一种抗腐蚀、抗高温氧化的新型co基高温合金涂层及其制备方法
技术领域
1.本发明属于金属材料技术领域,具体涉及一种抗腐蚀、抗高温氧化的新型co基高温合金涂层及其制备方法。
背景技术:
2.高温合金凭借优异的抗氧化和抗热腐蚀性能在航空发动机、汽车发动机、燃气轮机、核电、石油化工等众多领域广泛应用。在众多应用领域中,航空航天仍然占据最重要地位,占需求总量的55%,其次是电力行业,占比达20%。然而,由于传统ni基高温合金熔点的限制,其承温能力的提升极为有限,因此,研发具有更高承温能力的高温结构材料是航空航天的重点研究方向。co基合金与ni基合金相比,具有较高的初熔温度(约1495℃)、更好的抗热腐蚀和耐磨损性能。一般来讲,co基合金粉末具有比fe基、ni基高温合金更优越的高温性能。因此,为了使航空发动机零部件免受高温腐蚀和高温氧化,提高合金的稳定性,研发新型的co基高温合金很有必要。
技术实现要素:
3.本发明提供了一种抗腐蚀、抗高温氧化的新型co基高温合金涂层及其制备方法,旨在廉价的q235表面制备符合耐高温抗氧化要求的大面积、且与q235基体结合良好的低成本的co基合金涂层。
4.本发明具体是通过如下技术方案实现的:
5.一种抗腐蚀、抗高温氧化的新型co基高温合金涂层,该涂层元素成分按质量百分数包括:1.16wt%的c、30.19wt%的cr、1.09wt%的si、2.50wt%的ni、2.54wt%的fe、0.15wt%的mo、4.47wt%的w、0
?
1wt%的y2o3,余量为co。
6.进一步地,所述涂层元素成分按质量百分数包括:1.16wt%的c、30.19wt%的cr、1.09wt%的si、2.50wt%的ni、2.54wt%的fe、0.15wt%的mo、4.47wt%的w、0.5wt%的y2o3,余量为co。
7.进一步地,所述涂层元素原料粉末均为100
?
150目。
8.加入si和mo主要为了增加合金的流动性,提高铸造性能,同时加强熔体脱氧作用并有利于控制s的含量。si的加入对高温合金氧化行为的影响是正面的,si的加入抑制了金属离子向外扩散和氧离子向内扩散,si的存在促进了cr2o3的成核,因此可以快速形成连续的cr2o3保护层。w固溶于基体中起到固溶强化作用,使合金具有更高的高温强度。cr的添加可增加合金的氧化性能。
9.
稀土或稀土氧化物可以增强合金氧化膜的黏附性和致密性,细化晶粒,并且是晶界和枝晶间强化元素,从而显著提高合金的综合性能。因y2o3含稀土元素y,故既可强化合金,又可大幅度改善合金的抗氧化性能。因此在co基高温合金中添加y2o3可以提高涂层的耐蚀性和抗高温氧化性能。
10.本发明人在实验过程中得出,合理的添加y2o3对于co基高温合金涂层的耐蚀性和抗高温氧化性能是有利的,适量的y2o3有利促进晶粒细化,以及提高了氧化皮的粘附性和抗剥落性,从而提高涂层的高温抗氧化性能。但是过高的y2o3反而会粗化晶粒,以及在高温氧化过程中多余的y2o3会和cr2o3生成ycro3,会使氧化层抗剥落性能恶化,从而降低涂层的高温抗氧化性能。考虑到新型co高温合金涂层的综合性能,添加的y2o3的含量不宜过高,因此将y2o3的含量确定为0.5wt.%。
11.进一步地,所述涂层的制备方法为等离子熔覆技术。
12.进一步地,所述等离子熔覆技术工艺参数为:工作电流为90
?
95a,等离子气体流量为1.5
?
2l/min,送粉转速为8
?
9r/s,保护气体流量为4
?
10l/min,焊接速度3
?
4mm/s,递进距离2.5
?
3mm,送粉气体流量2
?
2.5l/min。
13.与其他技术相比,等离子熔覆技术具有如下优点:熔覆层组织均匀,孔隙率低,稀释率低;对工件尺寸、形状以及场地无特定要求;适用材料广泛,可用于微雾化镍、钴、铁或铜基粉末;设备简单、容易自动化,操作便捷,生产效率高等,能量集中、效率高。
14.进一步地,所述等离子熔覆使用的设备为等离子弧粉末堆焊机,型号为dml
?
03ad。
15.与现有技术相比,本发明的有益效果是:
16.本发明通过等离子熔覆技术在q235表面制备大面积的钴基高温合金涂层,试验后最优的工艺参数在基体表面堆焊熔覆。添加了y2o3的涂层中y2o3颗粒可以作为氧化物特别是cr2o3的成核中心,从而促进cr2o3的形成。在y2o3含量为0.5wt%的合金中,在氧化循环中形成了更多的尖晶石氧化物,即nicr2o4和cocr2o4,而尖晶石氧化物的存在降低了氧化速率。此外,y2o3的添加提高了氧化皮的粘附性和抗剥落性,贫cr区减少。本发明制备得到的新型co基高温合金涂层具有优异的高温抗氧化性、耐蚀性。
附图说明
17.图1是等离子熔覆过程示意图。
18.图2采用等离子熔覆技术在q235上堆焊的矩形新型co基高温合金涂层。
19.图3是加入0.5wt%y2o3的co基高温合金涂层的截面sem图。
20.图4是未加入y2o3、加入0.5wt%y2o3和加入1wt%y2o3的co基高温合金涂层的近表面sem图。
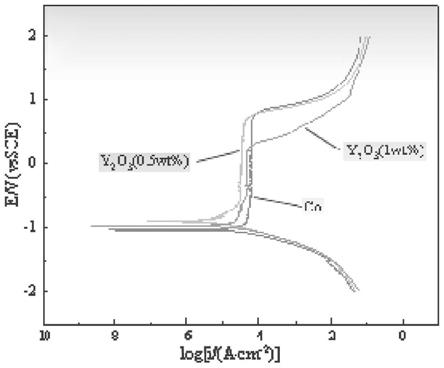
21.图5是未加入y2o3、加入0.5wt%y2o3和加入1wt%y2o3的co基高温合金涂层的极化曲线。
22.图6是未加入y2o3、加入0.5wt%y2o3和加入1wt%y2o3的co基高温合金在1000℃循环氧化下的增重曲线和(g
+
)2和氧化时间的关系图。
23.图7是未加入y2o3、加入0.5wt%y2o3和加入1wt%y2o3的co基高温合金在1000℃循环氧化下的截面sem图。
24.图8是未加入y2o3、加入0.5wt%y2o3和加入1wt%y2o3的co基高温合金在1000℃循环氧化下的xrd图谱。
具体实施方式
25.为使本发明目的、技术方案和优点更加清楚,下面将结合实施例对本发明的技术
方案进行更进一步描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
26.实施例
27.一种抗腐蚀、抗高温氧化的co基高温合金涂层,成分如表1所示:
28.表1:co基合金涂层成分
[0029][0030]
避免粉末中可能含有的水分影响涂层质量,因此将混合均匀的粉末放入真空干燥箱进行烘干,温度为110℃,时间120min后待用。
[0031]
采用等离子弧粉末堆焊机,型号为dml
?
03ad。在等离子熔覆过程中,送粉方式为同步送粉。主要步骤如下:第一步,将配比好的co基粉末原料和掺杂的y2o3粉末进行均匀化处理,在烘箱中烘干,待用;第二步,等离子熔覆新型co基涂层工艺参数的优化;第三步,以优化工艺为基础,进行适当的调整实验参数,制备新型co基涂层;第四步,将得到的熔覆涂层组织进行表征表征;第五步,实验结果反馈,调整合适熔覆工艺参数。得出的较优熔覆工艺参数如表2所示:
[0032]
表2:熔覆参数
[0033][0034]
采用的等离子熔覆示意图见图1。
[0035]
等离子熔覆后,用线切割将涂层从基体上剥离,切成5
×5×
3mm和10
×
10
×
3mm大小的样品,将每种成分的涂层用240#、800#、1200#、2000#砂纸将样品6个表面打磨光洁。再进行xrd、sem、eds检测分析。图3是加入0.5wt%y2o3的co基高温合金涂层的截面sem图,可以看出涂层与基体结合紧密,无空洞和间隙,说明涂层制备工艺和参数可行。本发明中涂层的稀释率都在9%
?
20%之间,稀释率适中,熔覆层与基体的结合性能良好,能与q235基体冶金结合,熔覆层不会被基体过度稀释,涂层性能良好。
[0036]
本发明中添加0.5wt%y2o3后涂层中部的组织得到细化,晶粒细化可以改善涂层的力学性能,以及添加的稀土y的离子半径大,在氧化物内的溶解度低,容易在晶界或界面发生偏聚。偏聚于界面的稀土y可减少s、p,c等杂质在界面的聚集,从而使界面净化而提高界面结合强度,所以添加0.5wt%y2o3的涂层表面较致密。
[0037]
按照
电化学测试标准将试样切割为10
×
10
×
3mm的块体,在块体表面焊上20cm的铜导线,经过环氧树脂密封,其中环氧树脂要盖住暴露出外面的铜线,再经过打磨
?
抛光后
制成电化学腐蚀式样。采用cs150电化学工作站对式样进行腐蚀性能测试,以甘汞电极(sce)作为参比电极,pt为对电极,试样为工作电极,采用常温3.5%nacl溶液作为电解液,对涂层进行电化学腐蚀实验。在极化曲线开始测量前,将试样在腐蚀溶液中浸泡至开路自腐蚀电位稳定,实验过程中扫描速率为0.5mv/s,扫描范围为
?
2v~+2v。
[0038]
本发明中添加y2o3后涂层的耐腐蚀性都有所提高,其中作为本发明中的新型co基高温合金涂层的电化学腐蚀中,其中添加了0.5wt%y2o3的新型co基高温合金涂层的极化电阻是未添加co基高温合金涂层的4.4倍。腐蚀参数如下表:
[0039]
表3:腐蚀参数
[0040][0041]
本发明的循环氧化实验根据hb5258
?
2000《钢及高温合金的抗氧化性测定试验方法》完成。实验过程中将涂层及坩埚置于高温炉中分别进行1000℃高温循环氧化实验,每隔10h取出称重后放回高温炉进行下一次氧化,氧化增重结果按照hb5258
?
2000标准处理。根据循环氧化实验结果,制备好的涂层的循环氧化增重如图6,可以看出涂层的增重遵循抛物线规律,以及涂层的(g
+
)2与时间t的关系图。可以看到添加0.5wt%y2o3的新型co基涂层的氧化性能最好。
[0042]
图7为涂层的氧化截面图,在添加0.5wt%y2o3涂层中y2o3颗粒可以作为氧化物特别是cr2o3的成核中心,从而促进cr2o3的形成。从图可以看出,在y2o3含量为0.5wt%的合金中,在氧化循环中形成了更多的尖晶石氧化物,即nicr2o4和cocr2o4。结果表明,尖晶石氧化物的存在降低了氧化速率。此外,y2o3的添加提高了氧化皮的粘附性和抗剥落性,贫cr区减少。而在添加1wt%y2o3涂层中,抗氧化性能反而降低是因为在涂层中添加足够量的y2o3后进行高温氧化会生成ycro3,ycro3在基体相晶粒上产生压应力(xrd分析中没有发现ycro3峰,因为当多相混合物中该相溶度低于xrd检测的极限,所以在xrd上没有峰),随着应力的积累,氧化皮有开裂和剥落的趋势,所以导致涂层抗氧化性恶化。故而选择添加0.5wt%y2o3的新型co基涂层性能最好。
[0043]
以上所描述的实施例仅为本发明优选实施例,并不用于限制本发明。对本领域的技术人员来说,本发明可以有各种变化和更改,凡在本发明的原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。技术特征:
1.一种抗腐蚀、抗高温氧化的新型co基高温合金涂层,其特征在于,该涂层元素成分按质量百分数包括:1.16wt%的c、30.19wt%的cr、1.09wt%的si、2.50wt%的ni、2.54wt%的fe、0.15wt%的mo、4.47wt%的w、0
?
1wt%的y2o3,余量为co。2.根据权利要求1所述一种抗腐蚀、抗高温氧化的新型co基高温合金涂层,其特征在于,所述涂层元素成分按质量百分数包括:1.16wt%的c、30.19wt%的cr、1.09wt%的si、2.50wt%的ni、2.54wt%的fe、0.15wt%的mo、4.47wt%的w、0.5wt%的y2o3,余量为co。3.根据权利要求1所述一种抗腐蚀、抗高温氧化的新型co基高温合金涂层,其特征在于,所述涂层元素原料粉末均为100
?
150目。4.如权利要求1
?
3任一项所述抗腐蚀、抗高温氧化的新型co基高温合金涂层的制备方法,其特征在于,所述涂层的制备方法为等离子熔覆技术。5.根据权利要求4所述抗腐蚀、抗高温氧化的新型co基高温合金涂层的制备方法,其特征在于,所述等离子熔覆技术工艺参数为:工作电流为90
?
95a,等离子气体流量为1.5
?
2l/min,送粉转速为8
?
9r/s,保护气体流量为4
?
10l/min,焊接速度3
?
4mm/s,递进距离2.5
?
3mm,送粉气体流量2
?
2.5l/min。6.根据权利要求4所述抗腐蚀、抗高温氧化的新型co基高温合金涂层的制备方法,其特征在于,所述等离子熔覆使用的设备为等离子弧粉末堆焊机,型号为dml
?
03ad。
技术总结
本发明公开了一种抗腐蚀、抗高温氧化的新型Co基高温合金涂层及其制备方法。采用等离子熔覆技术在Q235上制备Co基和本发明新型Co基涂层,通过计算稀释率、电化学实验和氧化实验来对比涂层的性能。结果表明添加0.5wt%Y2O3的新型Co基高温合金涂层的耐蚀性远高于未添加Y2O3的Co基高温合金涂层。在1000℃条件下进行循环氧化,添加了0.5wt%Y2O3的Co基高温合金涂层的氧化层致密,具有优良的保护性,因此本发明制备的新型Co基高温合金涂层具有良好的高温抗氧化性能和耐腐蚀性。的高温抗氧化性能和耐腐蚀性。的高温抗氧化性能和耐腐蚀性。
技术研发人员:彭文屹 鲍蓉蓉 邓晓华 史雄涛 刘宗佩 于思琪 王誉庆 高安澜 马嘉美 孙祖祥
受保护的技术使用者:南昌大学
技术研发日:2021.07.29
技术公布日:2021/11/28
声明:
“抗腐蚀、抗高温氧化的新型Co基高温合金涂层及其制备方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 208
编辑:中冶有色技术网
来源:南昌大学
208
编辑:中冶有色技术网
来源:南昌大学
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




