1.本发明涉及
粉末冶金材料技术领域,具体地说是一种高密度铁基
粉末冶金材料及其制备方法。
背景技术:
2.众所周知,铁基粉末冶金制品是应用领域广泛的一种粉末冶金材料,其具有近净成形、性价比高等优势,广泛应用于机械装备、航空航天、汽车行业等领域,据统计占据了粉末冶金制品总量的90%。汽车行业是铁基粉末冶金制品用量最大的领域,单量汽车的铁基粉末冶金零件总重量间接表现了粉末冶金水平和汽车性能,我国汽车的铁基粉末冶金制品用量明显低于进口汽车。更重要的是,我国的粉末冶金研究及产业起步较晚,汽车上具有高性能的高密度铁基粉末冶金制品主要依赖进口。
3.目前国内技术难以通过传统粉末冶金技术一次烧结得到高密度铁基粉末制品,主要通过二次压制、二次烧结、温压、粉末锻造等方式增加铁基粉末冶金制品的密度,但由于生产效率低、周期长、成本高等因素,不适合大规模批量生产。为提高产业链质量及安全性,亟待研发出一条高密度铁基粉末冶金的规模化生产道路。在过去的资料中,常见的提高密度方法是增加润滑以减少摩擦力提高压坯密度,从而提升最终烧结制品的密度。但压制仅是铁基粉末冶金制品的一项工序,对密度的提升作用有限,需要对整条工艺进行优化以得到高密度的制品。
技术实现要素:
4.本发明的目的是解决上述针对高密度铁基粉末冶金制品制备难度大、流程长、成本高的现状,提供一种制备流程短、致密度高、性能出色的高密度铁基粉末冶金材料及其制备方法。
5.本发明解决其技术问题所采用的技术方案是:一种高密度铁基粉末冶金材料,其特征在于该材料中含有的成分为fe、cu、mo、ni、c、纳米级的
稀土氧化物,其中镍占0.5~4%,铜占0.2~3.0%,钼占0.2~0.8%,稀土氧化物占0.3~1.0%,碳占0.2~0.6%,其余为铁。
6.本发明所述的稀土氧化物为氧化镧、氧化钇或氧化铈中的一种或多种。
7.一种高密度铁基粉末冶金材料的制备方法,其特征在于制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,在加入甘氨酸后进行蒸发浓缩,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;(2)含有稀土氧化物的预合金粒子制备:将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粒子,在冷却到一定条件后进行低氧分压钝化处理;(3)混合料混合及压坯压制:
将步骤(2)中得到的预合金亚微米粒子与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯;(4)高温烧结:将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
8.本发明所述的步骤(1)中,在硝酸盐混合溶液中,按质量分数:镍离子占0.5~4%,铜离子占0.2~3.0%,钼离子占0.2~0.8%,稀土离子占0.2~0.9%,其余为铁离子,甘氨酸加入量为硝酸盐总摩尔量的80~120%,蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为80~120℃,破碎方式可采用常用的
破碎机、球磨破碎或研钵破碎等方式,破碎后粒度范围在200~400目间。
9.本发明所述的步骤(2)中,氧化物还原在氢气气氛中进行,最高还原温度为800~1000℃,保温时间为2~4h。还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
10.本发明所述的步骤(2)中,钝化过程在30℃~50℃间进行,钝化气氛中氧气的体积占比为2%~5%,其余为氮气,钝化时长为5~10h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
11.本发明所述的步骤(3)中,混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为48~72h,碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量的0.3~0.8 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化,润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.2~0.4 %,压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为600mpa~800mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
12.本发明所述的步骤(4)中,烧结方式优选为真空烧结,烧结真空为0.001pa~0.1pa。高真空度能够促进烧结过程排气及致密化。
13.最终烧结温度为1150~1250℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
14.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为100~130℃,脱脂温度为300~450℃,脱气温度为900~1050℃,烧结进一步致密化温度为1100~1250℃。每个阶段保温时间为1~3h,阶段间升温速度为2~5℃/min,烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温,需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
15.本发明由于采用上述组分及方法,成品成分中含有0.3-1.0wt.%稀土氧化物,烧结密度达到7.4~7.6g/cm3,热处理硬度hrc45~48,齿轮断齿强度为 750~850mpa,具有制备流程短、致密度高、性能出色等优点。
附图说明
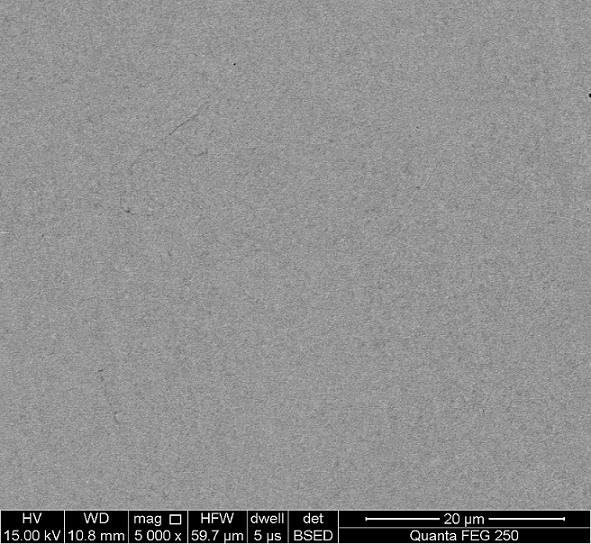
16.图1是本发明的实施例1显微组织结构图。
具体实施方式
17.下面对本发明进一步说明:如附图所示,一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占0.5~4%,铜占0.2~3.0%,钼占0.2~0.8%,稀土氧化物占0.3~1.0%,碳占0.2~0.6%,其余为铁,其一次烧结密度能达到7.4 g/cm2以上。
18.进一步,所述的稀土氧化物为氧化镧、氧化钇或氧化铈中的一种或多种。
19.制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍离子占0.5~4%,铜离子占0.2~3.0%,钼离子占0.2~0.8%,稀土离子占0.2~0.9%,成品中是稀土氧化物,溶液中还只是稀土离子还不包括氧原子,同样的稀土元素含量下质量比会低一些,其余为铁离子。
20.甘氨酸加入量为硝酸盐总摩尔量的80~120%。
21.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为80~120℃。
22.破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式。
23.破碎后粒度范围在200~400目间。
24.在步骤1中通过盐溶液的方式,能够提高各合金元素的分布均匀性,强于常规粉末冶金直接粉末混合方式。在起燃的反应中,硝酸盐作为氧化物的前驱体和氧化剂,甘氨酸作为燃料和螯合剂。燃烧后得到的氧化物混合物由于气体逸散与较快的反应速度,成为了晶粒大小为亚微米级的多孔混合氧化物,孔隙尺寸为纳米级孔隙。将多孔混合氧化物块体破碎后得到200~400目的多孔氧化物颗粒,这些粒子仍然包含着丰富的纳米孔隙,在粒子中各合金元素均匀分布。多孔的结构有利于后续还原过程中氢气的渗透,以及压制过程中粒子的破碎、重排以提高压坯强度。
25.(2)含有稀土氧化物的预合金粒子制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粒子,在冷却到一定条件后进行低氧分压钝化处理;氧化物还原在氢气气氛中进行,最高还原温度为800~1000℃,保温时间为2~4h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
26.钝化过程在30℃~50℃间进行,钝化气氛中氧气的体积占比为2%~5%,其余为氮气,钝化时长为5~10h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全将氧脱除而导致致密化困难。
27.步骤2中,通过氢气气氛下对亚微米级多孔混合氧化物粉体进行还原,多孔结构利于内外的氧化物都被完全还原。还原过程中,铁、铜、钼、镍等元素氧化物会被还原成金属,由于晶粒细小及分布均匀的因素会形成一定的预合金化。在所选择的合金元素中,稀土元素是极难还原的,因而纳米级的稀土氧化物会保留在合金多孔体内,只是由于一定的还原
作用会形成较多氧空位,有利于后续烧结过程中净化晶界,促进致密化。
28.步骤2中,由于氢气还原后较细的合金粉末粒子会带来高的活性,在后续混合过程中接触空气易导致剧烈氧化甚至自燃,为保护合金粉末原料进行一定低氧分下下的钝化,钝化层在真空烧结中可以被碳氧反应及稀土氧化物将氧带走,带来崭新的高活性合金表面,促进烧结致密化。
29.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粒子与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
30.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为48~72h。
31.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量(成品总质量:即按比例添加步骤2中的混合料+碳源+润滑剂)的0.3~0.8 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化。
32.润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量(成品总质量:即按比例添加步骤2中的混合料+碳源+润滑剂)的0.2~0.4 %。
33.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为600mpa~800mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
34.(4)高温烧结将步骤(4)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
35.步骤4中烧结方式优选为真空烧结,烧结真空为0.001pa~0.1pa。高真空度能够促进烧结过程排气及致密化。
36.最终烧结温度为1150~1250℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
37.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为100~130℃,脱脂温度为300~450℃,脱气温度为900~1050℃,烧结进一步致密化温度为1100~1250℃。每个阶段保温时间为1~3h,阶段间升温速度为2~5℃/min。
38.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
39.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
40.步骤4中一次烧结后即可得到高密度铁基粉末冶金材料,归因于溶液燃烧法-氢气还原预合金粉的粒径细;钝化过程有效保护了合金粉末表面,烧结过程脱气阶段与碳源反应露出新鲜高活性表面;还原后的稀土氧化物存在大量的氧空位,在烧结过程中能够吸附晶界上的氧,净化晶界促进材料致密化,提高材料性能;烧结过程中通过高温真空进行烧结,真空能够促进脱气,高温烧结能够促进扩散及进一步致密化。
41.达到的技术效果:常规成分fe-1.5ni-1.5cu-0.5mo-0.4c,烧结密度7.0~7.2g/cm3,热处理硬度
hrc42~45,齿轮断齿强度为500~700mpa。
42.采用本专利方案,成品成分中含有0.3-1.0wt.%稀土氧化物,烧结密度达到7.4~7.6g/cm3,热处理硬度hrc45~48,所制备的齿轮断齿强度为 750~850mpa。
43.本发明主要是针对目前高密度铁基粉末冶金制品制备难度大、流程长、成本高的现状。通过包含稀土氧化物的前驱体粉末制备,在一次压制、一次烧结的前提下得到高性能的高密度铁基粉末冶金材料,从而短流程、低成本地规模性生产高密度铁基粉末冶金制品,提升产业链的技术水平及安全性,传统铁基粉末冶金件由于烧结活化能、致密化驱动力不足,因而常需要在烧结后进行二次烧结、二次压制才能得到高密度的制件,带来长的制备流程、大的设备投入。本发明通过溶液燃烧-氢气还原法,得到含有亚微米级稀土氧化物的预合金亚微米粉末,通过特定工艺的烧结方式,可以在一次烧结下得到高密度的铁基粉末冶金材料。制备流程便捷,制品密度及性能优越。
44.实施例1一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占0.5%,铜占0.2%,钼占0.2%,稀土氧化物占0.3%,碳占0.2%,其余为铁,其一次烧结密度能达到7.4 g/cm2,所述的稀土氧化物为氧化镧;制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍离子占0.5%,铜离子占0.2%,钼离子占0.2%,稀土离子占0.2%,其余为铁离子。
45.甘氨酸加入量为硝酸盐总摩尔量的80%。
46.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为80℃。
47.破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式。
48.破碎后粒度在200目。
49.(2)含有稀土氧化物的预合金粉末制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粉末,在冷却到一定条件后进行低氧分压钝化处理;氧化物还原在氢气气氛中进行,最高还原温度为800~1000℃,保温时间为2~4h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。钝化过程在30℃间进行,钝化气氛中氧气的体积占比为2%,其余为氮气,钝化时长为5h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
50.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粉末与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
51.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为48h。
52.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳,添加量为总质量的0.3 %,碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带
来的氧,促进烧结致密化。
53.润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.2 %。
54.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为600mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
55.(4)高温烧结将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
56.步骤4中烧结方式优选为真空烧结,烧结真空为0.001pa。高真空度能够促进烧结过程排气及致密化。
57.最终烧结温度为1150℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
58.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为100℃,脱脂温度为300℃,脱气温度为900℃,烧结进一步致密化温度为1100℃。每个阶段保温时间为1h,阶段间升温速度为2℃/min。
59.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
60.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
61.采用本专利方案,成品成分中含有0.3wt.%稀土氧化物,烧结密度达到7.4g/cm3,热处理硬度hrc46,齿轮断齿强度为750mpa。
62.实施例2一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占4%,铜占3.0%,钼占0.8%,稀土氧化物占1.0%,碳占0.6%,其余为铁,其一次烧结密度能达到7.5 g/cm2。
63.进一步,所述的稀土氧化物为氧化钇,制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍离子占4%,铜离子占3.0%,钼离子占0.8%,稀土离子占0.8%,其余为铁离子,甘氨酸加入量为硝酸盐总摩尔量的120%。
64.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为120℃。
65.破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式。
66.破碎后粒度在400目。
67.(2)含有稀土氧化物的预合金粉末制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粉末,在冷却到一定条件后进行低氧分压钝化处理;
氧化物还原在氢气气氛中进行,最高还原温度为1000℃,保温时间为4h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
68.钝化过程在50℃间进行,钝化气氛中氧气的体积占比为5%,其余为氮气,钝化时长为10h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
69.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粉末与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
70.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为72h。
71.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量的0.8 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化。
72.润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.4 %。
73.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为800mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
74.(4)高温烧结将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
75.步骤4中烧结方式优选为真空烧结,烧结真空为0.1pa。高真空度能够促进烧结过程排气及致密化。
76.最终烧结温度为1250℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
77.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为130℃,脱脂温度为300~450℃,脱气温度为1050℃,烧结进一步致密化温度为1250℃。每个阶段保温时间为3h,阶段间升温速度为5℃/min。
78.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
79.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
80.采用本专利方案,成品成分中含有1.0 wt.%稀土氧化物,烧结密度达到7.6g/cm3,热处理硬度hrc45,齿轮断齿强度为 850mpa。
81.实施例3一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占3%,铜占2%,钼占0.6%,稀土氧化物占0.74%,碳占0.5%,其余为铁,其一次烧结密度能达到7.6 g/cm2。
82.进一步,所述的稀土氧化物为氧化铈,制备方法的步骤如下:
(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍占3%,铜占2%,钼占0.6%,稀土离子占0.6%,其余为铁离子,甘氨酸加入量为硝酸盐总摩尔量的90%。
83.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为100℃。
84.破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式。
85.破碎后粒度在300目。
86.(2)含有稀土氧化物的预合金粉末制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粉末,在冷却到一定条件后进行低氧分压钝化处理;氧化物还原在氢气气氛中进行,最高还原温度为900℃,保温时间为3h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
87.钝化过程在40℃间进行,钝化气氛中氧气的体积占比为4%,其余为氮气,钝化时长为8h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
88.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粉末与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
89.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为48~72h。
90.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量的0.7 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化。
91.润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.3 %。
92.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为700mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
93.(4)高温烧结将步骤(4)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
94.步骤4中烧结方式优选为真空烧结,烧结真空为0.03pa。高真空度能够促进烧结过程排气及致密化。
95.最终烧结温度为1200℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
96.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为120℃,脱脂温度为400℃,脱气温度为1000℃,烧结进一步致密化温度为1150℃。每个阶段保温时间为2h,阶段间升温速度为3℃/min。
97.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
98.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
99.采用本专利方案,成品成分中含有0.74wt.%稀土氧化物,烧结密度达到7.6g/cm3,热处理硬度hrc48,齿轮断齿强度为820mpa。
100.实施例4一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占0.5%,铜占0.2%,钼占0.8%,稀土氧化物占0.5%,碳占0.5%,其余为铁,其一次烧结密度能达到7.5 g/cm2。
101.进一步,所述的稀土氧化物为氧化镧和氧化钇,制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍占0.5%,铜占0.2%,钼占0.8%,稀土离子占0.4%,其余为铁离子;甘氨酸加入量为硝酸盐总摩尔量的120%。
102.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为110℃。
103.破碎方式采用球磨破碎。
104.破碎后粒度在200目。
105.(2)含有稀土氧化物的预合金粉末制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粉末,在冷却到一定条件后进行低氧分压钝化处理;氧化物还原在氢气气氛中进行,最高还原温度为1000℃,保温时间为4h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
106.钝化过程在50℃间进行,钝化气氛中氧气的体积占比为5%,其余为氮气,钝化时长为10h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
107.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粉末与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
108.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为72h。
109.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量的0.7 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化。
110.润滑剂为硬脂酸锌,添加量为总质量的0.4 %。
111.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为800mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
112.(4)高温烧结将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
113.步骤4中烧结方式优选为真空烧结,烧结真空为0.5pa。高真空度能够促进烧结过程排气及致密化。
114.最终烧结温度为1250℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
115.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为125℃,脱脂温度为370℃,脱气温度为990℃,烧结进一步致密化温度为1210℃。每个阶段保温时间为3h,阶段间升温速度为5℃/min。
116.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
117.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
118.采用本专利方案,成品成分中含有0.5wt.%稀土氧化物,烧结密度达到7.4g/cm3,热处理硬度hrc47,齿轮断齿强度为780mpa。
119.实施例5一种高密度铁基粉末冶金材料,该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占2.5%,铜占1.0%,钼占0.4%,稀土氧化物占0.4%,碳占0.3%,其余为铁,其一次烧结密度能达到7.5 g/cm2。
120.进一步,所述的稀土氧化物为氧化镧、氧化钇或氧化铈中的一种或多种。
121.制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,加入甘氨酸,在甘氨酸后进行蒸发浓缩,浓缩后进行燃烧,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;在硝酸盐水溶液中,按质量分数:镍离子占2.5%,铜离子占1.0%,钼离子占0.4%,稀土离子占0.3%,其余为铁离子。
122.甘氨酸加入量为硝酸盐总摩尔量的90%。
123.蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为110℃。
124.破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式。
125.破碎后粒度在350目。
126.(2)含有稀土氧化物的预合金粉末制备将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粉末,在冷却到一定条件后进行低氧分压钝化处理;氧化物还原在氢气气氛中进行,最高还原温度为950℃,保温时间为2.5h,还原温度过低、时间过短会导致除稀土元素外的合金元素无法被完全还原,过高会导致晶粒长大,烧结活性降低。
127.钝化过程在30℃~50℃间进行,钝化气氛中氧气的体积占比为4%,其余为氮气,钝化时长为7h。钝化时间过短会导致出料或混合过程中粉末发热剧烈氧化,过长会导致后续烧结过程中无法完全脱除导致致密化困难。
128.(3)混合料混合及压坯压制将步骤(2)中得到的预合金亚微米粉末与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯。
129.步骤3中混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为72h。
130.碳源可为无定形碳及石墨等常见碳源,优选为无定形碳。添加量为总质量的0.6 %。碳源的加入除本身为材料的一部分外,其可以通过碳氧反应去除制备过程中预氧化的带来的氧,促进烧结致密化。
131.润滑剂可为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.4 %。
132.压制方式为冷压,可通过单向压制或双向压制进行,优选为双向压制。压制压力为760mpa。压制压力过小难以减少孔隙与得到高的压坯密度,增加致密化难度,过大容易造成模具的损坏。
133.(4)高温烧结将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。
134.步骤4中烧结方式优选为真空烧结,烧结真空为0.1pa。高真空度能够促进烧结过程排气及致密化。
135.最终烧结温度为1250℃。烧结温度过低不利于元素扩散,温度过高会导致晶粒长大。
136.烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为110℃,脱脂温度为380℃,脱气温度为900℃,烧结进一步致密化温度为1250℃。每个阶段保温时间为2.5h,阶段间升温速度为4℃/min。
137.烧结过程中,需要尽量避免在800℃~900℃过多停留,由于这个温度区间内铜与铁的偏扩散系数存在较大差距,过多保温会导致体积膨胀及局部造孔,需要迅速升温。
138.需要较长脱气时间(900~1050℃)以保证压坯中充分的碳氧反应脱气,以免更高温度致密化后堵塞排气通道,阻碍氧的脱出及致密化进程。
139.采用本专利方案,成品成分中含有0.4wt.%稀土氧化物,烧结密度达到7.5g/cm3,热处理硬度hrc46,齿轮断齿强度为800mpa。
140.实施例6:
对于上述制备方法中,各个范围参数组合都进行了实验,并对稀土氧化物为氧化镧、氧化钇或氧化铈中的一种或多种进行组合都进行了实验,最终结论为采用本专利方案,成品成分中含有0.3-1.0wt.%稀土氧化物,烧结密度达到7.4~7.6g/cm3,热处理硬度hrc45~48,齿轮断齿强度为 750~850mpa。
141.对比例1采用实施例1相同的成分,通过传统工艺:元素粉末混合、压制、烧结进行制备,各阶段工艺保持一致。最终制成成品,烧结密度达到7.1g/cm3,热处理硬度hrc43,齿轮断齿强度为580mpa。
142.对比例2与实施例1相比,对比例2中采用的稀土氧化物含量为2.0%,其余制备方式保持一致。最终制成成品,烧结密度达到7.4g/cm3,热处理硬度hrc47,齿轮断齿强度为630mpa。
143.对比例3与实施例1相比,对比例3中采用的烧结温度为1100℃,直接升温至最高温度进行保温1h。最终制成成品,烧结密度达到7.3g/cm3,热处理硬度hrc45,齿轮断齿强度为650mpa。
144.由实施例1的对比可知,传统工艺的烧结活性和强化相分布均匀性较差,难以获得高的致密度和强度。由实施例2的对比可知,过多的稀土氧化物添加会对材料的强度造成明显的下降。由实施例2的对比可知,过低的烧结温度会限制材料的致密化,导致强度和硬度的下降。
145.由图1实施例1的显微组织照片可观察到,材料致密度高,各元素分布均匀,没有明显的元素偏析。
146.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。技术特征:
1.一种高密度铁基粉末冶金材料,其特征在于该材料中含有的成分为fe、cu、mo、ni、c、纳米级的稀土氧化物,其中镍占0.5~4%,铜占0.2~3.0%,钼占0.2~0.8%,稀土氧化物占0.3~1.0%,碳占0.2~0.6%,其余为铁。2.根据权利要求1所述的一种高密度铁基粉末冶金材料,其特征在于所述的稀土氧化物为氧化镧、氧化钇或氧化铈中的一种或多种。3.一种高密度铁基粉末冶金材料的制备方法,其特征在于制备方法的步骤如下:(1)混合氧化物粉末制备:将硝酸铁、硝酸铜、硝酸钼、硝酸镍及稀土元素硝酸盐在水中溶解混合得到硝酸盐水溶液,在加入甘氨酸后进行蒸发浓缩,燃烧后将得到氧化铁、氧化铜、氧化钼、氧化镍及稀土氧化物的均匀混合氧化物,将其破碎后得到混合氧化物粉末;(2)含有稀土氧化物的预合金粒子制备:将步骤(1)中得到的混合氧化物粉末放置于氢气气氛下进行还原,在一定高温下还原后得到含有亚微米级稀土氧化物的预合金亚微米粒子,在冷却到一定条件后进行低氧分压钝化处理;(3)混合料混合及压坯压制:将步骤(2)中得到的预合金亚微米粒子与一定比例的碳源和润滑剂一同混合,混合后在一定条件下进行模压,得到压制坯;(4)高温烧结:将步骤(3)得到的压制坯在一定条件下进行高温烧结,最终得到高密度铁基粉末冶金材料。4.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(1)中,在硝酸盐混合溶液中,按质量分数:镍离子占0.5~4%,铜离子占0.2~3.0%,钼离子占0.2~0.8%,稀土离子占0.2~0.9%,其余为铁离子,甘氨酸加入量为硝酸盐总摩尔量的80~120%。5.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(1)中,蒸发浓缩过程在磁力搅拌器的搅拌中进行,浓缩温度为80~120℃,破碎方式可采用常用的破碎机、球磨破碎或研钵破碎等方式,破碎后粒度范围在200~400目间。6.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(2)中,氧化物还原在氢气气氛中进行,最高还原温度为800~1000℃,保温时间为2~4h。7.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(2)中,钝化过程在30℃~50℃间进行,钝化气氛中氧气的体积占比为2%~5%,其余为氮气,钝化时长为5~10h。8.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(3)中,混合方式可为行业中常用的v型混料机,双锥形混料机等,混合时间为48~72h,碳源为无定形碳、石墨或其他碳源,碳源的添加量为总质量的0.3~0.8 %,润滑剂为硬脂酸锌及其它常用润滑剂,添加量为总质量的0.2~0.4 %,压制方式为冷压,通过单向压制或双向压制进行,压制压力为600mpa~800mpa。9.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述的步骤(4)中,烧结方式为真空烧结,烧结真空为0.001pa~0.1pa,最终烧结温度为1150~1250℃。10.根据权利要求2所述的一种高密度铁基粉末冶金材料的制备方法,其特征在于所述
的步骤(4)中,烧结过程采用梯度升温烧结工艺,脱水脱脂保温平台为100~130℃,脱脂温度为300~450℃,脱气温度为900~1050℃,烧结进一步致密化温度为1100~1250℃,每个阶段保温时间为1~3h,阶段间升温速度为2~5℃/min。
技术总结
本发明涉及粉末冶金材料技术领域,具体地说是一种高密度铁基粉末冶金材料及其制备方法,其特征在于该材料中含有的成分为Fe、Cu、Mo、Ni、C、纳米级的稀土氧化物,其中镍占0.5~4%,铜占0.2~3.0%,钼占0.2~0.8%,稀土氧化物占0.3~1.0%,碳占0.2~0.6%,其余为铁,制备方法的步骤如下:(1)混合氧化物粉末制备;(2)含有稀土氧化物的预合金粒子制备;(3)混合料混合及压坯压制;(4)高温烧结,通过上述方法制备的成品成分中含有0.3-1.0wt.%稀土氧化物,烧结密度达到7.4~7.6g/cm3,热处理硬度HRC45~48,所制备的齿轮断齿强度为750~850MPa,具有制备流程短、致密度高、性能出色等优点。性能出色等优点。性能出色等优点。
技术研发人员:康稀越 李铁松 贺跃辉 李勇 田红霞
受保护的技术使用者:山东威达粉末冶金有限公司
技术研发日:2022.11.07
技术公布日:2023/1/16
声明:
“高密度铁基粉末冶金材料及其制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 646
编辑:中冶有色技术网
来源:山东威达粉末冶金有限公司
646
编辑:中冶有色技术网
来源:山东威达粉末冶金有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




