1.本发明涉及氮化铝球的制备领域,尤其涉及一种氮化铝球滚制成型方法。
背景技术:
2.传统的滚制成型方法,是先通过压制、破碎、过筛制备出具有一定致密度的球核,将球核放入滚球机中滚动,然后喷洒液体润湿球核,同时添加粉料,使润湿的球核外部黏上加入的粉料,逐渐滚动致密后形成球坯。该制备方法简单,设备成本较低,能够制备出圆度较好的球坯,但是滚制成型时需要通过精确控制滚球机的倾角、滚制时间以及粉料和雾化液体的加入量,才能控制好球坯的尺寸,且粉体之间主要依靠液体的粘接成型,坯体致密度低容易分层,烧结后的陶瓷球在研磨过程中容易出现剥落。
3.中国专利号201811107688.8,公开了一种球磨机用钢芯陶瓷研磨球,包括钢球体,在所述钢球体外部包覆有陶瓷外壳。其制造方法为:首先将碳化硅、碳化硼按9:1的比例混合研磨成细粉,喷雾造粒;将造粒粉和炭黑、纯水、粘结剂按一定比例混合均匀,得到的混合物料等静压压制成半球形壳体坯料;经干燥、烧结,再经机加工处理后,装入钢球,在钢球外形成陶瓷外壳;低温烘干后自然冷却至室温,得到成品钢芯陶瓷研磨球。本发明结构简单,强度高,使用寿命长,用于研磨碳硅石磨料时,不会造成物料污染,降低了后续的除杂成本,由于延长了使用时间,大大提高了生产效率。同时更换的废钢芯陶瓷研磨球中的钢芯还可以回收重复使用,降低了生产成本。但该发明采用的是等静压成型,需要借助模具成型,模具设备成本较高。
技术实现要素:
4.因此,针对上述的问题,本发明提供一种氮化铝球滚制成型方法,解决现有技术的氮化铝滚制成型方法获得的产品容易分层的问题。
5.为实现上述目的,本发明采用了以下技术方案:一种氮化铝球滚制成型方法,包括以下制备步骤:
6.(1)原料的准备:按以下重量份称取各原料:氮化铝粉末100份、氧化锆粉末50份、氧化钇0.5-1.5份、滑石粉5-8份、高岭土3-6份、锆英石
尾矿10-15份、煤矸石3-5份;
7.(2)凝胶前液的制备:卡拉胶、琼脂、明胶、去离子水按1-2:1-3:1-3:10-20的重量比混合搅拌,得到凝胶前液;
8.(3)将凝胶前液加热至50-58℃,并保温;
9.(4)将步骤(1)的原料混合,加入研磨助剂进行研磨,得到10000-12000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为1-5℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;
10.(5)干燥、送入窑炉烧结,再进行抛光处理,即得到氮化铝球。
11.进一步的改进是:所述锆英石尾矿为经过处理的锆英石粉料,所述锆英石粉料的
粒径为50-100μm。
12.进一步的改进是:所述煤矸石为经过处理的煤矸石粉料,所述煤矸石粉料的粒径为30-80μm。
13.进一步的改进是:所述氧化锆粉末中位径粒度为0.2-0.8μm。
14.进一步的改进是:所述研磨助剂为聚乙烯醇。
15.进一步的改进是:步骤(5)的烘干温度为180-250℃。
16.进一步的改进是:步骤(5)的烧结温度为1500-1850℃。
17.进一步的改进是:所述氮化铝球的粒径为2-10mm。
18.进一步的改进是:所述氮化铝粉末的纯度为99.7%以上。
19.进一步的改进是:步骤(5)烧结时,先升温至1560℃保温2-3h,再升温至1850℃保温1-1.5h。
20.通过采用前述技术方案,本发明的有益效果为:
21.1、本发明以氮化铝粉末及氧化锆粉末为主原料,具有较高的耐磨性能,制成的研磨球耐磨性较佳。
22.2、本发明以
氧化铝粉末、氧化锆粉末、氧化钇、滑石粉、高岭土、锆英石尾矿、煤矸石为原料,这些原料经过研磨后烘干再制成种球,种球在滚制成型机中表面同时喷洒凝胶前液和冷水,借助凝胶前液发挥与粉体的粘合作用,能够减少种球分层开裂的现象,与单纯的借助冷水滚动成型相比,获得的研磨球更不容易发生分层的现象。
23.3、步骤(5)烧结时,先升温至1560℃保温2-3h,再升温至1850℃保温1-1.5h,采用阶梯升温方式,研磨球的成球性更佳,自磨损率更低。
具体实施方式
24.实施例一
25.一种氮化铝球滚制成型方法,包括以下制备步骤:
26.(1)原料的准备:按以下重量份称取各原料:氮化铝粉末100份、氧化锆粉末50份、氧化钇0.5份、滑石粉5份、高岭土3份、锆英石尾矿10份、煤矸石3份;所述氧化锆粉末中位径粒度为0.2μm,所述锆英石尾矿为经过处理的锆英石粉料,所述锆英石粉料的粒径为50μm,所述煤矸石为经过处理的煤矸石粉料,所述煤矸石粉料的粒径为30μm,所述氮化铝球的粒径为2-10μm,所述氮化铝粉末的纯度为99.7%以上;
27.(2)凝胶前液的制备:卡拉胶、琼脂、明胶、去离子水按1:1:1:10的重量比混合搅拌,得到凝胶前液;
28.(3)将凝胶前液加热至50℃,并保温;
29.(4)将步骤(1)的原料混合,加入聚乙烯醇研磨助剂进行研磨,得到10000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为1-5℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;
30.(5)干燥、送入窑炉烧结,再进行抛光处理,即得到粒径为5mm的氮化铝球,其中烘干温度为180℃,烧结温度为1500-1850℃,烧结时,先以2℃/min的速率升温至1560℃保温2h,再以1℃/min的速率升温至1850℃保温1h。
31.实施例二
32.一种氮化铝球滚制成型方法,包括以下制备步骤:
33.(1)原料的准备:按以下重量份称取各原料:氮化铝粉末100份、氧化锆粉末50份、氧化钇1份、滑石粉7份、高岭土5份、锆英石尾矿12份、煤矸石4份;所述氮化铝粉末的纯度为99.8%,所述锆英石尾矿为经过处理的锆英石粉料,所述锆英石粉料的粒径为70μm,所述煤矸石为经过处理的煤矸石粉料,所述煤矸石粉料的粒径为50μm,所述氧化锆粉末中位径粒度为0.5μm;
34.(2)凝胶前液的制备:卡拉胶、琼脂、明胶、去离子水按1.5:2:2:15的重量比混合搅拌,得到凝胶前液;
35.(3)将凝胶前液加热至55℃,并保温;
36.(4)将步骤(1)的原料混合,加入聚乙烯醇研磨助剂进行研磨,得到11000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为2℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;
37.(5)干燥、送入窑炉烧结,再进行抛光处理,即得到李经纬4.8mm的氮化铝球,烘干温度为220℃,烧结温度为1500-1850℃,烧结时,先以2℃/min的速率升温至1560℃保温2.5h,再以1℃/min升温至1850℃保温1.2h。
38.实施例三
39.一种氮化铝球滚制成型方法,包括以下制备步骤:
40.(1)原料的准备:按以下重量份称取各原料:氮化铝粉末100份、氧化锆粉末50份、氧化钇1.5份、滑石粉8份、高岭土6份、锆英石尾矿15份、煤矸石5份;所述锆英石尾矿为经过处理的锆英石粉料,所述锆英石粉料的粒径为100μm,所述煤矸石为经过处理的煤矸石粉料,所述煤矸石粉料的粒径为80μm,所述氧化锆粉末中位径粒度为0.8μm。所述氮化铝粉末的纯度为99.9%以上;
41.(2)凝胶前液的制备:卡拉胶、琼脂、明胶、去离子水按2:3:3:20的重量比混合搅拌,得到凝胶前液;
42.(3)将凝胶前液加热至58℃,并保温;
43.(4)将步骤(1)的原料混合,加入聚乙烯醇研磨助剂进行研磨,得到12000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为1-5℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;
44.(5)干燥、送入窑炉烧结,再进行抛光处理,即得到粒径为6.1mm的氮化铝球,烘干温度为250℃,烧结温度为1500-1850℃,烧结时,先以2.5℃/min升温至1500℃保温3h,再以1.2℃/min升温至1850℃保温1.5h。
45.对比例一
46.与实施例一相比,本对比例没有步骤(2)(3),步骤(4)种球在滚制时表面只喷洒1-5℃的冷水,其他技术方案与实施例一相同。
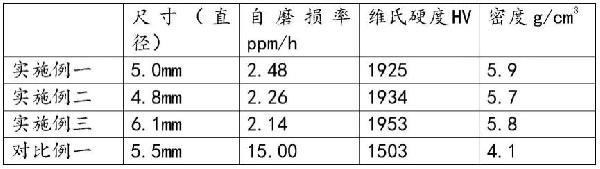
[0047][0048]
通过上述测试可以发现,采用本发明的技术方案制得的氮化铝球密度更高、自磨损率更低,硬度更高。
[0049]
尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。技术特征:
1.一种氮化铝球滚制成型方法,其特征在于,包括以下制备步骤:(1)原料的准备:按以下重量份称取各原料:氮化铝粉末100份、氧化锆粉末50份、氧化钇0.5-1.5份、滑石粉5-8份、高岭土3-6份、锆英石尾矿10-15份、煤矸石3-5份;(2)凝胶前液的制备:卡拉胶、琼脂、明胶、去离子水按1-2:1-3:1-3:10-20的重量比混合搅拌,得到凝胶前液;(3)将凝胶前液加热至50-58℃,并保温;(4)将步骤(1)的原料混合,加入研磨助剂进行研磨,得到10000-12000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为1-5℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;(5)干燥、送入窑炉烧结,再进行抛光处理,即得到氮化铝球。2.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述锆英石尾矿为经过处理的锆英石粉料,所述锆英石粉料的粒径为50-100μm。3.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述煤矸石为经过处理的煤矸石粉料,所述煤矸石粉料的粒径为30-80μm。4.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述氧化锆粉末中位径粒度为0.2-0.8μm。5.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述研磨助剂为聚乙烯醇。6.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:步骤(5)的烘干温度为180-250℃。7.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:步骤(5)的烧结温度为1500-1850℃。8.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述氮化铝球的粒径为2-10mm。9.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:所述氮化铝粉末的纯度为99.7%以上。10.根据权利要求1所述的一种氮化铝球滚制成型方法,其特征在于:步骤(5)烧结时,先升温至1560℃保温2-3h,再升温至1850℃保温1-1.5h。
技术总结
本发明涉及氮化铝球的制备领域,提供一种氮化铝球滚制成型方法,解决现有技术的氮化铝滚制成型方法获得的产品容易分层的问题,包括以下制备步骤:(1)原料的准备;(2)凝胶前液的制备;(3)将凝胶前液加热至50-58℃,并保温;(4)将步骤(1)的原料混合,加入研磨助剂进行研磨,得到10000-12000目的浆料,烘干后得到陶瓷粉料,将所述陶瓷粉料部分先送入滚制成型机中成型,得到种球,再在滚制成型机中的种球表面同时喷洒步骤(3)的凝胶前液和温度为1-5℃的冷水,继续持续加入陶瓷粉料滚制成球,得到研磨球坯;(5)干燥、送入窑炉烧结,再进行抛光处理,即得到氮化铝球。即得到氮化铝球。
技术研发人员:杨大胜 施纯锡 冯家伟
受保护的技术使用者:福建华清电子材料科技有限公司
技术研发日:2022.12.23
技术公布日:2023/3/27
声明:
“氮化铝球滚制成型方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 560
编辑:中冶有色技术网
来源:福建华清电子材料科技有限公司
560
编辑:中冶有色技术网
来源:福建华清电子材料科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




