1.本发明属于视觉检测技术领域,尤其是涉及一种圆柱电池壳外观自动检测线。
背景技术:
2.众所周知,电池壳是圆柱电池的外壳,不仅起着密封的作用,也是电池失效安全的最后一道重要防线,因此对圆柱电池壳的品质要求较高。因此圆柱电池壳在出厂之前都要进行外观检测,以保证其质量,传统的方式大多采用人工目检,存在检测效率低、准确度低和劳动强度大的缺点。
3.随着
新能源汽车的不断发展,对圆柱电池壳的需求量越来越大,为了解决人工目检存在的缺点,近几年来,设计人员研发了各种圆柱电池壳外观自动检测装置,但是现有的圆柱电池壳的外观检测装置普遍存在检测效率低和检测精度低的缺点。
技术实现要素:
4.本发明的目的在于提供一种圆柱电池壳外观自动检测线,以解决现有技术中圆柱电池壳的外观检测装置存在检测效率低和检测精度低的问题。
5.为达此目的,本发明采用以下技术方案:
6.一种圆柱电池壳外观自动检测线,其包括,
7.外壳上料机构,其被配置为将圆柱电池壳自动输送至搬运机构的取料位,
8.搬运机构,其设置于所述外壳上料机构的出料端,被配置为将圆柱电池壳自动搬运至检测输送线,
9.检测输送线,其包括皮带式输送线以及设置于所述皮带式输送线两侧的外底面外观检测装置、开口外观检测装置、侧面外观检测装置和内底面外观检测装置,所述皮带式输送线的输送带上间隔设置有若干个外壳治具,所述外底面外观检测装置被配置为对圆柱电池壳的筒底外侧面进行外观检测,所述开口外观检测装置被配置为对圆柱电池壳的开口处进行外观检测,所述内底面外观检测装置被配置为对圆柱电池壳的筒底内侧面进行外观检测,所述侧面外观检测装置被配置为对圆柱电池壳的圆柱侧面进行外观检测,所述外底面外观检测装置、开口外观检测装置和内底面外观检测装置采用面阵工业相机,所述侧面外观检测装置采用线阵工业相机,
10.回收组件,其设置于所述皮带式输送线的出料端且被配置为将合格产品进行自动回收,
11.控制器,被配置为自动控制上料机构,搬运机构和检测输送线的自动运行。
12.进一步的说,所述皮带式输送线的外侧于所述回收组件的前段设置有用于将外观检测完成后的不合格产品进行回收的废料回收装置,所述废料回收装置包括设置于检测输送线一侧的废料回收通道,所述废料回收通道的出料口下方设置有废料收集箱,配合所述废料回收通道于所述皮带式输送线的相对侧设置有废料推料气缸,废料推料气缸与所述控制器通信连接。
13.进一步的说,所述外壳上料机构采用震动盘式上料机,所述震动盘式上料机的出料口靠近所述皮带式输送线的进料端设置,且所述震动盘式上料机的出料口设置有压料气缸、压料板和挡料板,所述挡料板固定于所述震动盘式上料机的出料口上,所述压料气缸固定于出料口处的正上方且其活塞杆端部固定有压料板,所述压料板被配置为将与出料口处最外端圆柱电池壳相邻的圆柱电池壳压紧。
14.进一步的说,所述搬运机构包括ppu搬运模组,所述ppu搬运模组的驱动端安装有取料头,所述取料头的底面上开设有与圆柱电池壳仿形的定位圆弧槽,且所述取料头上于所述定位圆弧槽的两端均安装有用于吸附圆柱电池壳端部的真空吸附头。
15.进一步的说,所述外底面外观检测装置设置于所述皮带式输送线的进料端的内侧,所述开口外观检测装置和内底面外观检测装置设置于所述皮带式输送线的进料端的外侧,且所述内底面外观检测装置位于所述开口外观检测装置的前段。
16.进一步的说,所述侧面外观检测装置包括检测支架、线阵工业相机、检测光源和旋转组件,所述线阵工业相机安装于所述检测支架上且位于皮带式输送线的正上方,所述检测光源安装于所述检测支架上位于所述线阵工业相机的正下方,所述旋转组件被配置为在对圆柱电池壳的圆柱侧面检测时夹持外壳治具上的圆柱电池壳两端并旋转360
°
。
17.优选地,所述检测支架包括若干根固定柱,所述固定柱上安装有能沿高度方向调节的上安装板和下安装板,所述线阵工业相机安装于所述上安装板上,所述检测光源安装于所述下安装板上,所述上安装板和下安装板均通过锁紧块固定于所述固定柱上。
18.优选地,所述旋转组件包括设置于所述皮带式输送线相对侧的夹持机构和夹持旋转机构,所述夹持机构被配置为夹持所述圆柱电池壳的开口端,所述夹持旋转机构被配置为夹持所述圆柱电池壳的底端并驱动其旋转360
°
。
19.优选地,所述夹持机构包括第一固定架、第一夹持气缸和第一夹持板,所述第一固定架固定于所述皮带式输送线的外侧,所述第一夹持气缸固定安装于所述第一固定架上且其活塞杆朝向所述皮带式输送线设置,所述第一夹持板连接所述第一夹持气缸的活塞杆,且所述第一夹持板上设置有至少一个第一夹持头,所述第一夹持头的夹持面的面积大于所述圆柱电池壳的开口面积,且所述第一夹持头与所述第一夹持板之间安装有缓冲弹簧,以避免与圆柱电池壳进行硬接触。
20.优选地,所述夹持旋转机构包括第二固定架、第二夹持气缸、第二夹持板和旋转驱动组件,所述第二固定架固定于所述皮带输送线的内侧,所述第二夹持气缸固定安装于所述第二固定架上且其活塞杆朝向所述皮带式输送线设置,所述第二夹持板连接所述第二夹持气缸的活塞杆,且所述第二夹持板上能转动地安装有至少一个转轴,所述转轴的端部安装有第二夹持头,所述旋转驱动组件包括装配于所述第二夹持板上的旋转电机和传动组件,所述传动组件由同步带和同步带轮组成,所述旋转电机通过同步带和同步带轮驱动所述转轴转动。
21.本发明的有益效果为,与现有技术相比所述圆柱电池壳外观自动检测线能够对圆柱电池壳的各个面进行全方位无死角的外观检测,不仅结构紧凑,设计巧妙;而且检测效率高,检测准确度高,检测精度高。
附图说明
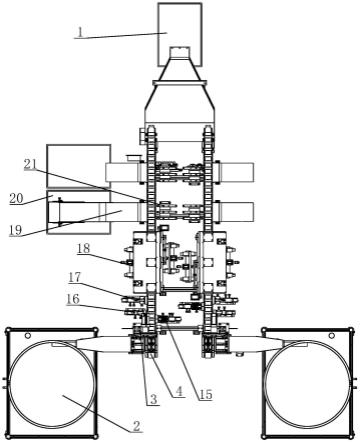
22.图1是本发明具体实施方式提供的圆柱电池壳外观自动检测线的立体结构示意图;
23.图2是本发明具体实施方式提供的圆柱电池壳外观自动检测线的俯视图;
24.图3是图1中a处的局部放大图;
25.图4是图1中b处的局部放大图;
26.图5是图1中c处的局部放大图;
27.图6是图1中d处的局部放大图;
28.图7是本发明具体实施方式提供的圆柱电池壳外观自动检测线的搬运机构的立体结构示意图;
29.图8是本发明具体实施方式提供的圆柱电池壳外观自动检测线的旋转组件的立体结构示意图。
具体实施方式
30.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
31.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容理解的更加透彻全面。需要说明的是,当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在居中的部件。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
32.请参阅图1至图8所示,本实施例中,一种圆柱电池壳外观自动检测线采用并行双线的整体布局,以提高检测效率,节省设备空间,两条检测线的结构相同且共用一个合格品回收箱1,每条检测线均包括震动盘式上料机2,ppu搬运模组3、皮带式输送线4和控制器,控制器用于整个检测线的自动控制,震动盘式上料机2的出料端设置有三个流道,每次能够上三个圆柱电池壳5,震动盘式上料机2的出料口靠近皮带式输送线4的进料端设置,震动盘式上料机2的出料口设置有压料气缸6、压料板7和挡料板8,挡料板8固定于震动盘式上料机2的出料口上,以防止圆柱电池壳5从出料口掉落,压料气缸6固定于出料口处的正上方且其活塞杆端部固定有压料板7,压料板7上间隔固定有三个压料头9,通过三个压料头9将与出料口处最外端三个圆柱电池壳5相邻的三个圆柱电池壳5压紧定位。皮带式输送线4的输送带上等距间隔固定有若干个外壳治具10,外壳治具10的端面设置有与圆柱电池壳5仿形的置放槽11。
33.ppu搬运模组3的驱动端安装有三个取料头12,三个取料头的底面上开设有与圆柱电池壳5仿形的定位圆弧槽13,且取料头12上于定位圆弧槽13的两端均安装有用于吸附圆
柱电池壳5端部的真空吸附头14,ppu搬运模组3通过三个取料头12将三个圆柱电池壳5搬运放至皮带式输送线4进料端的三个相邻的外壳治具10上。
34.皮带式输送线4的进料端的内侧设置有外底面外观检测装置15,外底面外观检测装置15被配置为对圆柱电池壳5的筒底外侧面进行外观检测,皮带式输送线4的进料端的外侧沿圆柱电池壳5的输送方向依次设置有内底面外观检测装置16和开口外观检测装置17,内底面外观检测装置16被配置为对圆柱电池壳5的筒底内侧面进行外观检测,开口外观检测装置17被配置为对圆柱电池壳5的开口处进行外观检测,外底面外观检测装置15、内底面外观检测装置16和开口外观检测装置17均包括面阵工业相机和检测光源。
35.皮带式输送线4上于开口外观检测装置17的后段(本实施例中的前、后段的参照方向为圆柱电池壳5的输送方向)设置有侧面外观检测装置18,侧面外观检测装置18被配置为对圆柱电池壳5的圆柱侧面进行外观检测,侧面外观检测装置18包括检测支架、间隔安装于检测支架上的三套线阵检测模组和旋转组件,每套线阵检测模组均包括线阵工业相机180和侧面检测光源181。检测支架包括间隔固定于皮带式输送线4外侧的两根固定柱182,固定柱182上安装有能沿高度方向调节的上安装板183和下安装板184,线阵工业相机180安装于上安装板183上,侧面检测光源181对应安装于下安装板184上,上安装板183和下安装板184均通过锁紧块185固定于固定柱182上,拆除锁紧块185能够调节上安装板183和下安装板184在固定柱182上的安装高度,以调节线阵工业相机180与侧面检测光源181的间距。
36.旋转组件被配置为在对圆柱电池壳5的圆柱侧面检测时夹持外壳治具10上的圆柱电池壳5两端并旋转360
°
,以通过线阵工业相机180对圆柱电池壳5的圆柱侧面进行视觉检测,旋转组件包括设置于皮带式输送线4外侧的夹持机构和对应夹持机构设置于皮带式输送线4内侧的夹持旋转机构,夹持机构被配置为夹持圆柱电池壳5的开口端,夹持旋转机构被配置为夹持圆柱电池壳5的底端并驱动圆柱电池壳5旋转360
°
。夹持机构包括第一固定架186、第一夹持气缸187和第一夹持板188,第一固定架186固定于皮带式输送线4的外侧,第一夹持气缸187固定安装于第一固定架186上且其活塞杆朝向皮带式输送线4设置,第一夹持板188连接第一夹持气缸187的活塞杆,第一固定架186和第一夹持板188之间安装由导向柱和导套组成的导向组件,且第一夹持板188上间隔设置有三个第一夹持头189,第一夹持头189的夹持面的面积大于圆柱电池壳5的开口面积,且第一夹持头189与所述第一夹持板188之间安装有缓冲弹簧190,以避免与圆柱电池壳5进行硬接触。夹持旋转机构包括第二固定架191、第二夹持气缸192、第二夹持板193和旋转驱动组件,第二固定架191固定于皮带输送线4的内侧,第二夹持气缸19固定安装于第二固定架191上且其活塞杆朝向皮带式输送线4设置,第二夹持板193连接第二夹持气缸192的活塞杆,第二固定架191和第二夹持板193之间设置由导向柱和导套组成的导向组件,且第二夹持板193上能转动地间隔安装有三根转轴194,转轴194的端部安装有第二夹持头195,旋转驱动组件包括装配于第二夹持板193上的旋转电机196和传动组件197,传动组件197由同步带和同步带轮组成,旋转电机196通过同步带和同步带轮驱动转轴194转动,以使夹持的圆柱电池壳5旋转360
°
。
37.皮带式输送线4的外侧于合格品回收箱1的前段设置有用于将外观检测完成后的不合格产品进行回收的废料回收装置,废料回收装置包括设置于检测输送线一侧的废料回收通道19,废料回收通道19的出料口下方设置有废料收集箱20,本实施例中,仅绘示了一侧皮带式输送线4的废料收集箱20,在实际的应用两条皮带式输送线4的外侧均设置有废料收
集箱20,配合废料回收通道19于皮带式输送线4的相对侧间隔设置有三个废料推料气缸21。
38.工作时,震动盘式上料机1将圆柱电池壳5自动送至出料端,压料板7下降将与出料口处最外端三个圆柱电池壳5相邻的三个圆柱电池壳5压紧定位,暂定上料,以保证出料口处最外端的三个圆柱电池壳5有序摆放,ppu搬运模组3通过三个取料头12将三个圆柱电池壳5搬运放至皮带式输送线4进料端的三个相邻的外壳治具10上,皮带式输送线4输送圆柱电池壳5向其后段移动,依次经过外底面外观检测装置15、内底面外观检测装置16和开口外观检测装置17,分别对圆柱电池壳5的筒底外侧面、圆柱电池壳5的筒底内侧面和圆柱电池壳5的开口处进行视觉检测后,移动至侧面外观检测装置18处,第一夹持气缸187和第二夹持气缸19分别驱动第一夹持板188和第二夹持板193向靠近皮带式输送线4的方向移动,通过三个第一夹持头189和三个第二夹持头195将三个圆柱电池壳5的两端夹持,旋转电机196通过传动组件197驱动转轴194转动,进而带动三个圆柱电池壳5旋转360
°
,旋转过程中线阵工业相机180对圆柱电池壳5的圆柱侧面进行视觉检测,各个检测装置将拍摄图片发送给控制器,由控制器将拍摄图片与设定参数或图片进行比对,处理后得出检测结果,并根据检测结果控制如下动作,若检测结果为不合格产品,则该产品输送至废料推料气缸21处时,废料推料气缸21将其自动推入对面的废料回收通道19内,经废料回收通道19掉落入废料收集箱20内,若检测结果为合格产品,则该产品从皮带式输送线4的出料端自动掉落至合格品回收箱1内。
39.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。技术特征:
1.一种圆柱电池壳外观自动检测线,其特征在于,其包括,外壳上料机构,其被配置为将圆柱电池壳自动输送至搬运机构的取料位,搬运机构,其设置于所述外壳上料机构的出料端,被配置为将圆柱电池壳自动搬运至检测输送线,检测输送线,其包括皮带式输送线以及设置于所述皮带式输送线外侧的两底面外观检测装置、开口外观检测装置、侧面外观检测装置和内底面外观检测装置,所述皮带式输送线的输送带上间隔设置有若干个外壳治具,所述外底面外观检测装置被配置为对圆柱电池壳的筒底外侧面进行外观检测,所述开口外观检测装置被配置为对圆柱电池壳的开口处进行外观检测,所述内底面外观检测装置被配置为对圆柱电池壳的筒底内侧面进行外观检测,所述侧面外观检测装置被配置为对圆柱电池壳的圆柱侧面进行外观检测,所述外底面外观检测装置、开口外观检测装置和内底面外观检测装置采用面阵工业相机,所述侧面外观检测装置采用线阵工业相机,回收组件,其设置于所述皮带式输送线的出料端且被配置为将合格产品进行自动回收,控制器,被配置为自动控制上料机构,搬运机构和检测输送线的自动运行。2.根据权利要求1所述的圆柱电池壳外观自动检测线,其特征在于,所述皮带式输送线的外侧于所述回收组件的前段设置有用于将外观检测完成后的不合格产品进行回收的废料回收装置,所述废料回收装置包括设置于检测输送线一侧的废料回收通道,所述废料回收通道的出料口下方设置有废料收集箱,配合所述废料回收通道于所述皮带式输送线的相对侧设置有废料推料气缸,废料推料气缸与所述控制器通信连接。3.根据权利要求2所述的圆柱电池壳外观自动检测线,其特征在于,所述外壳上料机构采用震动盘式上料机,所述震动盘式上料机的出料口靠近所述皮带式输送线的进料端设置,且所述震动盘式上料机的出料口设置有压料气缸、压料板和挡料板,所述挡料板固定于所述震动盘式上料机的出料口上,所述压料气缸固定于出料口处的正上方且其活塞杆端部固定有压料板,所述压料板被配置为将与出料口处最外端圆柱电池壳相邻的圆柱电池壳压紧。4.根据权利要求1所述的圆柱电池壳外观自动检测线,其特征在于,所述搬运机构包括ppu搬运模组,所述ppu搬运模组的驱动端安装有取料头,所述取料头的底面上开设有与圆柱电池壳仿形的定位圆弧槽,且所述取料头上于所述定位圆弧槽的两端均安装有用于吸附圆柱电池壳端部的真空吸附头。5.根据权利要求1所述的圆柱电池壳外观自动检测线,其特征在于,所述外底面外观检测装置设置于所述皮带式输送线的进料端的内侧,所述开口外观检测装置和内底面外观检测装置设置于所述皮带式输送线的进料端的外侧,且所述内底面外观检测装置位于所述开口外观检测装置的前段。6.根据权利要求1所述的圆柱电池壳外观自动检测线,其特征在于,所述侧面外观检测装置包括检测支架、线阵工业相机、检测光源和旋转组件,所述线阵工业相机安装于所述检测支架上且位于皮带式输送线的正上方,所述检测光源安装于所述检测支架上位于所述线阵工业相机的正下方,所述旋转组件被配置为在对圆柱电池壳的圆柱侧面检测时夹持外壳治具上的圆柱电池壳两端并旋转360
°
。
7.根据权利要求6所述的圆柱电池壳外观自动检测线,其特征在于,所述检测支架包括若干根固定柱,所述固定柱上安装有能沿高度方向调节的上安装板和下安装板,所述线阵工业相机安装于所述上安装板上,所述检测光源安装于所述下安装板上,所述上安装板和下安装板均通过锁紧块固定于所述固定柱上。8.根据权利要求6所述的圆柱电池壳外观自动检测线,其特征在于,所述旋转组件包括设置于所述皮带式输送线相对侧的夹持机构和夹持旋转机构,所述夹持机构被配置为夹持所述圆柱电池壳的开口端,所述夹持旋转机构被配置为夹持所述圆柱电池壳的底端并驱动其旋转360
°
。9.根据权利要求8所述的圆柱电池壳外观自动检测线,其特征在于,所述夹持机构包括第一固定架、第一夹持气缸和第一夹持板,所述第一固定架固定于所述皮带式输送线的外侧,所述第一夹持气缸固定安装于所述第一固定架上且其活塞杆朝向所述皮带式输送线设置,所述第一夹持板连接所述第一夹持气缸的活塞杆,且所述第一夹持板上设置有至少一个第一夹持头,所述第一夹持头的夹持面的面积大于所述圆柱电池壳的开口面积,且所述第一夹持头与所述第一夹持板之间安装有缓冲弹簧。10.根据权利要求9所述的圆柱电池壳外观自动检测线,其特征在于,所述夹持旋转机构包括第二固定架、第二夹持气缸、第二夹持板和旋转驱动组件,所述第二固定架固定于所述皮带输送线的内侧,所述第二夹持气缸固定安装于所述第二固定架上且其活塞杆朝向所述皮带式输送线设置,所述第二夹持板连接所述第二夹持气缸的活塞杆,且所述第二夹持板上能转动地安装有至少一个转轴,所述转轴的端部安装有第二夹持头,所述旋转驱动组件包括装配于所述第二夹持板上的旋转电机和传动组件,所述传动组件由同步带和同步带轮组成,所述旋转电机通过同步带和同步带轮驱动所述转轴转动。
技术总结
本发明公开了一种圆柱电池壳外观自动检测线,其包括,外壳上料机构,搬运机构,检测输送线和回收组件,通过外壳上料机构和搬运机构将圆柱电池壳自动搬运至检测输送线,检测输送线包括皮带式输送线,皮带式输送线的输送带上间隔设置有若干个外壳治具,通过外底面外观检测装置、开口外观检测装置、内底面外观检测装置和侧面外观检测装置分别对圆柱电池壳的筒底外侧面、圆柱电池壳的开口处、圆柱电池壳的筒底内侧面和圆柱电池壳的圆柱侧面进行自动视觉检测。上述圆柱电池壳外观自动检测线能够对圆柱电池壳的各个面进行全方位无死角的外观检测,不仅结构紧凑,设计巧妙;而且检测效率高,检测准确度高,检测精度高。检测精度高。检测精度高。
技术研发人员:蒋乐
受保护的技术使用者:深圳市精质视觉科技有限公司
技术研发日:2022.05.19
技术公布日:2022/8/2
声明:
“圆柱电池壳外观自动检测线的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 257
编辑:中冶有色技术网
来源:深圳市精质视觉科技有限公司
257
编辑:中冶有色技术网
来源:深圳市精质视觉科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




