一种tb6钛合金铸锭均匀化处理方法
技术领域
1.本发明属于钛合金材料制备技术领域,具体涉及一种tb6钛合金铸锭均匀化处理方法。
背景技术:
2.tb6钛合金(ti-10v-2fe-3al)是为适应损伤容限设计方法的需要,于20世纪70年代后期发展的一种高强高韧近β型钛合金。该合金具有一系列的优点,例如比强度高、断裂韧性好、各向异性小、淬透截面大、锻造温度低、抗应力腐蚀能力强等。tb6钛合金主要用于制造飞机横梁、滑轨、接头、起落架和隔框等。
3.影响国内tb6合金大规格应用的主要原因之一就是在该合金大规格锻件制造过程中易产生β斑缺陷,tb6钛合金在真空自耗电弧炉熔炼过程中,易形成fe偏析,产生β斑,且得不到有效的控制。tb6合金β斑形成的主要原因为合金局部fe成分的偏析富集,而fe成分局部偏析富集是在合金熔炼过程中产生的偏析的存在会造成力学性能差,组织不均匀,进而引起产品的失效。
技术实现要素:
4.鉴于现有技术的上述情况,本发明的目的是提供一种tb6钛合金铸锭均匀化处理方法,消除或降低tb6钛合金铸锭的成分偏析。
5.本发明的上述目的通过以下技术方案来实现:
6.一种tb6钛合金铸锭均匀化处理方法,包括:
7.喷涂和加热保温处理,包括将tb6钛合金铸锭在200~300℃预热,先喷涂一层高温防氧化剂tb1200,厚度1~2mm,再喷涂一层低温防氧化剂ti-7,厚度1~2mm,低温的防氧化剂在600~800℃时,氧化剂熔化可以将高温防氧化剂牢牢包裹在铸锭上,退火温度达到1000℃以上时,高温防氧化剂更好的起到防止氧化的作用。喷涂后的铸锭随炉升温至退火温度,保温预定时间,出炉冷却至400℃以下。
8.其中在所述退火温度为1180℃~1200℃时,执行所述喷涂和加热保温处理4次以上,保温时间总计不少于40小时。
9.其中在所述退火温度为1200℃~1300℃时,执行所述喷涂和加热保温处理3次以上,保温时间总计不少于30小时。
10.其中在所述退火温度为1300℃~1400℃时,执行所述喷涂和加热保温处理2次以上,保温时间总计不少于20小时。
11.fe偏析在tb6钛合金的锻造、热处理等热加工环节不能被消除,但可以通过相变点以上均匀化退火进行消除或减轻偏析程度,本发明提供的低成本均匀化退火技术,通过原子的扩散来达到成分均匀,起决定作用的是受均匀化退火温度影响的原子扩散速度,而在同一温度下适度地延长退火时间是有助于充分扩散的,但退火时间超过一定时间之后,均匀化的效果不会有大的改变,对组织和性能的改善作用不大,但合金的氧化程度会大大增
加。通过本发明的tb6钛合金铸锭均匀化处理方法,既可以减轻或消除β斑也可以解决普通均匀化退火造成的氧化皮厚的问题。
附图说明
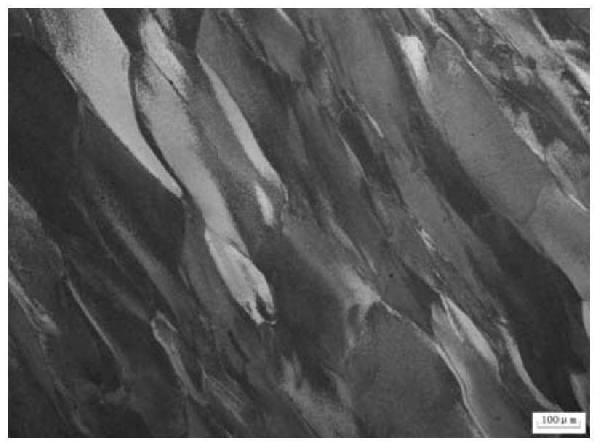
12.图1是应用本发明实施例1之前的tb6钛合金的高倍组织图;
13.图2是应用本发明实施例1之后的tb6钛合金的高倍组织图。
具体实施方式
14.为了更清楚地理解本发明的目的、技术方案及优点,以下结合实施例对本发明进行进一步详细说明。
15.fe偏析在tb6钛合金的锻造、热处理等热加工环节不能被消除,可以通过相变点以上均匀化退火进行消除或减轻偏析程度,因此本发明提供一种低成本的均匀化退火技术,即可以减轻或消除β斑也可以解决普通均匀化退火造成的氧化皮厚的问题。
16.具体的技术方案如下:
17.在1180℃~1200℃退火时,将tb6钛合金铸锭预热200~300℃,先喷涂一层高温防氧化剂tb1200,厚度1~2mm,再喷涂一层低温防氧化剂ti-7,厚度1~2mm,喷涂后的铸锭随炉升温至退火温度1180℃~1200℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理4次以上,保温时间总计不少于40小时。
18.或者,在1200℃~1300℃退火时,将tb6钛合金铸锭预热200~300℃,先喷涂一层高温防氧化剂tb1200,厚度1~2mm,再喷涂一层低温防氧化剂ti-7,厚度1~2mm,喷涂后的铸锭随炉升温至1200℃~1300℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理3次以上,保温时间总计不少于30小时。
19.或者,在1300℃~1400℃退火时,将tb6钛合金铸锭预热200~300℃,先喷涂一层高温防氧化剂tb1200,厚度1~2mm,再喷涂一层低温防氧化剂ti-7,厚度1~2mm,喷涂后的铸锭随炉升温至1300℃~1400℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理2次以上,保温时间总计不少于20小时。
20.完成均匀化退火的tb6钛合金铸锭1150℃开坯,再经过单相区和两相区交替锻造的“高低高”改锻。
21.实施例1:
22.将tb6钛合金铸锭预热200℃,先喷涂一层高温防氧化剂tb1200(可以从北京天力创科技有限公司获得),厚度2mm,再喷涂一层低温防氧化剂ti-7(可以从北京天力创科技有限公司获得),厚度2mm,喷涂后的铸锭随炉升温至退火温度1180℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理4次,保温时间总计40小时。图1是未经本方案处理的铸锭再经过单相区和两相区交替锻造的“高低高”改锻后的高倍组织,存在严重的β斑,图2是经本发明工艺方案处理后的铸锭再经过单相区和两相区交替锻造的“高低高”改锻后的高倍组织,其组织中未见明显的β斑,且组织均匀细小。另外,尽管本实施例中高温防氧化剂和低温防氧化剂分别采用了上面所述的tb1200和ti-7,不过本发明不限于此,也可以采用其他类似的钛合金用高温防氧化剂和低温防氧化剂。
23.实施例2:
24.将tb6钛合金铸锭预热300℃,先喷涂一层高温防氧化剂tb1200,厚度2mm,再喷涂一层低温防氧化剂ti-7,厚度1mm,喷涂后的铸锭随炉升温至退火温度1250℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理3次,保温时间总计30小时。
25.实施例3:
26.将tb6钛合金铸锭预热300℃,先喷涂一层高温防氧化剂tb1200,厚度1mm,再喷涂一层低温防氧化剂ti-7,厚度1mm,喷涂后的铸锭随炉升温至退火温度1350℃,保温10h,出炉冷却至400℃以下。执行所述喷涂和加热保温处理2次,保温时间总计20小时。
技术特征:
1.一种tb6钛合金铸锭均匀化处理方法,包括:喷涂和加热保温处理,包括将tb6钛合金铸锭在200~300℃预热,先喷涂一层高温防氧化剂,再喷涂一层低温防氧化剂,喷涂后的tb6钛合金铸锭随炉升温至退火温度,保温预定时间,出炉冷却至400℃以下;其中在所述退火温度为1180℃~1200℃时,执行所述喷涂和加热保温处理4次以上,保温时间总计不少于40小时;其中在所述退火温度为1200℃~1300℃时,执行所述喷涂和加热保温处理3次以上,保温时间总计不少于30小时;其中在所述退火温度为1300℃~1400℃时,执行所述喷涂和加热保温处理2次以上,保温时间总计不少于20小时。2.按照权利要求1所述的方法,其中所述高温防氧化剂为tb1200。3.按照权利要求1所述的方法,其中每层高温防氧化剂的厚度为1~2mm。4.按照权利要求1所述的方法,其中所述低温防氧化剂为ti-7。5.按照权利要求1所述的方法,其中每层低温防氧化剂的厚度为1~2mm。6.按照权利要求1所述的方法,其中所述预定时间为10小时。
技术总结
本发明涉及一种TB6钛合金铸锭均匀化处理方法,将TB6钛合金铸锭预热200~300℃,先喷涂一层高温防氧化剂,再喷涂一层低温防氧化剂,喷涂后的TB6钛合金铸锭随炉升温至退火温度,保温预定时间,出炉冷却至400℃以下,退火温度为1180℃~1200℃时,保温时间总计不少于40小时;退火温度为1200℃~1300℃时,保温时间总计不少于30小时;退火温度为1300℃~1400℃时,保温时间总计不少于20小时。本发明的TB6钛合金铸锭均匀化处理方法,既可以减轻或消除β斑也可以解决普通均匀化退火造成的氧化皮厚的问题。的问题。的问题。
技术研发人员:李志燕 黄旭 辛洋阳 李浩
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:2022.06.17
技术公布日:2022/9/6
声明:
“TB6钛合金铸锭均匀化处理方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 462
编辑:中冶有色技术网
来源:中国航发北京航空材料研究院
462
编辑:中冶有色技术网
来源:中国航发北京航空材料研究院
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




