1.本发明涉及钛合金扩散焊领域,具体涉及一种钛合金低温快速扩散焊方法。
背景技术:
2.tc4、ta12和ta15等钛合金具有较低的室温塑性,在传统的熔焊过程中,由于热应力的作用,容易产生热裂纹。常规的扩散连接钛合金,利用真空热压炉,需要较高温度和较长时间,甚至异质钛合金扩散焊时,异质钛合金的合适扩散连接温度和压力相差较大,易造成材料的微观组织恶化,进而影响焊接性能;并且长时间的加热、保压和冷却,存在界面质量差、工件变形、能耗高和效率低等问题。
3.扩散焊是在一定温度、压力和真空条件下(或保护气氛),通过光洁表面间的原子短距离扩散使待焊面实现可靠连接的固态焊接技术,能够连接同种或异种材料。扩散焊可以避免热裂纹的产生,同时还适合多点、大面积构件的连接。
4.热氢处理是指将适量的氢作为临时合金元素引入材料中,从而显著改善其热塑性及微观组织的技术。采用热氢处理既能大幅降低扩散焊所需的温度,又能有效改善扩散焊接头性能。然而氢在高真空和扩散焊温度范围内容易逸出,使置氢的效果大打折扣,采用脉冲大电流快速加热,则能有效抑制氢的逸出,充分发挥置氢处理的作用,实现脉冲大电流促进置氢钛合金的低温、高效和高强度扩散焊。
5.中国航空制造技术研究院岳喜山等研究了钛合金多层板的焊接方法及钛合金多层板,设计钛合金板为tc4或tc1,厚度在0.5
?
2mm,扩散焊加热温度为800
?
900℃,保温时间为3
?
5h,保温完成后随炉冷却。拼焊后的多层板试样,常温拉伸强度达到990mpa以上,延伸率均高于8%,350℃高温抗拉强度达到680mpa以上,延伸率大于11%。(岳喜山,静永娟,高兴强,潘鹏,钛合金多层板的焊接方法及钛合金多层板,2019,zl201711047660.5)。该工艺下扩散焊过程时间长、温度高和能耗高。
6.哈尔滨工业大学何鹏等引入置氢0.5wt%的ti6al4v中间层对tial基合金进行了扩散焊研究。在850℃/15mpa/15min的扩散连接条件下,接头剪切强度达到290mpa。与直接扩散连接相比,tial基合金的扩散焊参数明显优化,特别是焊接温度降低了350℃,时间缩短了45min,压力降低了15mpa。但是,仅仅对ti6al4v中间层置氢处理,未对tial基合金母材置氢处理,而且由于升温速率慢,在升温过程中氢有大量逸出,未充分发挥置氢促进扩散焊的作用。
7.哈尔滨工业大学何鹏等利用置氢钛或钛合金箔片作为扩散焊中间层,由于 ti在扩散连接温度下能形成ti3al和tial双相组织,该双相组织能够有效提高接头强度。氢导致钛或钛合金热变形流动峰值应力降低,同时氢在钛或钛合金中的自扩散和溶质扩散能力较高,可以加速合金元素的扩散。因此,置氢同时提高协调变形和原子扩散能力,可以在相对较低的温度下实现金属间化合物接头的可靠连接。(何鹏,冯吉才,王明,刘永斌,黄麟,一种真空扩散连接 tial金属间化合物的方法,2007,zl200710144686.1)尽管降低了扩散焊温度,但是扩散焊时间依然很长,升温速率慢导致氢有大量逸出,未充分发挥置氢促进扩散焊
的作用。
技术实现要素:
8.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种降低扩散温度、促进元素扩散和优化微观组织,提高接头强度,抑制扩散焊过程中氢的逸出,充分发挥置氢对扩散焊促进作用的钛合金低温快速扩散焊方法。
9.本发明的目的可以通过以下技术方案来实现:
10.发明人了解到,被焊材料往往在高温和高压条件下长时间保温,一种行之有效的方法是利用置氢和脉冲大电流辅助扩散焊来改善材料的扩散焊性能。而电辅助扩散焊工艺是利用脉冲大电流直接作用于待焊坯料,升温速度极快,可以大幅缩短扩散焊工艺加热和冷却时间;脉冲电流还能有效优化钛合金的组织性能,脉冲电流有效提高ti和al等原子的扩散能力,快速加热促进钛合金再结晶和抑制晶粒长大,可优化材料微观组织和显著改善连接界面性能,具体方案如下:
11.一种钛合金低温快速扩散焊方法,该方法为:将钛合金试样先置氢处理,然后利用脉冲大电流能够直接快速加热待焊材料,升温至设定的扩散焊温度后,再对待焊坯料施加设定的扩散焊压力,保温保压一段时间后卸压;接着减小电流使连接钛合金试样降温至除氢温度,保温一定时间进行除氢,最后关闭电流冷却至室温。
12.本发明通过选择合适的置氢量、电流大小和通电时间,控制扩散焊温度、压力和时间等参数,在钛合金界面处形成良好的冶金结合。实现同质或异质合金的低温快速扩散焊,接头强度可达到母材水平。
13.进一步地,该方法具体包括以下步骤:
14.(1)置氢处理:钛合金试样放于置氢炉内,将炉内抽真空,升温后通入高纯氢气,保温一段时间后冷却;钛合金中的氢含量是用氢气在充氢系统中的平衡分压来控制,钛合金置氢量可精确控制。
15.(2)扩散焊装料:将置氢处理后的钛合金试样装入含有扩散焊模具的扩散焊压力装置,并抽真空;
16.(3)扩散焊升温加压:向钛合金试样施加脉冲大电流,开始升温,同时对钛合金试样施加压力,保温保压一段时间后得到钛合金连接件;脉冲大电流直接作用于待焊材料,依据待焊坯料尺寸,加热至扩散焊温度仅需几分钟;脉冲电流快速加热可避免真空条件下升温和保温过程氢的大量溢出,确保置氢促进钛合金低温扩散焊的有效作用;
17.(4)除氢处理:减小电流,并降温至除氢温度,并保温一段时间进行除氢,直到除氢完成。规定氢含量不大于0.0125wt%时,认为除氢完成。
18.进一步地,步骤(1)中所述升温的温度为690
?
700℃;所述抽真空的真空度低于5
×
10
?3pa;所述保温的时间为0.8
?
1.2h,优选0.8
?
1h。
19.进一步地,步骤(2)中装料时,将电极包覆在钛合金试样外,该电极的形状与扩散焊模具的形状匹配,并通过导电垫块连接扩散焊压力装置。
20.进一步地,步骤(2)中所述抽真空的真空度低于5
×
10
?3pa。
21.进一步地,步骤(3)中所述升温的温度为700
?
780℃,优选750
?
780℃,施加的压力为5
?
10mpa,保温保压的时间为10
?
30min。
22.进一步地,所述继续升温的升温速率为100
?
600℃/min。
23.进一步地,步骤(4)中所述的除氢温度为650
?
700℃,除氢保温时间为 45
?
60min。
24.进一步地,在置氢处理和/或扩散焊之前,将钛合金表面用砂纸打磨和清洗。
25.进一步地,所述的打磨,是打磨至表面粗糙度ra≤1.0μm;所述的清洗,是将试件放入丙酮中超声清洗10
?
15min,用酒精擦拭待焊表面并吹干。
26.进一步地,所述钛合金试样在置氢处理后氢含量为0.3
?
0.6wt%。
27.与现有技术相比,本发明具有以下优点:
28.(1)本发明利用脉冲大电流直接加热待焊材料,一方面极大缩短加热和冷却时间节约能源,减少真空高温条件下氢的逸出,充分发挥置氢促进钛合金低温扩散焊的有效作用;其次电流促进原子运动,加速扩散连接过程和缩短保温时间;
29.(2)本发明中置氢和脉冲大电流耦合作用于钛合金的扩散焊能够实现其低温快速连接的效果;
30.(3)该方法所获得的扩散焊接头可达到母材剪切强度,无界面孔洞及裂纹等,且操作简单,对扩散焊设备无特殊要求;
31.(4)本发明解决了钛合金传统扩散焊过程中连接温度高、压力大、周期长和能耗高传统技术的不足。
附图说明
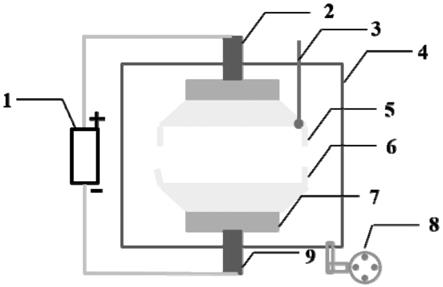
32.图1为本发明的钛合金低温快速扩散焊装置结构示意图;
33.图2为本发明脉冲大电流促进置氢钛合金低温快速扩散焊工艺流程示意图;
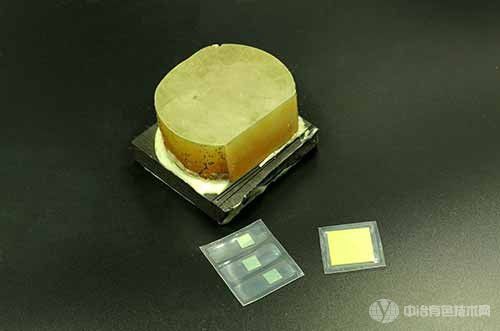
34.图3为实施例1中完全焊合的ti
?
55钛合金扩散焊接头;
35.图中标号所示:1
?
脉冲电源,2
?
上压头,3
?
热电偶,4
?
扩散焊设备炉体, 5
?
上电极,6
?
下电极,7
?
导电垫块,8
?
抽真空装置,9
?
下压头。
具体实施方式
36.下面结合附图和具体实施例对本发明进行详细说明。
37.一种钛合金低温快速扩散焊方法,该方法具体包括以下步骤:
38.(1)置氢处理:将钛合金板材依次经粗磨、精磨,精磨采用1500目砂纸,丙酮超声波清洗及烘干,得到洁净表面;钛合金板材放于置氢炉内,将炉内抽真空且真空度低于5
×
10
?3pa,升温至690
?
700℃后通入高纯氢气,保温0.8
?
1.0 h后空冷至室温;钛合金中的氢含量是用氢气在充氢系统中的平衡分压来控制,钛合金置氢量可精确控制。钛合金试样在置氢处理后氢含量为0.3
?
0.6wt%;
39.(2)扩散焊装料:将钛合金待焊表面粗磨、精磨,精磨采用1500目砂纸,确保粗糙度值ra≤1.0μm;然后板材放入丙酮中超声清洗10
?
15min,用酒精擦拭待焊表面并吹干,得到洁净光亮的板材,将置氢处理后的钛合金试样装入含有扩散焊模具的扩散焊压力装置,并抽真空;扩散焊压力装置由脉冲电源1、上压头2、下压头9、上电极导体5、下电极导体6、扩散焊设备炉体4、导电垫块7、热电偶3和抽真空装置8组成。基于钛合金高电阻率和低导热系数的固有属性,脉冲大电流直接加热待焊工件即可实现快速升温和保温的目的。基于电流的焦耳热对扩散连接区域钛合金直接加热,通过脉冲电源、上下电极、模具和坯料构成电流回
路。不需加热整个扩散炉,极大提高扩散焊效率,将上电极5和下电极6形状加工成扩散焊板材的形状,并将热电偶3嵌入电极凹槽内。将钛合金板材依次叠放并固定,脉冲电源1正负极与电源正负极连接。然后板材置于两个电极之间,上压头2下降至上电极5,利用分子泵或扩散泵8 将扩散焊炉内的真空度抽至5
×
10
?3pa以下;
40.(3)扩散焊升温加压:向钛合金试样施加脉冲大电流,控制电流大小以 100
?
600℃/min的速率升温,升至扩散焊温度750
?
780℃后,通过上压头2、下压头9对待焊板材施加压力5
?
10mpa;保温保压10
?
30min后,卸压和停止加热,得到完好的钛合金连接件;脉冲大电流直接作用于待焊材料,依据待焊坯料尺寸,加热至扩散焊温度仅需几分钟;脉冲电流快速加热可避免真空条件下升温和保温过程氢的大量溢出,确保置氢促进钛合金低温扩散焊的有效作用;
41.(4)除氢处理:扩散连接后钛合金板材依然在扩散焊炉内,通过减小电流降温至除氢温度,并保温一段时间进行除氢,直到除氢完成。规定氢含量不大于0.0125wt%时,认为除氢完成。
42.实施例1
43.本实施例中涉及的ti
?
55钛合金均为工业化板材。
44.一种钛合金低温快速扩散焊方法,该方法具体包括以下步骤:
45.(1)板材置氢预处理:将ti
?
55钛合金板材依次经粗磨、精磨,精磨采用1500目砂纸,丙酮超声波清洗及烘干,得到洁净表面;
46.(2)置氢处理:钛合金板材放于置氢炉内,将炉内抽真空且真空度低于 5
×
10
?3pa,升温至700℃后通入高纯氢气,保温1h后空冷至室温。控制充氢系统中的平衡分压来获得氢含量0.5wt%的置氢ti
?
55钛合金板材;
47.(3)板材扩散焊预处理:钛合金待焊表面粗磨、精磨,精磨采用1500 目砂纸,确保粗糙度值ra≤1.0μm;然后板材放入丙酮中超声清洗10
?
15min,用酒精擦拭待焊表面并吹干,得到洁净光亮的板材;
48.(4)扩散焊装料:将上电极5和下电极6形状加工成扩散焊板材的形状,并将热电偶3嵌入电极凹槽内。将钛合金板材依次叠放并固定,脉冲电源1 正负极与电源正负极连接。然后板材置于两个电极之间,上压头2下降至上电极5,利用分子泵或扩散泵8将扩散焊炉内的真空度抽至5
×
10
?3pa以下;
49.(5)扩散焊升温加压:施加脉冲大电流,控制电流大小以不小于100℃/min 的速率升温,升至扩散焊温度750℃后,通过上、下压头对待焊板材施加压力 8mpa;保温保压20min后,得到完好的ti
?
55钛合金连接件;
50.(6)除氢处理:扩散连接后钛合金连接件依然在扩散焊炉内,通过减小电流降温至690℃并保温60min后关闭电流冷却至室温。规定氢含量不大于 0.0125wt%时,认为除氢完成。
51.实施例1中采用脉冲大电流辅助置氢扩散焊,获得了完全焊合的ti
?
55钛合金扩散焊接头,如图3,与传统扩散焊相比,扩散焊温度降低100℃左右,晶粒细化30%以上。
52.对比例1
53.与实施例1的不同之处在于,扩散焊升温时,采用扩散焊炉加热(一般加热速率不会超过20℃/min)。
54.实施例1与对比例1中的扩散焊炉加热相比,脉冲大电流辅助扩散焊过程中氢的逸出量可以减少50%以上,接头剪切强度从大约420mpa提高到750 mpa以上。
55.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。技术特征:
1.一种钛合金低温快速扩散焊方法,其特征在于,该方法为:将钛合金试样先置氢处理,然后利用脉冲大电流加热待焊材料,升温至设定的扩散焊温度后,再对待焊坯料施加设定的扩散焊压力,保温保压一段时间后卸压;接着减小电流使连接钛合金试样降温至除氢温度,保温一定时间进行除氢,最后关闭电流冷却至室温。2.根据权利要求1所述的一种钛合金低温快速扩散焊方法,其特征在于,该方法具体包括以下步骤:(1)置氢处理:钛合金试样放于置氢炉内,将炉内抽真空,升温后通入高纯氢气,保温一段时间后冷却至室温取出置氢试样;(2)扩散焊装料:将置氢处理后的钛合金试样装入含有扩散焊模具的扩散焊压力装置,并抽真空;(3)扩散焊升温加压:向钛合金试样施加脉冲大电流,开始升温,达到扩散焊温度后对钛合金试样施加压力,保温保压一段时间后得到钛合金连接件;(4)除氢处理:减小电流,并降温至除氢温度,并保温一段时间进行除氢,直到除氢完成。3.根据权利要求2所述的一种钛合金低温快速扩散焊方法,其特征在于,步骤(1)中所述升温的温度为690
?
700℃;所述抽真空的真空度低于5
×
10
?3pa;所述保温的时间为0.8
?
1.2h。4.根据权利要求2所述的一种钛合金低温快速扩散焊方法,其特征在于,步骤(2)中装料时,将电极包覆在钛合金试样外,该电极的形状与扩散焊模具的形状匹配,并通过导电垫块连接扩散焊压力装置。5.根据权利要求2所述的一种钛合金低温快速扩散焊方法,其特征在于,步骤(2)中所述抽真空的真空度低于5
×
10
?3pa。6.根据权利要求2所述的一种钛合金低温快速扩散焊方法,其特征在于,步骤(3)中所述升温的温度为700
?
780℃,施加的压力为5
?
10mpa,保温保压的时间为10
?
30min。7.根据权利要求6所述的一种钛合金低温快速扩散焊方法,其特征在于,所述继续升温的升温速率为100
?
600℃/min。8.根据权利要求2所述的一种钛合金低温快速扩散焊方法,其特征在于,步骤(4)中所述的除氢温度为650
?
700℃,除氢保温时间为45
?
60min。9.根据权利要求1所述的一种钛合金低温快速扩散焊方法,其特征在于,在置氢处理和/或扩散焊之前,将钛合金表面用砂纸打磨和清洗,所述的打磨,是打磨至表面粗糙度ra≤1.0μm;所述的清洗,是将试件放入丙酮中超声清洗10
?
15min,用酒精擦拭待焊表面并吹干。10.根据权利要求1所述的一种钛合金低温快速扩散焊方法,其特征在于,所述钛合金试样在置氢处理后氢含量为0.3
?
0.6wt%。
技术总结
本发明涉及一种钛合金低温快速扩散焊方法,该方法先将洁净的钛合金在纯氢气氛中置氢处理;再将置氢的钛合金置于一定形状的电极内,其中电极依据扩散焊模具的形状和尺寸来设计,上压头下降接触上电极,将电极保持密封并将扩散焊炉抽真空;脉冲大电流经上/下电极直接流过待焊板料,超快速加热至扩散焊温度;通过上压头对待焊坯料施加设定的扩散焊压力,保温保压一段时间后卸压;通过减小电流使连接试样降温至除氢温度,保温一定时间进行除氢,然后关闭电流冷却至室温。与现有技术相比,本发明解决了钛合金传统扩散焊过程中连接温度高、压力大、周期长和能耗高传统技术的不足。压力大、周期长和能耗高传统技术的不足。压力大、周期长和能耗高传统技术的不足。
技术研发人员:李细锋 李天乐 陈军
受保护的技术使用者:上海交通大学
技术研发日:2021.03.09
技术公布日:2021/6/25
声明:
“钛合金低温快速扩散焊方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 270
编辑:中冶有色技术网
来源:上海交通大学
270
编辑:中冶有色技术网
来源:上海交通大学
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




