1.本发明涉及钛合金粉末材料领域,具体涉及一种钛合金球形粉末制备方法。
背景技术:
2.钛合金以其高比强、高比刚、耐腐蚀、耐高温等优点在航空、航天、兵器等军工领域,以及医疗、能源、汽车等民用领域应用发展十分迅猛,并由此催生了对增材制造关键原料——高品质球形钛合金粉的巨大需求,世界范围行业复合增长率超过30%,钛合金粉末的产业也将从目前数亿级跃升为十亿级甚至百亿级的高新技术材料产业。
3.对钛合金而言,15μm以下粉末通常用于金属注射成型,其价格约为1000元/kg;15~53μm区间粉末一般用于选区激光熔覆(slm)技术,该技术也是目前应用最为广泛的增材制造技术,因此该区间段粉末价格最高,一般超过1200元/kg。53~105μm区间的粉末可用于电子束选区熔化技术(ebsm),但目前该技术在国内产业化极少,一般用于高校、研究所的科研阶段,导致该区间粉末价格仅在300元/kg左右;105μm以上的粉末理论上可用于同轴送粉设备,但实际上该设备应用同样较少,导致这部分粉末大量堆积,如果回收给金属锭生产商,仅为几十元/kg的价格。值得一提的是,按照目前的制粉工艺,53μm以上的粉末占据了所有粉末50%以上重量比。高昂的制粉成本,加之不同粒径段显著差异的产品附加值,导致用于slm技术的15~53μm球形粉末价格高昂,其应用也局限于产品附加值较高的航空航天、生物医疗领域。因此,市场亟需通过不同的技术手段降低slm技术用的钛合金粉末。
4.cn108080621a公开了低成本激光选区熔化用钛粉的制备方法,包括如下步骤:s1:原料选择,具体为,选择氢化脱氢不规则纯钛粉末为原料;s2:球磨整形;s3:筛分,具体为对球磨后收集的粉末在25~55μm的范围里进行分级筛分,相邻筛网的筛孔尺寸相差≤15μm,只取相邻筛网之间的粉末;s4:干燥收集,将筛分后的粉末在真空干燥箱中以60℃干燥2~3h,以其作为激光选区熔化用的钛粉材料。
5.该方案中选用的粉末为氢化脱氢粉末,虽然价格低廉,但由于脱氢过程中为高温环境,极易粉末氧化,从而使得氢化脱氢粉末氧含量超标。虽然球磨是一种用于粉末细化的常用工艺。然而钛合金塑性好,在高速球磨过程中极易产生塑性变形,导致球磨后粉末球形度差,流动性较差。而且金属颗粒在高速球磨过程中摩擦产热,从而导致钛合金颗粒表面氧化,进一步升高钛合金中的氧含量。
6.如果能雾化法制得的钛合金粉末中附加值较低的大粒径的钛合金粉末细化,使之适用于slm技术,同样能够大幅降低slm技术的原材料成本,拓广其应用领域。为了解决球磨过程中温升问题,可以通过向球磨设备中通入制冷气体,采用低温球磨的方式。如在专利cn 110512110 a中公布了一种高强钛合金
?
石墨烯复合材料的制备方法,包括:步骤一,取适量钛合金粉体和石墨烯组成的混合粉体、磨球和分散剂置于球磨机中,进行低温球磨处理;步骤二,将步骤一所制得的材料装入包套内依次进行脱气保温处理和热等静压处理,最终得到所述高强钛合金
?
石墨烯复合材料。该专利通过直接向球磨罐中添加液氮的方式产生低温,从而解决球磨过程中温升的问题。然而,该专利的主要目的在于混合钛合金和石墨烯材
料,仅需考虑通过低温降低球磨温升即可,所选用的球磨速度通常较低,且无需进一步考虑不同种类钛合金材料在磨细过程中的合金变形问题。
7.根据金属材料在低温下延展率大幅降低的特性,可以使用低温的方式降低钛合金的塑性,从而降低在球磨过程中的颗粒变形。但由于金属脆化的温度通常较低,特别是钛合金这类塑性较好的材料,因此需要一个较低的温度范围。而且不同牌号的钛合金由于成分组织差异,延展性差异较大,因此使其脆化的温度也不同。此前公开的有关低温球磨的方法中通常只使用低至
?
40℃的低温,或者只能选择一种温度(如直接添加液氮),难以满足不同种类钛合金磨细时脆化温度低、脆化温度多样的需求。
8.综上所述,本领域现有技术难以解决低成本地制造含氧量低、形状规则的钛合金球性粉末的技术问题。
技术实现要素:
9.本发明要解决的一个技术问题是,克服以上现有技术的缺陷,提供一种成本低廉的钛合金球形粉末制备方法,能够得到氧含量低、形状规则的钛合金球性粉末。
10.本发明的技术解决方案是,一种钛合金球形粉末制备方法,包括以下工艺步骤:
11.(1)将钛合金初始粉末分为a、b两类,其中a类粉末粒径为53~dμm,b类粉末粒径大于dμm;
12.(2)将a类和b类粉末分别置于两个球磨罐中,并在两个球磨罐中都加入磨球、助磨剂、球磨介质,然后都通入惰性气体,低温球磨;其中球磨温度为
?
260~0℃,球磨转速为50~600r/min,球磨时间为2~36h;
13.(3)球磨结束后,取出粉末置于惰性气体保护箱中,待温度恢复至室温后进行筛分,得到粒径为15~53μm的钛合金球形粉末。
14.本发明钛合金球形粉末制备方法依次为三个步骤,步骤(1)将钛合金初始粉末按照不同粒径范围分为a、b两类,分开处理,三步后得到的钛合金球性粉末的粒径分布范围接近,集中度高,达到粒径15~53μm目标范围的钛合金球形粉末容易筛分,生产效率高。
15.步骤(2)将a类和b类粉末分别置于两个球磨罐中,并在两个球磨罐中都加入磨球、助磨剂、球磨介质,然后都通入惰性气体,低温球磨。由于钛合金延展性较高,需要先脆化后再进行球磨,本发明采用低温球磨的方式完成脆化。又由于钛合金塑性好,用常规球磨方法容易造成颗粒变形,导致球磨后球形度低,流动性差;此外,球磨粉体发热,容易局部氧化,导致氧含量超标。本发明采用低温球磨可以避免这两个问题。
16.上述技术方案步骤(2)的球磨温度为
?
260℃~0℃,这个温度范围广,而且下限远远突破了现有技术的下限
?
40℃,具有突出的实质性特点和显著的进步:首先提供的低温环境解决了脆化钛合金的技术问题,避免细化后产品的氧含量过高、形状非常不规则的缺陷;更重要的是,上述低温球磨能够很好的防止粉体变形,克服钛合金由于塑性好而造成颗粒变形的缺陷;而且上述低温球磨能够解决钛合金由于球磨发热而造成局部氧化的技术问题,实现氧含量很低、全部达标的技术效果。
17.步骤(2)球磨温度范围广,这是为了使钛合金脆化,根据不同钛合金种类及各自脆化温度不同需要能够调整低温温度;在脆化基础上调整合适温度,兼顾制冷剂(不同温度选用不同球磨介质,提升球磨效果)消耗及球磨效率(温度越低,球磨效率会更高),降低制造
成本,提高球磨效率。
18.步骤(3)球磨结束后,取出粉末置于惰性气体保护箱中,待温度恢复至室温后进行筛分,这样是为了防止氧化、防止变形,能够使球磨后的球形粉末保持含氧量低、形状规则、结构稳定的优良状态。
19.本发明钛合金球形粉末制备方法得到的15~53μm范围钛合金球形粉末,采用霍尔流速计测试其粉末流动性,通过50g该粉末耗时30s~50s。粉末中氧含量范围为800~1500ppm,可用于选区激光熔覆(slm)工艺进行3d打印。所以本发明的工艺成本低廉、产品收率高,得到的钛合金球形粉末氧含量低、形状规则,15~53μm范围钛合金球形粉末用于选区激光熔覆,解决低成本地制造含氧量低、形状规则的钛合金球性粉末的技术问题。
20.优选地,步骤(1)中钛合金粉末为真空气雾化法、旋转电极法、等离子电弧法等制备的球形粉末,粒径范围为53μm以上。由于钛合金延展性较高,需要先脆化后再进行球磨,为了降低成本获得原材料,现有技术多采用氢化的方式实现钛合金脆化的技术效果,但是氢化脱氢粉一般是通过海绵钛粉末进行氢化脱氢处理,细化后产品的氧含量会高一些,形状不规则。本发明技术方案的步骤(1)采用真空气雾化法、旋转电极法、等离子电弧法制备的原材料钛合金粉末,无需得到粒径15~53μm钛合金球形粉末目标,仅需得到粒径范围为53μm以上的初始粉末,所以成本低,,解决低成本脆化获得原材料的技术问题。
21.优选地,步骤(2)中球磨温度为
?
260℃~
?
150℃。进一步优选地,步骤(2)中球磨温度为
?
260℃~
?
150℃。制备方法的步骤(2)的球磨温度最低需达到~150℃以下,这样针对延展性很好的钛合金粉末也能够达到低温球磨磨细的技术效果,而且钛合金球性粉末含氧量低、形状规则。
22.优选地,步骤(1)中d取值为100~130。本发明步骤(1)将将钛合金初始粉末分为a、b两类,a、b的分界线在100~130μm的取值范围内,将53um以上粉末分成两档后,能更好调整球磨参数,使球磨后粉末粒径落在15
?
53um之间,且保持粉末粒度分布较为集中。
23.优选地,步骤(2)中球磨罐的材质为不锈钢、硬质合金、尼龙、氧化锆陶瓷、
氧化铝陶瓷、聚四氟乙烯内衬中一种。采用上述材质的球磨罐,能够防止钛合金粉末贴敷于内壁,且微量的球磨罐材质磨损不会对钛合金造成影响。
24.优选地,步骤(2)中磨球的材质为氧化铝、不锈钢、氧化锆、碳化硅、碳化硼、氮化硼中一种或几种,磨球所占体积比为0.1~0.4。采用上述材质和比例的磨球,能够更好的实现球性粉末磨细的技术效果。
25.优选地,步骤(2)中磨球包括尺寸为7mm、5mm和3mm的球,三者的体积比为20~40%:30~60%:20~40%。本申请人突破本领域技术人员的常规思路,不再采用现有技术球磨过程中相同的多个磨球,而是采用上述不同尺寸和体积比的磨球,这样能够更好的将不同粒径的粉末逐步磨细,比如粒径大于130μm的粉末分布在多个7mm尺寸的相邻磨球间隙内,能够更快的磨到53~130μm,粒径53~130μm的粉末分布在多个5mm尺寸的相邻磨球间隙内,能够更快的磨到53μm周围,粒径53μm的粉末分布在多个3mm尺寸的相邻磨球间隙内,能够更快的磨到15~53μm钛合金球形粉末。当然这只是举例以方便理解,实际上3种尺寸的磨球是混合在一起的,大小不一的粉末在混合的磨球间混合,采用上述尺寸和体积比的磨球,能够更快的将不同粒径的粉末逐步磨细,得到更多的15~53μm的钛合金球形粉末。
26.优选地,磨球所占体积比为0.18~0.25。相比磨球所占体积比为0.1~0.4,采用
0.18~0.25体积比例范围更小,能够更好的实现球性粉末磨细的技术效果。
27.优选地,磨球与粉末的重量为(2~40):1。
28.优选地,步骤(2)中助磨剂为硬脂酸、胶体石墨、炭黑、聚丙烯酸酯中的一种或几种,助磨剂含量为0~2%wt。采用上述材质和含量的助磨剂,更有助于磨球发挥球磨作用,能够磨细、磨匀,吸收球磨产生的热量,防止氧化,球形更规则。
29.优选地,步骤(2)中球磨介质为水、乙醇、乙二醇、二甘醇、液氮、液氩、液态co2、液氦中的一种或几种。采用湿法球磨能够提升球磨过程中粉末分散性,从而提高球磨效率,以及提升球磨均匀度。根据不同的球磨温度,通过选用上述球磨介质,能够更好的实现球磨均匀的技术效果。其中选用液氮、液氩、液态co2、液氦能同时起到很好的制冷作用,实现不同的温度控制;通过调节水和乙二醇、二甘醇等的比例,可以实现不同低温下的液相球磨。
30.优选地,步骤(3)筛分后粒径53μm以上部分重复技术方案的工艺步骤;粒径15μm以下粉末用于冶金。筛分后区分不同粒径的钛合金球性粉末,对其分别处理,粒径53μm以上部分根据其粒径范围与对应待球磨初始粉末混合待二次球磨,粒径15μm以下粉末作为
粉末冶金用粉末。这样充分利用钛合金粉末,二次球磨能够最大限度的获取15~53μm的钛合金球形粉末,少量粒径15μm以下用于冶金防止浪费。
31.优选地,步骤(2)和步骤(3)中惰性气体为氮气、氩气、氦气中一种。
32.本发明钛合金球形粉末制备方法具有以下有益效果:
33.1)步骤(2)的球磨温度为
?
260℃~0℃,能够根据不同钛合金塑性特点,调节合适温度使之脆化,防止球磨过程中粉体变形,同时解决钛合金由于球磨发热而造成局部氧化的技术问题,实现球形规则、氧含量很低的技术效果;
34.2)步骤(2)采用的磨球、助磨剂、球磨介质,发明人大胆创新、开拓实验,对材质、含量、尺寸、体积比经过反复大量实验做出了优选,能够更好的实现球形粉末磨细、磨匀、球形规则的技术效果;
35.3)充分利用钛合金粉末,粒径15um~53um钛合金球形粉末直接用于选区激光熔覆,二次球磨能够最大限度的获取15~53μm的钛合金球形粉末,少量15um以下粉末用于冶金防止浪费。
附图说明
36.图1是本发明制备的钛合金球形粉末球磨前后粉末粒径分布图
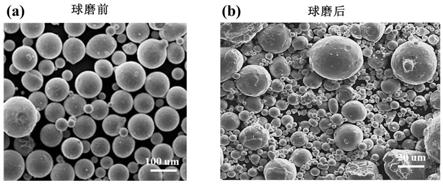
37.图2是本发明制备的钛合金球形粉末球磨前后粉末形貌图。
38.图3是市售tc4粉末和本发明细化后tc4粉末力学性能表征测试图。
39.图4是本发明制备的钛合金球形粉末球磨前后粉末氧含量表征测试图。
40.图5是本发明制备的钛合金球形粉末球磨前后粉末流动性表征测试图。
具体实施方式
41.下面用具体实施例对本发明做进一步详细说明,但本发明不仅局限于以下具体实施例。
42.本发明工艺涉及多种原料,包括钛合金初始粉末、助磨剂、球磨介质、惰性气体,这些原料均可通过市售采购得到。
43.本发明工艺涉及球磨罐、磨球等工具可通过市售采购得到
44.本发明中出现多个参数,如粒径、温度、时间、转速、含量,单位(如μm、℃、h、r/min、wt%)统一在上限后标注,例如53~dμm、
?
260~0℃、2~36h、50~600r/min、0~2wt%。当然,还可以采用上限值和下限值后均标注单位,如53μm~dμm、
?
260℃~0℃、2h~36h、50r/min~600r/min、0wt%~2wt%。这两种参数范围的表达方式均可,在实施例中对上限、下限两个端点值和中间取值,数值后都会带单位。
45.以下所提供的实施例并非用以限制本发明所涵盖的范围。本领域技术人员结合现有公知常识对本发明做显而易见的改进,亦落入本发明要求的保护范围之内。
46.本发明涉及的参数范围、参数比例均包括端点值。
47.实施例
48.一种钛合金球形粉末制备方法,包括以下工艺步骤:
49.(1)将钛合金初始粉末分为a、b两类,其中a类粉末粒径为53~dμm,b类粉末粒径大于dμm;
50.其中,钛合金粉末为真空气雾化法、旋转电极法、等离子电弧法等制备的球形粉末,粒径范围为53μm以上;
51.d取值为100~130;
52.(2)将a类和b类粉末分别置于两个球磨罐中,并在两个球磨罐中都加入磨球、助磨剂、球磨介质,然后都通入惰性气体,低温球磨;其中球磨温度为
?
260~0℃,球磨转速为50~600r/min,球磨时间为2~36h;
53.其中,球磨罐的材质为不锈钢、硬质合金、尼龙、氧化锆陶瓷、氧化铝陶瓷、聚四氟乙烯内衬中一种;
54.磨球的材质为氧化铝、不锈钢、氧化锆、碳化硅、碳化硼、氮化硼中一种或几种,磨球所占体积比为0.1~0.4;
55.磨球包括尺寸为7mm、5mm和3mm的球,三者的体积比为20~40%:30~60%:20~40%;
56.磨球所占体积比为0.18~0.25;磨球与粉末的重量为(2~40):1;
57.助磨剂为硬脂酸、胶体石墨、炭黑、聚丙烯酸酯中的一种或几种,助磨剂含量为0~2%wt;
58.球磨介质为水、乙醇、乙二醇、二甘醇、液氮、液氩、液态co2、液氦中的一种或几种;
59.惰性气体为氮气、氩气、氦气中一种;
60.(3)球磨结束后,取出粉末置于惰性气体保护箱中,待温度恢复至室温后进行筛分,得到粒径为15~53μm的钛合金球形粉末;惰性气体为氮气、氩气、氦气中一种;筛分后粒径53μm以上部分重复所述工艺步骤;粒径15μm以下粉末用于冶金。
61.具体实施例参数
62.以下举例列举钛合金球形粉末制备方法中的关键参数,同时对比列出不在本专利保护范围的对比例参数,如表1:
63.表1
[0064][0065]
测试表征
[0066]
对表1中的实施例、对比例测试粒度、氧含量和流动性测试,结果见表2。d90是粒度大小,表示90%的颗粒粒度都在这个尺寸之内。
[0067]
表2
[0068][0069][0070]
根据表1实施例、对比例的参数制备钛合金球性粉末,分别测试它们的粒度、氧含量和流动性,表征结果见表2,可以看出,本发明制得的钛合金粉末d90不超过50um,表示90%的颗粒粒度都在50μm以内,氧含量不超过950ppm,相比对比例现有技术,本发明的钛合金球性粉末氧含量低;采用霍尔流速计测试粉末流动性,通过50g该粉末耗时35~42s,相比现有技术,本发明钛合金球性粉末的流动性好,说明颗粒形状规则、尺寸小。
[0071]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。技术特征:
1.一种钛合金球形粉末制备方法,其特征在于,该方法包括以下工艺步骤:(1)将钛合金初始粉末分为a、b两类,其中a类粉末粒径为53~dμm,b类粉末粒径大于dμm;(2)将a类和b类粉末分别置于两个球磨罐中,并在两个球磨罐中都加入磨球、助磨剂、球磨介质,然后都通入惰性气体,低温球磨;其中球磨温度为
?
260~0℃,球磨转速为50~600r/min,球磨时间为2~36h;(3)球磨结束后,取出粉末置于惰性气体保护箱中,待温度恢复至室温后进行筛分,得到粒径为15~53μm的钛合金球形粉末。2.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(1)中钛合金粉末为真空气雾化法、旋转电极法、等离子电弧法等制备的球形粉末,粒径范围为53μm以上。3.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(1)中d取值为100~130。4.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(2)中球磨罐的材质为不锈钢、硬质合金、尼龙、氧化锆陶瓷、氧化铝陶瓷、聚四氟乙烯内衬中一种。5.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(2)中磨球的材质为氧化铝、不锈钢、氧化锆、碳化硅、碳化硼、氮化硼中一种或几种,磨球所占体积比为0.1~0.4。6.根据权利要求5所述的钛合金球形粉末制备方法,其特征在于,步骤(2)中磨球包括尺寸为7mm、5mm和3mm的球,三者的体积比为20~40%:30~60%:20~40%。7.根据权利要求5所述的钛合金球形粉末制备方法,其特征在于,磨球所占体积比为0.18~0.25;磨球与粉末的重量为(2~40):1。8.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(2)中助磨剂为硬脂酸、胶体石墨、炭黑、聚丙烯酸酯中的一种或几种,助磨剂含量为0~2wt%。9.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(2)中球磨介质为水、乙醇、乙二醇、二甘醇、液氮、液氩、液态co2、液氦中的一种或几种。10.根据权利要求1所述的钛合金球形粉末制备方法,其特征在于,步骤(3)筛分后粒径53μm以上部分重复所述工艺步骤;粒径15μm以下粉末用于冶金。
技术总结
本发明公开一种钛合金球形粉末制备方法,包括以下工艺步骤:(1)将钛合金初始粉末分为A、B两类,其中A类粉末粒径为53~dμm,B类粉末粒径大于dμm;(2)将A类和B类粉末分别置于两个球磨罐中,并在两个球磨罐中都加入磨球、助磨剂、球磨介质,然后都通入惰性气体,低温球磨;其中球磨温度为
技术研发人员:李天君 丁昂 吴敏 王东星 姚滢 万里彪 魏康康
受保护的技术使用者:宁波中乌
新材料产业技术研究院有限公司
技术研发日:2021.04.14
技术公布日:2021/7/8
声明:
“钛合金球形粉末制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 390
编辑:中冶有色技术网
来源:宁波中乌新材料产业技术研究院有限公司
390
编辑:中冶有色技术网
来源:宁波中乌新材料产业技术研究院有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




