al-Zn-Mg-Cu复合材料中,除了增强相的强化作用,基体合金对材料的强度也有较大的贡献
Al-Zn-Mg-Cu合金的主要强化相为细小且分布均匀的亚稳相,如η'相、GP区等,这些亚稳相对合金元素的含量十分敏感
在制备SiC/Al-Zn-Mg-Cu复合材料的过程中,铝基体中的Mg元素与SiC颗粒表面的SiO2、游离Si等杂质反应,使基体合金中Mg元素消耗和偏聚,影响铝基复合材料基体的时效行为,使增强相颗粒的强化效果不显著[11]
为此,必须寻找与Al-Zn-Mg-Cu基体界面不发生严重反应的增强颗粒
有研究[12]表明,酸洗的B4C颗粒与熔融2014Al之间没有界面反应
Esther等[13]用搅拌铸造法制备亚微米以及纳米B4C增强2124Al时,也得到类似的结论
Li等[14]用粉末冶金法制备B4C/6061Al复合材料时发现,B4C颗粒在热压温度低于600℃时反应并不明显,反应产物更倾向存在于基体合金中
Gao等[15]采用粉末冶金法制备B4C/6061Al复合材料也得到类似的结论,只有热压温度达到600℃时B4C与铝基体才发生明显的反应
同时,B4C颗粒的高强度、高硬度、高耐磨性、低热膨胀系数、低密度等特点,也使其成为高强铝基复合材料的理想增强相
对基体为Al-Zn-Mg-Cu高强铝合金的B4C/Al的研究,大多集中在制备工艺,没有深入探讨材料强度的影响因素
Sharma等[16]研究了压力、烧结温度、烧结时间和B4C含量对复合材料硬度和抗压强度的影响,发现烧结温度是除B4C含量以外影响最大的参数,升高热压温度界面结合良好,复合材料最高抗压强度为552 MPa,硬度为186HV
通过热压工艺可将不同B4C含量的复合材料层制备成梯度结构其抗压强度为597 MPa的B4C/Al-Zn-Mg-Cu复合材料,防弹性能提升36.27%[17]
Wu等[18]研究了等离子活化烧结参数对7.5%B4C/7075Al复合材料的影响,发现530℃烧结3分钟的复合材料已经完全致密,界面结合良好,材料压缩屈服强度可达878 MPa
在颗粒增强铝基复合材料中,颗粒尺寸是影响材料力学性能的重要因素
由于增强颗粒与铝合金基体的热膨胀系数差异较大,在淬火过程中与颗粒周围的铝基体产生错配位错,出现一定范围的位错区[19]
在体积分数相同的情况下,随着增强颗粒尺寸的减小颗粒间距也随之减小,位错之间的交互作用逐渐增强,在一定程度上使材料的屈服强度提高
但是,在增强相与铝基体有轻微反应的复合材料体系中,界面反应使这一问题更加复杂,较小增强颗粒的比表面积增大使界面反应加剧,进而影响复合材料的力学性能
同时,大颗粒中较多的缺陷可能影响强化效果
前期的研究并没有涉及B4C颗粒尺寸对以Al-Zn-Mg-Cu为基体的复合材料力学性能的影响
鉴于此,本文用粉末冶金法制备不同颗粒尺寸的15%(体积分数)B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料,研究增强颗粒尺寸对复合材料力学性能和微观组织的影响
1 实验方法
实验用基体合金粉末的名义成分为Al-6.5Zn-2.8Mg-1.7Cu(质量分数,%),其平均粒径为13 μm,B4C颗粒(纯度为96.5%)的平均粒径分别为7、14、20 μm
用粉末冶金法制备复合材料坯锭
将原始粉末机械混合均匀后装入模具进行冷压,然后在500℃热压致密
将得到的坯锭在低于420℃的温度下热挤压成棒材,挤压比为17∶1
在棒材上截取试样进行470℃/2 h的固溶处理并水淬至室温,然后再进行120℃/24 h的人工时效处理
在三种复合材料平行于挤压方向截取金相试样块,用化学试剂(1 mL HF+16 mL HNO3+83 mL H2O+3 g CrO3)腐蚀后在Leica DMi8M金相显微镜(OM)下观察其形貌
用D/max 2500PC型X射线衍射仪(XRD)分析复合材料的物相
用INSPECT F50扫描电镜(SEM)观察复合材料的微观组织和分析成分
用TalosF200X透射电子显微镜(TEM)观察析出相的形貌
用1000#砂纸研磨试样使其厚度为50 μm并冲剪成直径为3 mm的圆片
用离子减薄法制备TEM样品,观测面均平行于挤压方向
用WANCE ETM系列万能试验机对三种复合材料样品进行拉伸实验,拉伸棒与挤压方向平行,应变速率为1×10-3 s-1,样品初始标距L0=25 mm,直径R=5 mm
对每种复合材料测试3个平行样品的强度和延伸率,取其结果的平均值并计算标准差
2 结果和讨论2.1 复合材料的显微组织和物相
图1给出了增强相尺寸不同的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的OM图,可见B4C颗粒的分布较为均匀且没有明显的孔洞疏松等缺陷
还有一些细小颗粒,是部分B4C颗粒在热挤压过程中破碎产生的
B4C颗粒尺寸分别为7 μm(图1a),14 μm(图1b),20 μm(图1c)的复合材料,其平均晶粒尺寸分别为3.1 μm,3.4 μm和3.9 μm
这表明,随着B4C颗粒尺寸的增大平均晶粒尺寸随之增大
其原因是:首先,因为体积分数相同,尺寸较小的颗粒数量较多
数量较多的小颗粒使晶粒形核质点增加和颗粒之间间距减小,使晶粒的长大受到抑制
其次,复合材料热变形时增强相与基体合金变形量出现差异,加剧了增强颗粒周围的位错增殖,从而促进了新晶粒的生成
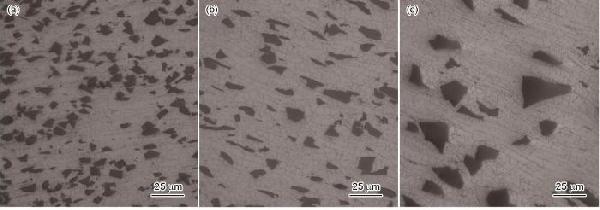
图1增强相尺寸不同的15%B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的OM图
Fig.1OM images of 15 %B4C/Al-6.5Zn-2.8Mg-1.7Cu composites with various particle sizes (a) 7 μm, (b) 14 μm, (c) 20 μm
图2给出了增强相尺寸不同的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的背散射形貌和能谱
可以看出,与图1给出的金相形貌相似,B4C颗粒在基体中均匀分布
三种复合材料中B4C颗粒边缘均较为明锐,表明在500℃热压温度下未发生严重的界面反应
研究表明[20],B4C在液态Al中不稳定,生成Al-B相和Al-B-C相等多种界面反应产物
虽然陶瓷增强颗粒与金属粉末在远低于金属熔点的温度下也发生反应,但是需要极长的保温时间[21]
Li[22]等在粉末冶金B4C/6061铝复合材料中发现,当热压温度低于600℃时界面反应极为轻微,与本文的结果类似
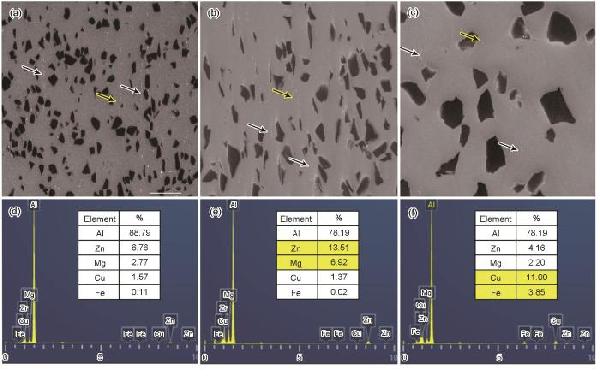
图2增强相尺寸不同的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的SEM形貌和EDS图
Fig.2SEM micrographs of 15 %B4C/Al-6.5Zn-2.8Mg-1.7Cu composites with various particle sizes (a) 7 μm, (b) 14 μm, (c) 20 μm, (d,e,f) EDS analysis of particles pointed out by white arrows in (a,b,c)
图2d给出了复合材料基体的能谱,可见基体主要由Zn、Mg、Cu元素组成,与其名义成分基本相同
另外,在Al基体中还可观察到一些连续分布的相,一种呈圆形(如黄色箭头所示),另一种呈针状(如白色箭头所示)
能谱中的圆形相为富镁、锌相,如图2e所示
针状相为富铜、富铁相,如图2f所示
在Al-Zn-Mg-Cu基体合金中的MgZn2相为主要的强化相,部分MgZn2相在真空热压和挤压过程中粗化,在固溶过程中溶解不充分使基体中残留部分呈球状的富镁、锌相
另外,在材料的制备过程中在铝基体中引入的部分Fe元素在热压过程中与基体中的铜元素反应生成Al7Cu2Fe相
Li等[23]报道,铝基体中的Al7Cu2Fe相在550℃时才开始溶解
由于B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的固溶温度仅为470℃,Al7Cu2Fe相很难溶解到基体中,从而在复合材料的基体中可观察到部分针状的富铜、富铁相
图3给出了三种复合材料的XRD谱,可见主要是Al和B4C的衍射峰,还出现一些MgZn2沉淀强化相的衍射峰
但是由于MgZn2峰的差异较小,无法直观区分其含量的差异
在XRD谱中没有界面反应产物的衍射峰,Cu,Fe化合物的含量较低也不见其衍射峰,与图2的结果吻合
图4给出了三种复合材料人工时效态在晶粒内部以及晶界处出现的沉淀相的TEM形貌,如图4a中的插图所示,观测方向沿[001]Al带轴
根据形貌可以判断,三种复合材料晶粒内部的沉淀相(图4a,b,c)均以η'相为主[24,25],平均长度分别为5.6 nm,5.5 nm和5.4 nm
η'相作为Al-Zn-Mg-Cu合金的主要沉淀相[26],其形貌变化对基体成分的变化较为敏感
有报道[27]指出,Zn/Mg比超过2.9时η'相的尺寸随着Zn/Mg比的提高而增大
此外,Zn/Mg比对时效速度的影响也比较大
Zn/Mg比的提高使时效动力学加快,导致在人工时效时间相同的条件下η'相更加粗大
三种复合材料中沉淀相的平均长度接近,表明界面反应轻微,基体合金成分的影响较小
本文的研究与相同成分、增强相含量相同的SiC/Al-Zn-Mg-Cu复合材料相比,沉淀相平均尺寸更小[7]
其原因是,剧烈的SiC-Al界面反应消耗基体中的Mg元素,使Zn/Mg比增大;而B4C-Al界面反应较弱,对Zn/Mg比的影响较小
晶界处沉淀的非连续沉淀相(白色箭头)较为粗大,尺寸约为40~100 nm
文献[28]表明,晶界相为富Mg、Zn相
由于晶界能量较高,沉淀相更易于在晶界形核长大
另外,晶界处元素较高的扩散速率使沉淀相较快长大
因此,在晶界容易生成一些粗大的沉淀相
增强相尺寸较小的复合材料其晶界处的沉淀相,其尺寸略比大尺寸增强相复合材料中沉淀相的尺寸大
其原因是,增强相尺寸较小时基体中的位错密度更高,加快了合金元素的扩散

图3增强相尺寸不同的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料人工时效态的XRD谱
Fig.3XRD patterns of B4Cp/Al-Zn-Mg-Cu composites with varying particle sizes in artificial aging state (a) 7 μm, (b) 14 μm, (c) 20 μm

图4增强相尺寸不同的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料人工时效态沉淀相的TEM形貌
Fig.4Bright-field TEM images of artificially aged composites taken along [110]Al zone axis (a, d) 7 μm, (b, e) 14 μm, (c, f) 20 μm
2.2 力学性能和断裂行为
三种复合材料的力学性能列于表1
可以看出,B4C尺寸为7 μm的复合材料其力学性能最好,抗拉强度达到714 MPa,延伸率3.3%
随着增强颗粒尺寸的增大,复合材料的延伸率降低,屈服强度和抗拉强度降低,屈服强度下降6%,抗拉强度下降11%
这一变化规律可用Preet等[29]的研究结果解释
他们分析不同热处理状态下复合材料增强颗粒的断裂时发现,在发生塑性变形前,无论处于哪种热处理状态增强颗粒的断裂程度基本相同
而抗拉强度的剧烈变化,是塑性变形时增强颗粒断裂情况不同所致
Table 1
表1
表1不同颗粒尺寸B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料的拉伸性能
Table 1Tensile properties of 15%B4C/Al-6.5Zn-2.8Mg-1.7Cu composites with various particle sizes
Particle
size
/ μm
|
Tensile strength
/ MPa
|
Yield strength
/ MPa
|
Elongation
/%
|
|
7
|
714±12
|
648±11
|
3.3±0.9
|
|
14
|
681±3
|
622±8
|
2.0±0.1
|
|
20
|
637±1
|
610±9
|
1.0±0.1
|
图5给出了三种复合材料拉伸断口的形貌
可以看出,三种复合材料的断口均出现较为平直的黑色区域,表面光滑没有其他附着物,可判断是发生解理断裂的B4C颗粒(箭头所示)
随着颗粒尺寸的增大,发生解理断裂的比例随之提高
从图5a可见,在增强颗粒周围出现较多的韧窝
其原因是,在塑性变形过程中优先在Al基体中产生一些微孔,随后扩大彼此连结导致材料断裂
随着增强颗粒尺寸逐渐变大颗粒周围的基体变得平坦,可能是增强颗粒先断裂随即对基体产生剪切所致
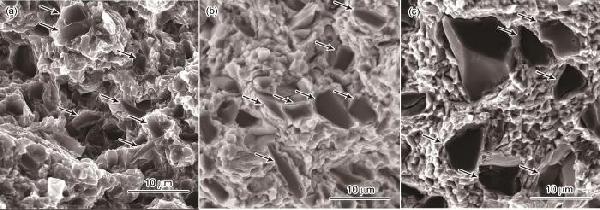
图5不同颗粒尺寸的B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料断口的SEM形貌
Fig.5Fractographs of 15%B4C/Al-6.5Zn-2.8Mg-1.7Cu composites with various particle sizes (a) 7 μm, (b) 14 μm, (c) 20 μm
尺寸不同的陶瓷颗粒,其传递载荷的效果不同
有报道指出[30],使用有限元软件模拟圆形颗粒时发现,尺寸较小的颗粒承受较大的载荷,并且也容易开裂
也有学者从颗粒适配性的角度解释材料的断裂行为
对于强度较低的基体,Al2O3颗粒与SiC颗粒的强化效果相近
当基体强度提高时,强度更高的SiC颗粒其强化效果更为显著[31]
颗粒尺寸的改变,对复合材料的力学性能和断裂行为有极大的影响
在增强相为微米级的复合材料中,强度与增强相尺寸的关系尚不清晰
有学者分析Al2O3/2024Al复合材料断裂行为时发现,大颗粒增强相容易发生断裂,并且随着颗粒尺寸的增大复合材料的强度与延伸率均随之下降[32]
Yang等[33]对复合材料原位拉伸时发现,相对于低强度基体,高强度基体复合材料的颗粒断裂比例更高,并且大尺寸颗粒优先断裂,高中低三种基体强度的复合材料其延伸率随着颗粒尺寸的增大而降低
但是,也有学者得到了不同的结论
在SiC/2024Al以及SiC/2009Al中发现,随着颗粒尺寸的增大延伸率随之提高[34~36]
这表明,材料的力学性能和断裂行为的改变不能简单的归因于基体强度的变化
2.3 室温强化机制和断裂机制
颗粒增强铝基复合材料的强度可表示为[10]
σc=σpVp+σp-mVp-m+σmVm(1)
其中σc为复合材料的屈服强度,σp为B4C颗粒承载的应力,σp-m为近界面淬火变形区所承受的应力
该区域的产生是因为颗粒与基体间热膨胀系数的差异,σm为远界面基体承受的应力,Vp、Vm、Vp-m分别为增强颗粒、基体以及近界面塑性区的体积分数
σp-m和σm 可由
σp-m=σ0+Δσgb+Δσor+Δσgnd(2)
和
σm=σ0+Δσgb+Δσor(3)
计算,其中σ0 为单晶纯铝屈服强度,Δσgb为晶界强化对强度的贡献,Δσor为沉淀强化对强度的贡献,Δσgnd为错配位错强化对强度的贡献
将增强颗粒看作球体,近界面淬火变形区为球体外围均匀包裹的球壳,所以Vm和Vp-m可由
Vm=R3-1(4)
和
Vp-m=1-R3Vp(5)
计算,其中R为塑性区直径与B4C颗粒直径的比值,随着颗粒尺寸的增大分别为1.35、1.29和1.25
因为增强颗粒并非规则的几何体,可将 式(1)修正[37]为
σc=σp-m[Vp(S+2)/2]+σp-m](R3-1)Vp+
σm(1-R3Vp)(6)
其中S为B4C颗粒长径比,随着颗粒尺寸的增大分别为1.7、1.5、1.3
使用Hall-Petch关系式可将Δσgb表示为[38]
Δσgb=kyd-1/2(7)
其中ky为霍尔佩奇系数,取0.12 MPa·m1/2,d为平均晶粒尺寸,随着颗粒尺寸的增大分别为3.1 μm、3.4 μm和3.9 μm
随着颗粒尺寸的增大计算结果分别为68 MPa、65 MPa和61 MPa
Δσor可表示为[39]
Δσor=0.4GMbπ1-vln1.63r/bλp(8)
其中v=0.33为泊松比,r为沉淀相平均半径等于l/π,l为沉淀相平均长度,随着颗粒尺寸的增大分别为5.6 nm、5.5 nm和5.4 nm,λp为沉淀相平均相间距为17 nm,M=3.06为晶粒平均取向因子,G=26.9 GPa为Al在室温下的剪切模量,b=0.286 nm为位错柏氏矢量
随着颗粒的增大Δσor的计算结果分别为500 MPa、495 MPa和491 MPa
Δσgnd可表示为[40]
Δσgnd=βGb122VpΔCTEΔT1-Vpbdp(9)
其中β=1.25为泰勒系数;ΔCTE=2.1×10-6 K-1为B4C颗粒与Al基体的热膨胀系数之差;dp为B4C颗粒平均尺寸,随着颗粒尺寸的增大分别为7 μm、14 μm、20 μm;Vp=15%为B4C颗粒体积分数;ΔT=450 K为固溶温度与室温的差值
随着颗粒的增大Δσgnd的计算结果分别为36 MPa、26 MPa和21 MPa
三种复合材料屈服强度的计算值与实验值相差小于5%
随着B4C颗粒尺寸的增大σp 分别为172 MPa、158 MPa和146 MPa,σp-m 分别为136 MPa、104 MPa和84 MPa,σm 分别为369 MPa、391 MPa和402 MPa
小尺寸颗粒能承受更大的应力,可分摊一部分载荷并且能提高应变硬化能力,使平衡状态维持更长时间
因此,复合材料的强度和延伸率更高
大尺寸颗粒容易受到应力集中的影响并发生解理断裂,从而使塑性恶化
同时,颗粒断裂后不能产生强化效果
为了保持应力平衡状态,基体不断产生应变硬化直至打破平衡基体断裂
同时,颗粒断裂释放集中应力对基体产生破坏作用,使材料在较低的应变硬化水平发生断裂
3 结论
(1) 在500℃真空热压制备的15%B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料,没有出现明显的界面反应
(2) B4C颗粒尺寸为7 μm的复合材料其抗拉强度可达714 MPa,延伸率为3.3%
随着B4C尺寸的增大复合材料的强度和延伸率均降低
(3) 15%B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料中小尺寸B4C颗粒在变形中不易断裂,是复合材料延伸率更高的原因
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Zhang D, Zhang G D, Li Z Q.
The current state and trend of metal matrix composites
[J]. Materials China., 2010, 29 (4): 1
[本文引用: 1]
张 荻, 张国定, 李志强.
金属基复合材料的现状与发展趋势
[J]. 中国材料进展, 2010, 29(4): 1
[本文引用: 1]
[2]
Czerwinski F.
Current trends in automotive light-weighting strategies and materials
[J]. Materials., 2021, 14(21): 6631
DOIURL [本文引用: 1]

The automotive lightweighting trends, being driven by sustainability, cost, and performance, that create the enormous demand for lightweight materials and design concepts, are assessed as a part of the circular economy solutions in modern mobility and transportation. The current strategies that aim beyond the basic weight reduction and cover also the structural efficiency as well as the economic and environmental impact are explained with an essence of guidelines for materials selection with an eco-friendly approach, substitution rules, and a paradigm of the multi-material design. Particular attention is paid to the metallic alloys sector and progress in global R&D activities that cover the “lightweight steel”, conventional aluminum, and magnesium alloys, together with well-established technologies of components manufacturing and future-oriented solutions, and with both adjusting to a transition from internal combustion engines to electric vehicles. Moreover, opportunities and challenges that the lightweighting creates are discussed with strategies of achieving its goals through structural engineering, including the metal-matrix composites, laminates, sandwich structures, and bionic-inspired archetypes. The profound role of the aerospace and car-racing industries is emphasized as the key drivers of lightweighting in mainstream automotive vehicles.
[3]
Stoyakina E.
A. Mechanical properties of aluminium-matrix composite materilas reinforced with SiC Particles, depending on the matrix alloy
[C]. Trudy VIAM., 2018
[本文引用: 1]
[4]
Jin P, Liu Y, Li S, et al.
Aerospace applications of particulate reinforced aluminum matrix composites
[J]. Mater Reports., 2009, 23(11): 24
[本文引用: 1]
金 鹏, 刘 越, 李 曙, 肖伯律.
颗粒增强铝基复合材料在航空航天领域的应用
[J]. 材料导报, 2009, 23(11): 24
[本文引用: 1]
[5]
Zeng M X, Liu Z M, Li W T, et al.
Property of Al-Zn-Mg-(Cu) alloy after linear heating aging treatment
[J]. Chin.J.Mater. Res., 2015, 29(3): 235
[本文引用: 1]
曾苗霞, 林振铭, 李文涛, 等.
Al-Zn-Mg-(Cu)合金线性升温时效后的性能
[J]. 材料研究学报, 2015, 29(3): 235
DOI [本文引用: 1]
用差示扫描量热分析(DSC)、硬度分析、透射电镜(TEM)、三维原子探针(3DAP)分析等手段研究了Al-Zn-Mg-(Cu)合金线性升温时效析出相的析出规律、性能变化和Cu对合金的影响
结果表明: 随着时效温度的提高Al-Zn-Mg合金和 Al-Zn-Mg-Cu合金的硬度先上升达到峰值然后下降, Al-Zn-Mg-Cu合金的硬度高于Al-Zn-Mg合金
线性升温峰时效后两种合金的主要析出相为η'相, 都含有少量的GP区和η相
Cu的添加改变了析出相的化学成分和结构, 延缓了亚稳相向平衡相的转变
[6]
Azarniya A, Taheri A K, Taheri K K.
Recent advances in ageing of 7xxx series aluminum alloys:A physical metallurgy perspective
[J]. J. Alloys Compd., 2019, 781: 945
DOIURL [本文引用: 1]
[7]
Ravi Kumar N V, Dwarakadasa E S.
Effect of matrix strength on the mechanical properties of Al-Zn-Mg/SiCP composites
[J]. Composites: Part A., 2000, 31: 1139
DOIURL [本文引用: 2]
[8]
Kulkarni M D, Robi P S, Prasad P C, et al.
Fracture toughness and fractography of cast and extruded 7075 Al-SiC particulate composites
[J]. Scripta Mater., 1994, 31(3):237
DOIURL [本文引用: 1]
[9]
Manoharan M, Lewandowski J J.
Crack initiation and growth toughness of an aluminum metal-matrix composite
[J]. Acta Metall Mater., 1990, 38(3): 489
DOIURL [本文引用: 1]
[10]
Ma G N, Wang D, Liu Z Y, et al.
An investigation on particle weakening in T6-treated SiC/Al-Zn-Mg-Cu Composites
[J]. Mater.Charact., 2019, 158: 109966
[本文引用: 2]
[11]
Ma G N, Wang D, Liu Z Y, et al.
Effect of hot pressing temperature on microstructure and tensile properties of SiC/Al-Zn-Mg-Cu composites
[J]. Acta Metall Sin, 2019, 55(10): 1319
DOI [本文引用: 1]
Particulate reinforced aluminum matrix composites have been widely used in industrial fields. In general, high strength aluminium alloys, such as 2024Al are employed to produce stronger composites. However, the composites with high strength Al-Zn-Mg-Cu alloys as the matrices are paid relative attentions. Therefore, the corresponding optimization for fabrication parameters has not been well understood. In the present work, SiC particles with volume fraction of 15% reinforced Al-7.5Zn-2.8Mg-1.7Cu (mass fraction, %) composites were fabricated using powder metallurgy (PM) technique at hot pressing temperatures of 500, 520, 540 and 560 ℃. TEM, EPMA and tensile test were used to study the effect of hot pressing temperature on the microstructure and tensile properties of SiC/Al-Zn-Mg-Cu composites. The measured densities indicated that all the composites were completely condensed, no pores were observed. Undissolved phase containing Mg and Cu segregated in matrix of the composites hot pressed at 500 and 520 ℃, resulting in instable tensile properties. With increasing hot pressing temperature to 540 ℃, Mg and Cu were uniformly distributed in the composites which exhibited the stable tensile properties. With further increasing temperature to 560 ℃, Mg segregated around SiC particles due to interface reaction. In this case, the content of MgZn2 phase was decreased, resulting in the reduction of tensile strength. HAADF-STEM and EDS analyses showed that the interface compounds were oxide of Mg and coarse MgZn2 phase.
马国楠, 王 东, 刘振宇, 等.
热压烧结温度对SiC/Al-Zn-Mg-Cu复合材料微观结构与力学性能的影响
[J]. 金属学报, 2019, 55(10): 1319
DOI [本文引用: 1]
利用粉末冶金法制备了含15%SiC (体积分数)的SiC/Al-7.5Zn-2.8Mg-1.7Cu (质量分数,%)复合材料,采用TEM、EPMA和拉伸实验等分析测试手段,研究了热压烧结温度(500~560 ℃)对复合材料微观组织和力学性能的影响
结果表明,所选热压温度下均可制备致密无孔洞的复合材料坯锭
热压温度为500和520 ℃时,SiC/Al界面反应程度较轻,挤压棒材经T6热处理后,Zn元素均匀分布于基体中,但存在的少量富Mg微米级难溶相使复合材料的力学性能产生较大波动
当热压温度升高到540 ℃时,富Mg难溶相尺寸明显减小,元素分布变得更均匀,复合材料力学性能稳定性明显提升
当热压温度继续升高到560 ℃时,Mg元素开始向SiC颗粒周围偏聚,界面反应更加严重,而且降低了基体中MgZn<sub>2</sub>的体积分数,使复合材料抗拉强度明显下降
对560 ℃热压的复合材料进行高角度环形暗场像和EDS分析,发现SiC/Al界面同时存在含Mg氧化物和粗大的MgZn<sub>2</sub>沉淀相
[12]
Canakci A, Arslan F, Yasar I.
Pre-treatment process of B4C particles to improve incorporation into molten AA2014 alloy
[J]. J. Mater. Sci., 2007, 42: 9536
DOIURL [本文引用: 1]
[13]
Esther I, Dinaharan I, Murugan N.
Microstructure and sliding wear characterization of submicron and nanometric boron carbide particulate reinforced AA2124 aluminum matrix composites prepared by stir casting
[J]. Mater. Res. Express., 2019(6): 0865i3
[本文引用: 1]
[14]
Li Y Z, Wang Q Z, Wang W G, et al.
Interfacial reaction mechanism between matrix and reinforcement in B4C/6061Al composites
[J]. Materials Chemistry and Physics, 2015, 154: 107
DOIURL [本文引用: 1]
[15]
Gao M Q, Chen Z N, Kang H J, et al.
Microstructural characteristics and mechanical behavior of B4Cp/6061Al composites synthesized at different hot-pressing temperatures
[J]. J. Mater. Sci. Technol., 2019, 35(8): 1523
DOIURL [本文引用: 1]
[16]
Sharma A, Tirumuruhan B, G Set al Muthuvel.
Optimization of process parameters of boron carbide-reinforced Al-Zn-Mg-Cu matrix composite produced by pressure assisted sintering
[J]. J. Mater. Eng. Perform., 2022, 31(1): 328
DOI [本文引用: 1]
[17]
Sharma A, Sai S K V, Mrinal D, et al.
Ballistic performance of functionally graded boroncarbide reinforced Al-Zn-Mg-Cu alloy
[J]. J. Mater. Sci. Technol., 2022, 18: 4042
[本文引用: 1]
[18]
Wu C D, Fang P, Luo G Q.
Effect of plasma activated sintering parameters on microstructure and mechanical properties of Al-7075/B4C composites
[J]. J. Alloys Compd., 2014, 615: 276
DOIURL [本文引用: 1]
[19]
Ye T K, Xu Y X, Ren J.
Effects of SiC particle size on mechanical properties of SiC particle reinforced aluminum metal matrix composite
[J]. Mat. Sci. Eng. A., 2019, 753: 146
DOIURL [本文引用: 1]
[20]
Viala J C, Bouix J.
Chemical reactivity of aluminium with boron carbide
[J]. J. Mater. Sci., 1997, 32: 4559
DOIURL [本文引用: 1]
[21]
Pyzik A J, Beaman D R.
Al-B-C phase development and effects on mechanical properties of B4C/Al derived composites
[J]. J Am. Ceram. Soc., 1995, 78(2): 305
DOIURL [本文引用: 1]
[22]
Li Y Z, Wang Q Z, Wang W G, et al.
Effect of interfacial reaction on age-hardening ability of B4C/6061Al composites
[J]. Mat. Sci. Eng. A., 2015, 620: 445
DOIURL [本文引用: 1]
[23]
Li Y, Deng Y L, Fan S T, et al.
An in-situ study on the dissolution of intermetallic compounds in the Al-Zn-Mg-Cu alloy
[J]. J. Alloys Compd., 2020, 829: 154612
DOIURL [本文引用: 1]
[24]
Sha G, Cerezo A.
Early-stage precipitation in Al-Zn-Mg-Cu alloy(7050)
[J]. Acta Mater., 2004, 52(15): 4503
DOIURL [本文引用: 1]
[25]
Curle U A, Cornish L A, Govender G.
Predicting yield strengths of Al-Zn-Mg-Cu-(Zr) aluminum alloys based on alloy composition or hardness
[J]. Mater.Des., 2016, 99: 211
[本文引用: 1]
[26]
Li G, Wang F F, Zheng R, et al.
Microstructural evolution and strengthening mechanism of Al alloy matrix composites by applied high pulsed electromagnetic field
[J]. Chin. J. Mater. Res., 2016, 30(10): 745
DOI [本文引用: 1]
Nanometer sized Al2O3 reinforced Al-Zn-Mg-Cu matrix composites were subjected to treatments in high pulsed magnetic field with different magnetic induced intensity 2T, 3T and 4T. The results demonstrate that the residual stress arrives to a minimum of -1MPa by an applied 3T pulsed magnetic field, which decreased by 102.4% compared to that of the original composite. The applied magnetic field can relax the long range distance stresses between areas with dense and sparse dislocations respectively; Meanwhile, the magnetic field increases the mobility of dislocations and accelerate the release velocity of internal stress, then the residual stress is, thereafter, lowered. The tensile strength increased with the enhancement of magnetic induced intensity. By 4T magnetic field the introduced mass factor, which is a combined parameter to represent the tensile strength and elongation, was enhanced by 12.7% compared to that of the original composite. The high dislocation density is beneficial to the dislocation induced strengthening. Besides, an other important reason lies in that the applied magnetic field may facilitate the formation of metastable η'(MgZn2) phase as the main precipitates, which somewhat substitute the common η (MgZn2) phase. Thereby, the increase of η'(MgZn2) can improve the strength and toughness of composites. Furthermore,based on the first principle the density of electron spin state is calculated, which corresponds to the bonds formation process. By 2T magnetic field treatment, the fractograph of the composite exhibits the characteristic of ductile fracture that corresponds to a higher elongation of 9.3%, which is 12% higher than that of the original composite.
李桂荣, 王芳芳, 郑瑞, 等.
脉冲强磁场处理固态铝基复合材料的力学性能和强韧化机制
[J]. 材料研究学报, 2016, 30(10): 745
DOI [本文引用: 1]
在脉冲强磁场(2T、3T和4T)中对固态纳米Al<sub>2</sub>O<sub>3</sub>颗粒增强Al-Zn-Mg-Cu基复合材料进行磁场处理, 研究了磁场处理对复合材料的残余应力和拉伸性能的影响, 并分析了强化机制
结果表明: 在磁场强度B为3T时残余应力达到最小值(-1 MPa), 比磁场处理前初始态试样的残余应力降低了102.4%
外加磁场降低了位错密集区和稀疏区间的长程应力
在B=4T时材料的质量因数比磁场处理前初始态试样提高12.7%, 位错密度的提高有助于发挥位错强化机制; 在磁场的作用下合金的析出相以非稳态η'(MgZn<sub>2</sub>)相为主, 有助于材料强韧性的提高
基于第一性原理计算了在磁场作用下MgZn<sub>2</sub>相成键过程中的自旋态密度, 为η'相的析出提供了理论依据
在B=2T时材料拉伸断口的特征主要表现为韧性断裂, 对应较高的延伸率9.3%, 比磁场处理前的初始态试样提高了12%
[27]
Zou Y, Wu X D, Tang S B, et al.
Investigation on microstructure and mechanical properties of Al-Zn-Mg-Cu alloys with various Zn/Mg ratios
[J]. J. Mater. Sci. Technol., 2021, 85: 106
DOI [本文引用: 1]
The effects of Zn/Mg ratios on microstructure and mechanical properties of Al-Zn-Mg-Cu alloys aged at 150 °C have been investigated by using tensile tests, optical metallography, scanning electron microscopy, transmission electron microscopy and atom probe tomography analyses. With increasing Zn/Mg ratios, the ageing process is significantly accelerated and the time to peak ageing is reduced. T′ phase predominates in alloys of lower Zn/Mg ratios while η′ phase predominates in alloys with a Zn/Mg ratio over 2.86. Co-existence of T′ phase and η′ phase with a large number density is beneficial to the high strength of alloys. Such precipitates together with narrow precipitate free zones cause a brittle intergranular fracture. A strength model has been established to predict the co-strengthening effect of T′ phase and η′ phase in Al-Zn-Mg-Cu alloys, including the factors of the grain boundary, solid solution and precipitation.
[28]
Won Sung-Jae, Soa Hyeongsub, Kang Leeseung, et al.
Development of a high-strength Al-Zn-Mg-Cu-based alloy via multi-strengthening mechanisms
[J]. Scr. Mater, 2021, 205: 114216
DOIURL [本文引用: 1]
[29]
Preet M, Singh, John J.
Effects of heat treatment and reinforcement size on reinforcement fracture during tension testing of a SiCp discontinuously reinforced aluminum alloy
[J]. Metallurgical Transactions A., 1993, 24: 2531
DOIURL [本文引用: 1]
[30]
Suh Y S, Joshi S P, Ramesh K T.
An enhanced continuum model for size-dependent strengthening and failure of particle-reinforced composites
[J]. Acta Mater., 2009, 57: 5848
DOIURL [本文引用: 1]
[31]
Xiang Z B, Nie J H, Wei S H, et al.
Effects of particle-matrix matching on strengthening mechanism of particle reinforced Al matrix composites
[J]. Chin. J. Mater. Res., 2015, 29(10): 744
DOI [本文引用: 1]
Al-based composites of 25% SiCp/6061Al and 25% Al2O3/6061Al were fabricated by powder metallurgy method, and then suffered from different solution-aging treatments to ensure the composites with desired strength. The effect of particle-matrix compatibility on the tensile property of the composites was investigated by tensile test and SEM observation. Results show that the low strength Al2O3 particles were not suitable to strengthening the high strength 6061Al matrix. The effect of particle-matrix compatibility on strengthening mechanism was discussed, and it is believed that the particle-matrix compatibility affects the composite property through the stress transfer mechanism. The relationships between particle-matrix compatibility with the particle fracture and composites yielding were revealed, It is obtained that particle cracking decreased as particle strength increase, and finally an expression to represent the particle-matrix compatibility was summed up.
向兆兵, 聂俊辉, 魏少华, 等.
增强颗粒与基体适配性对颗粒增强铝基 复合材料强化机理的影响
[J]. 材料研究学报, 2015, 29(10): 744
DOI [本文引用: 1]
用粉末冶金法制备了分别用Al<sub>2</sub>O<sub>3</sub>、SiC颗粒增强的颗粒体积分数为25%的6061Al基复合材料, 在不同温度对其进行固溶-时效热处理, 通过拉伸曲线分析和断口SEM分析研究了增强颗粒与基体适配性对颗粒增强铝基复合材料拉伸性能的影响
结果表明, 低强度Al<sub>2</sub>O<sub>3</sub>颗粒不适合用于增强高强度的6061Al基体; 研究了增强颗粒与基体适配性对颗粒增强铝基复合材料强化机制的影响, 发现主要通过影响应力传递机制来影响复合材料性能; 揭示了适配性与增强颗粒开裂、复合材料屈服之间的关系, 得出增强颗粒相对于基体强度越高, 颗粒开裂越少, 并总结了一种表示增强颗粒与基体适配性关系的方法
[32]
Kok M.
Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites
[J]. J.Mater.Process Technol., 2005, 161: 381
[本文引用: 1]
[33]
Yang Z Y, Fan J Z, Liu Y Q, et al.
Effect of the particle size and matrix strength on strengthening and damage process of the particle reinforced metal matrix composites
[J]. Materials., 2021, 14: 675
DOIURL [本文引用: 1]
Roles of the particle, strengthening, and weakening during deformation of the particle reinforced metal matrix composite, were studied using in situ technique. Composites with three different strengths Al-Cu-Mg alloy matrices reinforced by three sizes SiC particles were manufactured and subjected to in situ tensile testing. Based on in situ observation, damage process, fraction and size distribution of the cracked particles were collected to investigate the behavior of the particle during composite deformation. The presence of the particle strengthens the composite, while the particle cracking under high load weakens the composite. This strengthening to weakening transformation is controlled by the damage process of the particle and decided by the particle strength, size distribution, and the matrix flow behavior together. With a proper match of the particle and matrix, an effective strengthening can be obtained. Finally, the effective match range of the particle and the matrix was defined as a function of the particle size and the matrix strength.
[34]
Guo X L, Guo Q, Nie J H, et al.
Particle size effect on the interfacial properties of SiC particle-reinforced Al-Cu-Mg composites
[J]. Mat. Sci. Eng. A. Struct., 2018, 711: 643
DOIURL [本文引用: 1]
[35]
Xiao B L, Bi J, Zhao M J, et al.
Effects of SiCp size on tensile property of aluminum matrix composites fabricated by powder metallurgical method
[J]. Acta.Metall Sin., 2002, 38(9): 1006
肖伯律, 毕 敬, 赵明久,
等.
碳化硅尺寸对铝基复合材料拉伸性能和断裂机制的影响
[J]. 金属学报, 2002, 38(9): 1006.
对粉末冶金法制备的不同尺寸SiCp增强铝基复合材料的拉伸性能进行了研究.结果表明,小尺寸SiCp(<7 μm)复合材料断裂以界面处基体撕裂为主,强度较高.大尺寸SiCp增强复合材料断裂以SiCp解理为主,强度较低,但塑性比小尺寸颗粒增强复合材料要高体积分数为1 7%,尺寸为7μm颗粒复合材料拉伸性能最好.
[36]
Jin P, Liu Y, Lin S, et al.
Effects of SiC particle size on tensile property and fracture behavior on partile reinforced aluminum metal matrix composites
[J]. Chin. J. Mater. Res., 2009, 23(2): 211
[本文引用: 1]
金 鹏, 刘 越, 李 曙,
等.
碳化硅增强铝基复合材料的力学性能和断裂机制
[J]. 材料研究学报, 2009, 23(2): 211
[本文引用: 1]
[37]
Ma G N, Wang D, Xiao B L.
Efect of particle size on mechanical properties and fracture behaviors of age-hardening SiC/Al-Zn-Mg-Cu composites
[J]. Acta. Metall. Sin., 2021, 34: 1447
DOI [本文引用: 1]
[38]
Liu R X, Wu C D, Zhang J, et al.
Microstructure and mechanical behaviors of the ultrafine grainedAA7075/B4C composites synthesized via one-step consolidation
[J]. J. Alloys Compd., 2018, 748: 737
DOIURL [本文引用: 1]
[39]
Wen H, Topping T D, Isheim D, et al.
Strengthening mechanisms in a high-strength bulk nanostructured Cu-Zn-Al alloy processed via cryomilling and spark plasma sintering
[J]. Acta Mater., 2013, 61(8): 2769
DOIURL [本文引用: 1]
[40]
Bembalge O B, Panigrahi S K.
Development and strengthening mechanisms of bulk ultrafine grained AA6063/SiC composite sheets with varying reinforcement size ranging from nano to micro domain
[J]. J. Alloys Compd., 2018, 766: 355
DOIURL [本文引用: 1]
The current state and trend of metal matrix composites
1
2010
声明:
“增强颗粒尺寸对B4C/Al-Zn-Mg-Cu复合材料微观组织及力学性能的影响” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 604
编辑:中冶有色技术网
来源:谢东航,潘冉,朱士泽,王东,刘振宇,昝宇宁,肖伯律,马宗义
604
编辑:中冶有色技术网
来源:谢东航,潘冉,朱士泽,王东,刘振宇,昝宇宁,肖伯律,马宗义
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




