1.本实用新型属于航空技术领域,涉及属于航空制造技术领域,具体涉及一种防止零件在热处理时变形的工装,特别涉及一种300m钢接头在真空热处理条件下,防止其在淬火加热保温后油冷却过程中产生的形变。
背景技术:
2.在航空制造领域,要求300m钢类接头要进行的最终热处理为淬回火,强度要求一般为1960
±
100mpa,真空热处理时主要工序有预热+淬火+回火,其中预热温度为650℃;淬火时间为870℃,冷却方式为24~70℃、油冷;回火温度为300℃,冷却方式为空冷。由于该零件径向尺寸大,宽度窄,壁厚薄,槽型结构,最终热处理后变形大,平面翘曲大,热处理后校正难,现有解决热处理淬火变形的措施是通过消除余量的方法进行解决,因此零件热处理前零件通常需要留出很大的加工余量进行磨削加工,经过多次研磨,不仅机加难度大、增加加工工时,还需要增加消除应力退火等工序;另外一种校正方法为热处理后进行压力机校正,由于零件热处理后强度增加,进行压力校正难度大,劳动强度大,经过自然时效,零件易发生再次变形。具体见图1,接头在进行最终热处理过程中极易产生形变。因此,需要设计防止热处理变形的工装,以减小热处理过程中形变。
技术实现要素:
3.实用新型的目的:提供一种防止热处理变形的工装,防止300m钢类接头在淬火加热保温后油冷却过程中产生的形变。
4.技术方案:提供一种防止热处理变形的工装,用于防止接头在热处理过程中变形,所述接头1沿长度方向为台阶型结构,接头中部为中空槽体10,槽体10的两个侧壁11为台阶型结构.所述工装包括压板垫块2和衬圈3;
5.接头1在热处理时,压板垫块2的两端与接头1两个侧壁11的底板面固定连接;衬圈3间隙设置于槽体10内。
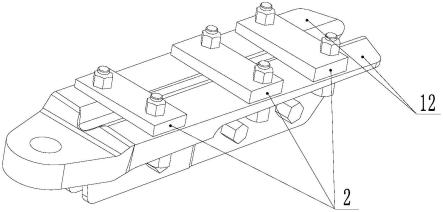
6.进一步地,接头1沿长度方向安装有多个压板垫块2;压板垫块2的两端通过螺栓与侧壁11的底板面12固定连接,用于防止槽体10在热处理过程中发生变形。
7.进一步地,槽体10的两个侧壁11为斜坡结构;衬圈3通过螺栓限位于槽体10内。
8.进一步地,衬圈3与螺栓间隙配合,避免衬圈3对接头冷却速率产生影响。
9.进一步地,衬圈3的厚度h比槽体10的宽度小0.05mm,避免衬圈3安装过程中,对槽体10的两个侧壁11产生压应力。
10.进一步地,衬圈3为20#钢。
11.技术效果:提供一种有效改善300m钢类带槽形薄壁零件及经横向尺寸差异较大的零件的热处理淬火冷却过程中防变形夹具;压板垫块不影响零件在加热过程中的热能传递,同时冷却时能降低内外冷却速度差异;中间垫圈为中空设计,可以保证零件凹槽外形,又不影响零件的加热冷却速率。在保证零件加热及冷却速度差异小的同时保证压块多次使
用不易发生变形,便于该夹具多次使用,且结构简单。
附图说明
12.图1是零件示意图,上图为剖视图、下图为俯视图;
13.图2是零件轴视图;
14.图3是零件加装衬圈示意图;
15.图4为工装装配面位置示意图;
16.图5是螺栓图,左图为主视图、右图为侧视图;
17.图6是衬圈图,左图为主视图、右图为侧视图;
18.图7是压板垫块图,左图为主视图、右图为侧视图。
具体实施方式
19.实施例1
20.结合图1至图7所示,提供一种防止热处理变形的工装,用于防止接头在热处理过程中变形,所述接头1沿长度方向为台阶型结构,接头中部为中空槽体10,槽体10的两个侧壁11为台阶型结构;
21.所述工装包括压板垫块2和衬圈3;接头1在热处理时,压板垫块2的两端与接头1两个侧壁11的底板面固定连接;衬圈3间隙设置于槽体10内。
22.本实施例,接头1沿长度方向安装有多个压板垫块2;压板垫块2的两端通过螺栓与侧壁11的底板面12固定连接,用于防止槽体10在热处理过程中发生变形。槽体10的两个侧壁11为斜坡结构;衬圈3通过螺栓限位于槽体10内。
23.结合图3,衬圈3与螺栓间隙配合,避免衬圈3对接头冷却速率产生影响。衬圈3的厚度h比槽体10的宽度小0.05mm,避免衬圈3安装过程中,对槽体10的两个侧壁11产生压应力。本实施例,衬圈3为20#或a3材料,具有经济适用,加工简单的特点,且在实际生产中发现,其作为热处理工装材料时,具有不易变形的特点。
24.本实施例的应用方法为:
25.结合图1至图4,螺栓(图2所示)通过示意位置零件本身的孔与螺母进行压紧配合,给零件经向施加应力,使零件在淬火冷却过程中槽型壁两侧底板面不会产生翘曲变形,保证零件在淬火冷却过程中底板面始终保持在同一个平面上,螺母与零件壁之间装有小垫片,用于保护零件表面,防止在上紧螺母的过程中划伤零件表面。衬圈位置装配如图3所示,一个零件的槽内在不同的位置选取三个点进行装配衬圈,在零件壁较厚的一方的槽内装配长度为负差的衬圈,在零件中部及尾部装配长度为正差的衬圈(该类零件的槽型尺寸有两种,分别为11.5mm、12mm),以保证较薄壁面应力的强度,槽型壁上有零件本身的孔,通过零件孔使用螺栓与螺母将衬圈压紧在零件槽内,给槽型壁两侧施加应力,保证零件槽型壁始终保持相互平行,不会产生扭曲变形,同理,在螺栓及螺母与零件壁接触面上置有小垫片,防止划伤零件表面。
技术特征:
1.一种防止热处理变形的工装,用于防止接头在热处理过程中变形,其特征在于,所述接头(1)沿长度方向为台阶型结构,接头中部为中空槽体(10),槽体(10)的两个侧壁(11)为台阶型结构;所述工装包括压板垫块(2)和衬圈(3);接头(1)在热处理时,压板垫块(2)的两端与接头(1)两个侧壁(11)的底板面固定连接;衬圈(3)间隙设置于槽体(10)内。2.根据权利要求1所述防止热处理变形的工装,其特征在于,接头(1)沿长度方向安装有多个压板垫块(2);压板垫块(2)的两端通过螺栓与侧壁(11)的底板面(12)固定连接,用于防止槽体(10)在热处理过程中发生变形。3.根据权利要求1所述防止热处理变形的工装,其特征在于,槽体(10)的两个侧壁(11)为斜坡结构;衬圈(3)通过螺栓限位于槽体(10)内。4.根据权利要求3所述防止热处理变形的工装,其特征在于,衬圈(3)与螺栓间隙配合,避免衬圈(3)对接头冷却速率产生影响。5.根据权利要求3所述防止热处理变形的工装,其特征在于,衬圈(3)的厚度h比槽体(10)的宽度小0.05mm,避免衬圈(3)安装过程中,对槽体(10)的两个侧壁(11)产生压应力。6.根据权利要求1所述防止热处理变形的工装,其特征在于,衬圈(3)为20#钢。
技术总结
本实用新型属于航空技术领域,具体涉及一种防止热处理变形的工装,用于防止接头在热处理过程中变形;所述接头(1)沿长度方向为台阶型结构,接头中部为中空槽体(10),槽体(10)的两个侧壁(11)为台阶型结构;所述工装包括压板垫块(2)和衬圈(3);接头(1)在热处理时,压板垫块(2)的两端与接头(1)两个侧壁(11)的底板面固定连接;衬圈(3)间隙设置于槽体(10)内。衬圈(3)间隙设置于槽体(10)内。衬圈(3)间隙设置于槽体(10)内。
技术研发人员:刘苗 吴刚 陈程 刘欣 江文彬
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:2021.11.11
技术公布日:2022/6/28
声明:
“防止热处理变形的工装的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 652
编辑:中冶有色技术网
来源:陕西飞机工业有限责任公司
652
编辑:中冶有色技术网
来源:陕西飞机工业有限责任公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




