全部
▼
热搜:




 360
360
 0
0
铝板铸轧机是把在经过静置炉精炼后的铝液,经静置炉口⇒液面自动控制装置⇒除气箱内进一步精炼⇒过滤⇒前箱嘴子⇒相向转动且内部通有循环冷却水的铸轧辊,使铝液结晶并产生一定的变形率,从而实现铝及铝合金由熔融的液态金属铸轧成6~10 mm铸轧板材,在经过切头⇒卷取后,形成铸卷带材的工艺过程。通过铸嘴的注口,将铝液注入经冷却水冷却的轧辊上,铝液沿轧辊表面宽向分布。这时,金属处于稍前于轧辊中心线的辊缝处,使液态金属在很短的时间内冷却、凝固,完成整个铸造结晶过程,接着受热轧制成形,形成铸轧板带。在该过程中熔溶状。
 407
0
407
0
本生产线主要由圆形快速节能铝熔炼炉、在线除气过滤系统、五轮式连铸机(含浇煲)、滚剪机、主动校直装置、倍频感应加热装置、连轧机系统、铝合金杆淬火装置、双工位铝杆成圈装置、连铸连轧生产线电气控制系统、连轧机润滑油系统、连轧机乳液循环系统等组成。
 402
0
402
0
本生产线主要由五轮式连铸机(含浇煲)、前牵引机、滚剪机、主动校直装置、倍频感应加热装置、连轧机系统、铝合金杆淬火冷却润滑系统、双工位铝杆成圈装置、连铸连轧机组电气控制系统、连轧机润滑油系统、连轧机乳液循环系统等组成。
 380
0
380
0
由支架,传动系统,排线丝杆,收杆线盘组成。传动系统由18.5Kw交流电机驱动,经齿轮减速器使收杆线盘旋转,为立式传动形式。收杆线盘为立式,上端挡板可拆卸,以卸下成盘后的杆材。内盘芯由3片弧板组成,通过连杆机构使其收缩扩张,方便上下盘。排线部分由主传动轴通过一组链轮传动,经过蜗轮减速箱带动排线丝杆上下移动。排线丝杆为双向丝杆,自动实现上下换向。摆臂式导向轮使杆材与收杆装置更接近,有利于收杆过程稳定。


 398
0
398
0
1.设备用途:本生产线采用连铸连轧的工艺方法,生产电工用普铝、铝合金杆(8×××系列),成品杆径φ9.5mm、φ12mm。2.简单工艺流程,2.1工艺流程示意如下:普铝锭及废铝线→熔化炉(用户自备)→保温炉(用户自备)→四轮式连铸机→前牵引机 →滚剪机→锭坯过渡支撑装置 → 连轧机→二次曲线滚轮式铝杆冷却润滑装置→双框连续绕杆机→无油铝杆。
 391
0
391
0
德阳富华机电设备有限公司生产的行走式铝钛硼杆复绕机,品牌属于:富华机电,产地位于:四川·德阳。用途:主要用于将直径为Φ9.5mm已成圈的Al-Ti-B杆绕制成紧密排列的盘状杆。


 403
0
403
0
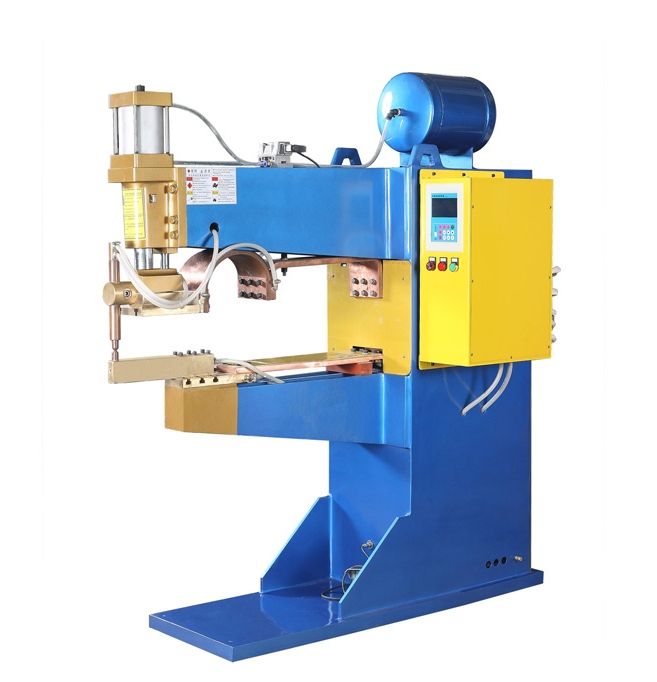
设备主要特点:电阻焊是靠焊接电流通过工件而工件本身的电阻产生的高温热来熔合焊接的,因此可通过调整提高和改变焊接电流的频率来使焊接过程更加优化,焊接过程控制的更好,从而提高产品的焊接质量。中频焊机就是在此原理基础上研发生产,普通交流工频焊机的频率是50HZ或者60HZ,而中频焊机的频率是1000HZ,时间控制精度高,功率因数达98%,无电磁感应涡流干扰,焊接质量相对提高很多。
 400
0
400
0
DP-1KW双脉冲电容储能直流焊机:双脉冲系列电容储能放电式直流焊接系统包括直流焊接电源和焊接机头两部分.电源部分也可以与其他焊接自动化工装配合使用,或者单独机头配其他的焊接电源。






 408
0
408
0
UN3系列对焊机是为铜铝管插入式专用电阻焊接设备,它可替代原先使用的专用高压闪光对焊机。系统采用了可编程序逻辑控制器(PLC)为动作逻辑控制单元,专用微电脑焊接控制器为焊接工艺控制单元,使用高品质铝合金气缸和高精度含油轴承与精密机床用高精度光杆配合来保证机械动作的精度。具有可靠的焊接质量,控制与调整直观简便,生产效率高,基本无漏焊漏气现象,产成品率高等优点,同时克服了原来焊接工艺需要对焊接管内二次加工和工作电压高易出事故的缺点。
 399
0
399
0
PSC系列CNC数控全自动铜管与铝管调直切断机主要功能及应用:该设备属于一种定长开料的管类设备,主要用于按照设定尺寸,分切各种尺寸,各种壁厚的铜管和铝管。根据不同的后续加工需要,“旋转无屑切割”或者“高速锯片切割”,任意可选。
 399
0
399
0
ST-EFM系列旋压式全自动管端喇叭口成型机主要功能及应用:喇叭口常用于冷凝器、蒸发器的管道连接以及焊接、汽车刹车油管、太阳能、热水器等等。喇叭口制作应大小适宜,过大会开裂,过小接触面不够,要求喇叭口均匀、光滑、无划痕、无毛刺。
 404
0
404
0
滚焊的焊缝由一各个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。





中冶有色为您提供最新的有色金属加工设备优质商品信息,包括品牌,厂家,图片、规格型号、用途、原理、技术参数、性能指标等。


 2025年05月23日 ~ 25日
2025年05月23日 ~ 25日  2025年06月06日 ~ 08日
2025年06月06日 ~ 08日  2025年06月06日 ~ 08日
2025年06月06日 ~ 08日  2025年06月06日 ~ 08日
2025年06月06日 ~ 08日  2025年06月13日 ~ 15日
2025年06月13日 ~ 15日