1.本发明涉及一种以工件的车削料及边角料为主,商用短切
碳纤维为增强相制备碳纤维
复合材料的方法。
背景技术:
2.随着技术水平的不断提高和资源的不断消耗,人们对于循环经济的发展要求越来越迫切。在我国,每年生产的碳/碳复合材料数以万吨,同时在制备过程中也会伴随有大量含有碳纤维的加工废弃料产生。这些碳纤维复合材料如果直接废弃,由于其机械强度高、耐热性、摩擦性优良及耐腐蚀性能好等特性导致废弃物的处理和利用难度较大,碳纤维复合材料废弃物对环境的污染已引起广泛关注。因此如何对这些材料进行循环再利用,成为碳/碳复合材料行业发展亟待解决的重要课题。
3.目前国内外常用的回收碳纤维复合材料废弃物的方法主要包括化学回收、能量回收和物理回收的三种方式,其中利用物理法回收能实现经济效益的最大化。由于车削料及边角料主要是碳纤维及碳粉组成,物理法是指将这些碳材料作为增强体和填充材料,然后与树脂混合,通过热压模压成型制备碳纤维增强树脂 (cfrp)复合材料。这种短切碳纤维复合材料再经过热处理可以制成耐高温的炉内材料和隔热的
光伏材料,同时在抗摩擦材料领域内也有着广泛的应用。
4.专利201910284823.4详细的介绍了一种利用边料生产碳碳复合板材的工艺,主要通过预制体编制、边料填充和热压的工艺来实现对边角料的回收利用,但是这种方法需要进行预制体的编制,费时费工,且热压过程采用粉末树脂与边角料直接混合的方式进行,这不仅会产生大量粉尘,还会造成部分料的混合不均匀,导致每批次产品性能差异较大。
5.专利201180007837.3介绍了一种利用再利用碳纤维从碳材料制备模制件的方法,但其在制备过程中进行了液相浸渍处理,操作过程复杂且产生的废液对环境污染严重,同时在模制件的制备过程也会产生大量粉尘,对环境影响较大。
技术实现要素:
6.为了解决上述背景中的技术问题,本发明提供了一种资源有效回收再利用,且工作环境友好的制备碳纤维复合材料的方法。具体涉及一种以碳/碳复合材料加工过程中的车削料及边角料为主,商用短切碳纤维为增强相,热固性树脂为成型剂,经过前处理改性、混料、干燥、冷压成型及热处理制备碳纤维复合材料的方法。
7.本发明具体包括以下步骤
8.步骤一)
固废材料的前期处理:
9.破碎筛分
→
酸碱洗涤
→
干燥
→
氧化处理
→
表面机械改性
10.原料(碳/碳复合材料加工过程中的车削料及边角料)首先经过破碎筛分,然后通过酸碱洗涤除去收集过程中产生的杂质并进行表面活化,洗涤完后进行干燥和表面氧化处理,最后通过机械改性得到前处理回收料,所述前处理回收料为树脂改性包覆的碳粉和/或
树脂改性包覆的短切碳纤维粉料;
11.步骤二)湿法混料:将步骤一所得物料、商用短切碳纤维、热固性树脂和溶解剂按一定的比例放入混料机中混合均匀;
12.步骤三)干燥:将步骤二所得物料在干燥箱中进行烘干,得到干燥混料;
13.步骤四)冷压成型:将步骤三所得的干燥混料装入模具,放入模压机中,在室温环境下,分段控制压制压力和保压时间冷压成型;
14.步骤五)将步骤四冷压成型压坯进行高温热处理;
15.步骤六)机加工处理。
16.进一步的,所述步骤一中,所用的筛网大小为20-100目,过筛时间为5-30min,筛分后的材料其纤维的平均长度小于0.5mm,直径小于0.8mm。
17.进一步的,所述步骤一中,酸碱洗涤的时间为5-30min;干燥的温度为 100-200℃,时间为2-6h;氧化处理过程中的氧化剂为空气或臭氧,处理温度为 200-500℃,时间为1-6h;机械改性方法具体是将氧化物粉料与树脂按质量比9: 0.8-1.5、优选为9:1的比例混合均匀。混合均匀时,可以采用高速机械
混合机中以650-1300转/min的速度进行混合。
18.进一步的,所述步骤二中,混料中,以回收料碳纤维、商用碳纤维束、热固性树脂作为一个整体;则回收料碳纤维的占比为55-80%wt、商用碳纤维束 5-10%wt、热固性树脂15-35%wt,溶解剂与树脂的质量比为1/1-3/1。
19.进一步的,所述步骤二中,所使用的商用碳纤维束的平均长度为5-30mm,直径小于1mm;所使用的热固性树脂为酚醛树脂和环氧树脂中的一种或多种,使用的润湿剂甲醇、乙醇或糠醇中的一种或多种。
20.进一步的,所述步骤三中,干燥的温度为120℃-200℃,保温时间为2-6h。
21.进一步的,所述步骤四中,冷压过程中的压力为100-200mpa,保压时间为 2-5min。冷压过程分段保压,具体为:压制压力为5-10mpa时,保压1-2分钟;压制压力为10-20mpa时,保压1-2分钟;压制压力为100-200mpa时保压1-2 分钟。分段保压能排除原料颗粒之间的空气,消除应力,便于更好的成型。
22.进一步的,所述步骤五中,高温热处理包括碳化、cvd化学气相沉积及石墨化(根据产品需求决定是否进行石墨化),具体为:碳化温度为800℃-1200℃,所需的时间为2-10h;化学气相沉积温度为1200℃-1800℃,所需的时间为8-20h;石墨化温度2400℃-3000℃,保温时间2-10h。
23.进一步的,所制备的碳纤维复合材料的的密度为1.4-1.7g/cm3,弯曲强度大于60mpa,抗压强度大于120mpa,在光伏和抗摩擦领域内有较高的应用价值。
24.作为较优方案:
25.步骤一中,酸碱洗涤的时间为5min;干燥的温度为150℃,时间为2h;氧化处理过程中的氧化剂为空气,处理温度为300℃,时间为2h;机械改性方法具体是将氧化物粉料与树脂按质量比9:1的比例在高速机械混合机中混合均匀,得到树脂改性包覆的碳粉和短切碳纤维粉料;;
26.步骤二中,混料中回收料碳纤维占比为70%wt、商用碳纤维束5%wt、热固性树脂25%wt,树脂与溶解剂的质量比为1:2;步骤二中,所使用的商用短切碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的润湿剂乙醇;
27.步骤三中,干燥时的温度为120℃,保温时间为3h。
28.步骤四中,冷压具体过程为:压制压力为5mpa时,保压1.5分钟;压制压力为10mpa时,保压1.5分钟;压制压力为100mpa时保压2分钟。
29.步骤五中,材料炭化的温度为900℃,所需的时间为5h;
30.步骤五中,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次;
31.所制备的短切碳纤维复合板材的压坯密度为1.42g/cm3,增密材料的密度为 1.53g/cm
3,
,弯曲强度为73.4mpa,抗压强度为131.4mpa,
32.作为较优方案:
33.步骤一中,酸碱洗涤的时间为5min;干燥的温度为150℃,时间为2h;氧化处理过程中的氧化剂为空气,处理温度为300℃,时间为2h;机械改性方法具体是将氧化物粉料与树脂按9:1的比例在高速机械混合机中混合均匀,得到树脂改性包覆的碳粉和短切碳纤维粉料;;
34.步骤二中,混料中回收料碳纤维占比为60%wt、商用短切碳纤维10%wt、改性悬浮树脂30%wt,树脂与溶解剂的质量比为1:2.5;
35.步骤二中,所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇;
36.步骤三中,干燥时的温度为140℃,保温时间为3h;
37.步骤四中,冷压具体过程为:压制压力为8mpa时,保压2分钟;压制压力为15mpa时,保压2分钟;压制压力为200mpa时保压1分钟;
38.步骤五中,材料炭化的温度为1000℃,所需的时间为5h;
39.步骤五中,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次;
40.所制备的短切碳纤维复合板材的压坯密度为1.52g/cm3,增密材料的密度为 1.54g/cm3,弯曲强度为75.42mpa,抗压强度为148.4mpa。
41.本发明相比于现有技术的有益效果在于:
42.第一,本发明所涉及的碳纤维原料来自于碳/碳复合材料生产过程中车削料及边角料,不仅节约了大量的成本,而且减少了碳废弃物的排放,有效的减少了资源的浪费和环境的污染问题。
43.第二,本发明采用了一系列的前期处理工作对固废回收料进行改性,首先利用不同浓度的酸碱溶液处理可以清除碳纤维表面的憎水性污染物,增大了纤维的比表面积,并且氧化改性会提高纤维和树脂结合强度,而经过树脂改性包覆的前处理粉料其分散性和稳定性都得到了大幅提高,能进一步提高合成材料的机械强度。
44.第三,本发明采用湿法混料的方法,不仅使原料混合更均匀充分,同时还避免了粉末及扬尘,工作环境友好。
45.第四,本发明采用了分段冷压的方法模压成型,能够更加快速的处理原料,工艺简单,制备周期短。
46.第五,本发明为了进一步提高复合材料的产品性能,使用商用短切碳纤维作为增强相,极大的提高了产品的力学性能。
47.最后,本发明通过热处理的方式使短切碳纤维复合材料的热物理性能和机械性能大大提高,材料在光伏、热处理、摩擦等领域能够得到广泛的应用。
附图说明
48.附图1为本发明制备碳纤维复合材料的工艺流程图;
49.附图2为本发明所用车削边角料的电镜形貌结构图;
50.附图3为实施例1所得产品的金相显微结构;
51.附图4为实施例1合成的碳纤维复合材料的实物图。
具体实施方式
52.实施例1
53.取一定量碳/碳复合材料的车削料,经过以下制备过程得到一种碳纤维复合材料。
54.步骤一)固废材料的前期处理:
55.破碎筛分
→
酸碱洗涤
→
干燥
→
氧化处理
→
表面机械改性
56.车削固废材料首先经过破碎筛分,筛网大小为50目,然后通过酸碱洗涤除去收集过程中产生的杂质并进行表面活化,洗涤完后进行干燥和表面氧化处理,最后通过机械改性方法做最终处理,得到树脂改性包覆的碳粉和短切碳纤维粉料;
57.步骤二)湿法混料:将筛分所得的短切碳纤维回收料、商用短切碳纤维、热固性树脂和溶解剂按一定的比例放入混料机中混合均匀;
58.步骤三)干燥:将混合料放入干燥箱中进行烘干,得到干燥混料;
59.步骤四)冷压成型:将干燥混料装入模具,然后将模具放入冷压机中,在室温环境下,控制一定的压力和时间将混料冷压成型;
60.步骤五)进行碳化、cvd高温热处理;
61.步骤六)机加工处理。
62.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤一中,酸碱洗涤的时间为5min;干燥的温度为150℃,时间为2h;氧化处理过程中的氧化剂为空气,处理温度为300℃,时间为2h;机械改性方法具体是将氧化物粉料与树脂按质量比9:1的比例在高速机械混合机中以850转/min的速度混合均匀,得到树脂改性包覆的碳粉和短切碳纤维粉料;
63.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤二中,混料中回收料碳纤维的占比为70%、商用碳纤维束5%、热固性树脂25%,树脂与溶解剂的质量比为1:2。
64.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤二中,所使用的商用短切碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的润湿剂为乙醇。
65.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤三中,干燥时的温度为120℃,保温时间为3h。
66.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤四中,冷压具体过程为:压制压力为5mpa时,保压1.5分钟;压制压力为10mpa时,保压1.5 分钟;压制压力为100mpa时保压2分钟。
67.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤五中,材料炭化的温
度为900℃,所需的时间为5h。
68.根据上述的一种短切碳纤维复合材料的制备方法,所述步骤五中,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次。
69.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的压坯密度为1.42g/cm3,增密材料的密度为1.53g/cm
3,
,弯曲强度为 73.4mpa,抗压强度为131.4mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
70.对比例1:
71.保持实施例1中所有试验过程其他试验参数不发生改变,仅改变混料比例的不同,混料中不添加商用碳纤维,回收料碳纤维的占比为75%、酚醛树脂25%,酚醛树脂与溶解剂的质量比为1:2。所制备的短切碳纤维复合板材其最终密度为1.51g/cm3,,弯曲强度为58.2mpa,抗压强度为115.3mpa。
72.实施例2
73.根据实施例1中的一种短切碳纤维复合材料的制备方法
74.所述步骤一中,固废处理的前处理过程同实施例1。
75.所述步骤二中,混料中回收料碳纤维的占比为60%、商用短切碳纤维10%、改性悬浮树脂30%,树脂与溶解剂的质量比为1:2.5,所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
76.所述步骤三中,干燥时的温度为140℃,保温时间为3h。
77.所述步骤四中,冷压具体过程为:压制压力为8mpa时,保压2分钟;压制压力为15mpa时,保压2分钟;压制压力为200mpa时保压1分钟。
78.所述步骤五中,材料炭化的温度为1000℃,所需的时间为5h,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次。
79.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的压坯密度为1.52g/cm3,增密材料的密度为1.54g/cm3,,弯曲强度为75.42 mpa,抗压强度为148.4mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
80.对比例2:
81.保持实施例2中所有试验过程其他试验参数不发生改变,仅改变混料比例的不同,混料中不添加商用碳纤维,回收料碳纤维的占比为70%、酚醛树脂30%,酚醛树脂与溶解剂的质量比为1:2.5。所制备的短切碳纤维复合板材其最终密度为1.58g/cm3,,弯曲强度为52.37mpa,抗压强度为110.2mpa。
82.实施例3
83.根据实施例1中的一种短切碳纤维复合材料的制备方法
84.所述步骤一中,固废处理的前处理过程同实施例1;
85.所述步骤二中,混料中前处理回收料碳纤维的占比为60%、商用短切碳纤维 5%、改性悬浮树脂35%,树脂与溶解剂的质量比为1:3。所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
86.所述步骤三中,干燥时的温度为140℃,保温时间为3h。
87.所述步骤四中,冷压具体过程为:压制压力为10mpa时,保压1分钟;压制压力为20mpa时,保压1分钟;压制压力为150mpa时保压1分钟。
88.所述步骤五中,材料炭化的温度为950℃,所需的时间为6h,材料增密的化学气相沉积温度为1500℃,所需的时间为15h,同样方法增密2次。
89.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的密度为1.49g/cm3,,弯曲强度为67.29mpa,抗压强度为122.1mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
90.对比例3:
91.保持实施例3中所有试验过程其他试验参数不发生改变,仅改变复合材料的模压方式,采用热压的方式进行压制,压制温度为120℃,时间为3min,压力为 150mpa。所制备的短切碳纤维复合板材其最终密度为1.46g/cm3,弯曲强度为 49.55mpa,抗压强度为89.2mpa。
92.实施例4
93.根据实施例1中的一种短切碳纤维复合材料的制备方法
94.所述步骤一中,固废处理的前处理过程同实施例1;
95.所述步骤二中,混料中前处理回收料碳纤维的占比为65%、商用短切碳纤维 10%、改性悬浮树脂25%,树脂与溶解剂的质量比为1:2。所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
96.所述步骤三中,干燥时的温度为120℃,保温时间为3h。
97.所述步骤四中,冷压具体过程为:压制压力为5mpa时,保压2分钟;压制压力为15mpa时,保压2分钟;压制压力为180mpa时保压2分钟。
98.所述步骤五中,材料炭化的温度为1100℃,所需的时间为5h,材料增密的化学气相沉积温度为1600℃,所需的时间为18h,同样方法增密2次。
99.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的密度为1.52g/cm3,,弯曲强度为69.78mpa,抗压强度为130.7mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
100.对比例4:
101.保持实施例4中所有试验过程其他试验参数不发生改变,仅改变复合材料的模压方式,采用一次冷压成型的方式进行压制,压制的时间为6min,压力为 180mpa。所制备的短切碳纤维复合板材其最终密度为1.24g/cm3,,弯曲强度为 38.7mpa,抗压强度为76.4mpa。
102.实施例5
103.根据实施例1中的一种短切碳纤维复合材料的制备方法
104.所述步骤一中,固废处理的前处理过程同实施例1;
105.所述步骤二中,混料中前处理回收料碳纤维的占比为70%、商用短切碳纤维 5%、改性悬浮树脂25%,树脂与溶解剂的质量比为1:2。所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
106.所述步骤三中,干燥时的温度为120℃,保温时间为3h。
107.所述步骤四中,冷压具体过程为:压制压力为8mpa时,保压1分钟;压制压力为12mpa时,保压2分钟;压制压力为150mpa时保压2分钟。
108.所述步骤五中,材料炭化的温度为1000℃,所需的时间为4h,材料增密的化学气相沉积温度为1400℃,所需的时间为15h,同样方法增密3次,石墨化处理的温度为2300℃,时间为3h。
109.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的密度为1.58g/cm3,,弯曲强度为61.45mpa,抗压强度为128.6mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
110.对比例5
111.保持实施例5中所有试验过程其他试验参数不发生改变,但是不对原材料固废不做任何机械和包覆改性的处理。所制备的短切碳纤维复合板材其最终密度为 1.31g/cm3,,弯曲强度为72.9mpa,抗压强度为41.3mpa。
112.实施例6
113.根据实施例1中的一种短切碳纤维复合材料的制备方法
114.所述步骤一中,固废处理的前处理过程同实施例1;
115.所述步骤二中,混料中前处理回收料碳纤维的占比为75%、商用短切碳纤维 10%、改性悬浮树脂15%,树脂与溶解剂的质量比为1:1。所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
116.所述步骤三中,干燥时的温度为120℃,保温时间为2h。
117.所述步骤四中,冷压具体过程为:压制压力为10mpa时,保压1分钟;压制压力为15mpa时,保压2分钟;压制压力为180mpa时保压2分钟。
118.所述步骤五中,材料炭化的温度为1000℃,所需的时间为5h,材料增密的化学气相沉积温度为1500℃,所需的时间为16h,同样方法增密3次,石墨化处理的温度为2300℃,时间为3h。
119.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的密度为1.60g/cm3,,弯曲强度为59.68mpa,抗压强度为122.7mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用
120.实施例7
121.根据实施例1中的一种短切碳纤维复合材料的制备方法
122.所述步骤一中,固废处理的前处理过程同实施例1;
123.所述步骤二中,混料中前处理回收料碳纤维的占比为80%、商用短切碳纤维 5%、改性悬浮树脂15%,树脂与溶解剂的质量比为1:1。所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇。
124.所述步骤三中,干燥时的温度为120℃,保温时间为3h。
125.所述步骤四中,冷压具体过程为:压制压力为8mpa时,保压1.5分钟;压制压力为12mpa时,保压2分钟;压制压力为150mpa时保压2分钟。
126.所述步骤五中,材料炭化的温度为950℃,所需的时间为5h,材料增密的化学气相沉积温度为1600℃,所需的时间为12h,同样方法增密3次,石墨化处理的温度为2300℃,时间为3h。
127.根据上述的一种短切碳纤维复合材料的制备方法,所制备的短切碳纤维复合板材的密度为1.57g/cm3,,弯曲强度为57.22mpa,抗压强度为121.2mpa,具有非常优异的耐热性能和机械强度,在光伏绝热材料领域和耐摩擦材料领域内可以进行有效利用。
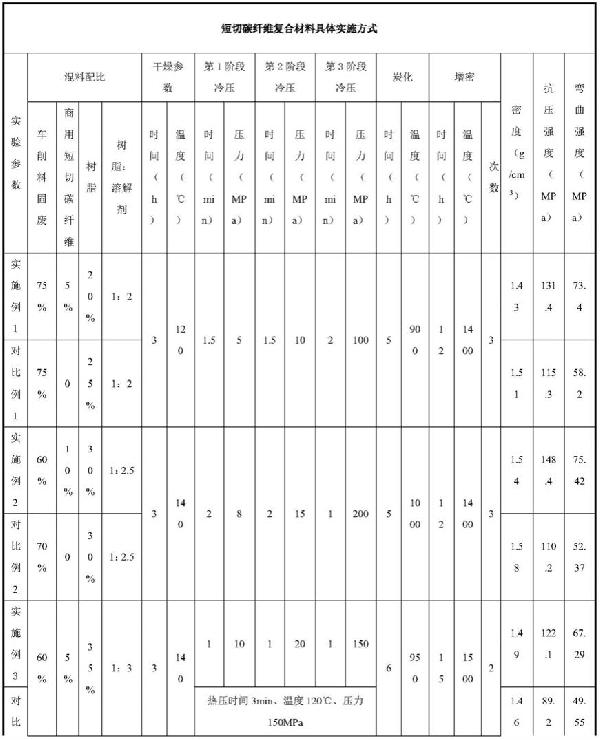
128.表1
129.130.
技术特征:
1.一种碳纤维复合材料的制备方法,其特征在于:以碳/碳复合材料加工过程中的车削料及边角料为原料,商用短切碳纤维作为增强相,热固性树脂为成型剂,混料时加入一定量的溶解剂,经过干燥、冷压成型及热处理得到碳纤维复合材料的方法;主要包括以下步骤:步骤一固废材料的前期处理:破碎筛分
→
酸碱洗涤
→
干燥
→
氧化处理
→
表面机械改性原料首先经过破碎筛分,然后通过酸碱洗涤除去收集过程中产生的杂质并进行表面活化,洗涤完后进行干燥和表面氧化处理,最后通过机械改性得到前处理回收料,所述前处理回收料为树脂改性包覆的碳粉和/或树脂改性包覆的短切碳纤维粉料;步骤二湿法混料将步骤一所得前处理回收料、商用短切碳纤维、热固性树脂和溶解剂按一定的比例放入混料机中混合均匀;步骤三干燥将步骤二所得混料放入干燥箱中进行烘干,得到干燥混料;步骤四冷压成型将步骤三所得干燥混料装入模具,然后将模具放入冷压机中,在室温环境下,分段控制压力和时间将混料冷压成型;步骤五将步骤四冷压成型压坯进行高温热处理;步骤六机加工处理。2.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于:所述步骤一中,酸碱洗涤的时间为5-30min;干燥的温度为100-200℃,时间为2-6h;氧化处理过程中的氧化剂为空气或臭氧,处理温度为200-500℃,时间为1-6h;机械改性方法具体是将氧化物粉料与树脂按质量比9:0.8-1.5、优选为9:1的比例在高速机械混合机中以650-1300转/min的速度混合均匀。3.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于,所述步骤二中,混料中,以回收料碳纤维、商用碳纤维束、热固性树脂作为一个整体;则回收料碳纤维的占比为55-80%wt、商用碳纤维束5-10%wt、热固性树脂15-35%wt;树脂与溶解剂质量比为1:3~1:1。4.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于,所述步骤二中,所使用的商用碳纤维束的平均长度为10-30mm,直径小于1mm;所使用的热固性树脂为酚醛树脂和环氧树脂中的一种或多种,所使用的溶解剂为甲醇、乙醇或糠醇中的一种或多种。5.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于,所述步骤三中,干燥的温度为120℃-200℃,保温时间为2-6h。6.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于,所述步骤四中,冷压过程分段保压,具体为:压制压力为5-10mpa时,保压1-2分钟;压制压力为10-20mpa时,保压1-2分钟;压制压力为100-200mpa时保压1-2分钟。7.根据权利要求1所述的一种短切碳纤维复合材料的制备方法,其特征在于,所述步骤五中,高温热处理包括碳化、cvd化学气相沉积及石墨化,具体为:碳化的温度为800℃-1200℃,所需的时间为2-10h;化学气相沉积温度为900℃-1800℃,所需的时间为8-20h;石墨化温度2400℃-3000℃,保温时间2-10h。8.根据权利要求1-7任一所述的方法制备的碳纤维复合材料,其特征在于,所制备的碳纤维复合材料的的密度为1.4-1.7g/cm3,弯曲强度为大于60mpa抗压强度大于120mpa。9.根据权利要求1-7任一所述的方法制备的碳纤维复合材料,其特征在于,步骤一中,酸碱洗涤的时间为5min;干燥的温度为150℃,时间为2h;氧化处理过程中的氧化剂为空气,处理温度为300℃,时间为2h;机械改性方法具体是将氧化物粉料与树脂按质量比9:1的比例混合均匀,得到树脂改性包覆的碳粉和/或短切碳纤维粉料;步骤二中,混料中前处理回收料碳纤维的质量占比为70%、商用碳纤维束5%、热固性树脂25%,树脂与溶解剂的质量比为1:2;步骤二中,所使用的商用短切碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的润湿剂为乙醇;步骤三中,干燥时的温度为120℃,保温时间为3h。步骤四中,冷压具体过程为:压制压力为5mpa时,保压1.5分钟;压制压力为10mpa时,保压1.5分钟;压制压力为100mpa时保压2分钟。步骤五中,材料炭化的温度为900℃,所需的时间为5h;步骤五中,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次;所制备的短切碳纤维复合板材的压坯密度为1.42g/cm3,增密材料的密度为1.53g/cm3,,弯曲强度为73.4mpa,抗压强度为131.4mpa。10.根据权利要求1-6任一所述的方法制备的碳纤维复合材料,其特征在于:步骤一中,酸碱洗涤的时间为5min;干燥的温度为150℃,时间为2h;氧化处理过程中的氧化剂为空气,处理温度为300℃,时间为2h;机械改性方法具体是将氧化物粉料与树脂按质量比9:1的比例混合均匀,得到树脂改性包覆的碳粉和短切碳纤维粉料;步骤二中,混料中回收料碳纤维的质量占比为60%、商用短切碳纤维10%、改性悬浮树脂30%,树脂与溶解剂的质量比为1:2.5;步骤二中,所使用的商用碳纤维的平均长度为12mm,直径为0.5mm,使用的热固性树脂为酚醛树脂,使用的溶解剂为甲醇;步骤三中,干燥时的温度为140℃,保温时间为3h;步骤四中,冷压具体过程为:压制压力为8mpa时,保压2分钟;压制压力为15mpa时,保压2分钟;压制压力为200mpa时保压1分钟;步骤五中,材料炭化的温度为1000℃,所需的时间为5h;步骤五中,材料增密的化学气相沉积温度为1400℃,所需的时间为12h,同样方法增密3次;所制备的短切碳纤维复合板材的压坯密度为1.52g/cm3,增密材料的密度为1.54g/cm3,,弯曲强度为75.42mpa,抗压强度为148.4mpa。
技术总结
本发明主要针对碳/碳复合材料在生产过程中资源的回收与再利用问题,主要涉及了一种以碳/碳复合材料的车削料为主要原料,商用短切碳纤维为增强相制备碳纤维复合材料的方法。该方法以工件车削过程中产生的车削料及边角料为主要原料,原料经过前处理改性、湿法混合、烘干、冷压成型及热处理等步骤,制备了一种具有高机械性能的碳/碳复合材料,该材料在光伏领域、热处理领域、摩擦领域等有着广泛的应用。本发明不仅实现了资源的有效利用,降低了生产成本,而且有效的减少了生产过程中产生的固体废弃物,环境污染问题也得到了很好的改善。环境污染问题也得到了很好的改善。环境污染问题也得到了很好的改善。
技术研发人员:廖寄乔 褚胜林 滕向桂 詹荣华 王华 李军
受保护的技术使用者:湖南金博碳素股份有限公司
技术研发日:2021.12.29
技术公布日:2022/4/5
声明:
“短切碳纤维复合材料的制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 525
编辑:中冶有色技术网
来源:湖南金博碳素股份有限公司
525
编辑:中冶有色技术网
来源:湖南金博碳素股份有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




