1.本实用新型涉及电池模组拆解技术领域,具体涉及一种
锂电池模组智能高效拆解装置。
背景技术:
2.当前,我国
新能源汽车产业呈现持续快速发展态势,随之而来的废旧动力蓄电池若不能被妥善回收利用,会给社会带来较大的安全环保风险,然而退役的锂电池不是所有的电芯都失去了使用价值,绝大多数的电芯还可以运用至低层级的场景中,但是有些场景不能直接使用退役下来的电池模组,需重新分容再组,这个过程就需要拆解现有退役模组成单体电芯。
3.目前,电池模组的拆解方式主要由人工完成,然而,由于拆解过程难免会造成电池短路出现闪弧现象,因此,人工拆解的方式存在人身安全风险,且人工拆解效率极低。
技术实现要素:
4.为了解决背景技术存在的技术问题,本实用新型提出的一种锂电池模组智能高效拆解装置。
5.本实用新型提出的一种锂电池模组智能高效拆解装置,包括:工作台、x向伺服模组、y向伺服模组、z向伺服模组,其中:
6.工作台与x向伺服模组连接并可由x向伺服模组的驱动沿x轴方向水平移动,工作台的上方设有铣削机构;铣削机构分别与y向伺服模组和z向伺服模组连接并可由y向伺服模组的驱动沿y轴方向水平移动,由z向伺服模组的驱动沿z轴方向竖直移动;
7.工作台包括用于放置待拆工件的放置台和周向环布在放置台外侧的夹具安装台,每个夹具安装台上均设有夹板和用于驱动夹板向放置台方向往复移动的第一驱动机构;
8.工作台一侧的上方设有用于执行抓/放动作的机械夹爪和用于驱动机械夹爪进行物料转移的第三驱动机构。
9.优选地,夹板为连接有抽真空机构的真空吸附板。
10.优选地,夹具安装台与放置台之间具有间距以形成供拆解出的零件通过的落料通道。
11.优选地,落料通道的下方设有用于接收落下的零件并将所接收的零件输送出去的输送带和用于驱动输送带进行传输的第四驱动机构。
12.优选地,输送带位于工作台的下方,输送带的输送方向与工作台的移动方向一致,且输送带的宽度能够使所有落料通道均处于其带面的上方。
13.优选地,工作台还包括支撑板,放置台和安装台、以及输送带和第四驱动机构均固定在支撑板上。
14.优选地,输送带输出端的下方设有收集框。
15.优选地,夹具安装台的数量为4个,4个夹具安装台上的夹板分别为一号夹板、二号
夹板、三号夹板和四号夹板,一号夹板与二号夹板相对布置在工作台的两侧,三号夹板与四号夹板相对布置在一号夹板与二号夹板连线的两侧。
16.优选地,铣削机构还包括竖直设置的主轴和用于驱动主轴旋转的驱动部件,铣削机构的一侧设有能够在第二驱动机构的驱动下向铣削机构方向往复移动的刀库和用于执行换刀工作的换刀机构,铣削机构的铣刀、切割刀和片状刀均存放在刀库中并由换刀机构选择性的装配到主轴上。
17.优选地,驱动部件包括电机。
18.本实用新型中,放置台用于放置待拆工件(电池模组),待拆工件放置到放置台上后由夹板对其夹持固定;然后由x向伺服模组将整个工作台驱动至拆解工位,同时,y向伺服模组和z向伺服模组相互配合驱动铣削机构也进入拆解工位,此时,先由铣削机构中的铣刀铣削掉所有汇流排连接片焊点后,机械夹爪抓取汇流排盖板并将其从电池模组移出出去,以完成汇流排盖板的拆除工作。当汇流排盖板拆除后,该电池模组两端的夹板松开,铣削机构在y向伺服模组与z向伺服模组的驱动下进入该电池模组外壳端板的焊接面处以利用铣削机构中的切割刀将端板切割开,并将分开的防护板移出;去除端板和汇流排连接片的电池模组再进一步进行脱胶分离以将电池模组还原成单一电芯状态,具体操作时,先使铣削机构中的片状刀处于相邻两个电芯之间缝隙处,然后由z向伺服模组驱动铣削机构下行以迫使片状刀插入缝隙内继而将相邻的电芯分开,如此循环,直到使该电池模组中的所有电芯都还原成单一电芯状态。该拆解装置能够独立完成电池模组的拆解工作,替代了人工拆解工作,避免了人工拆解存在的人身安全风险,且有效提高了拆解效率。
附图说明
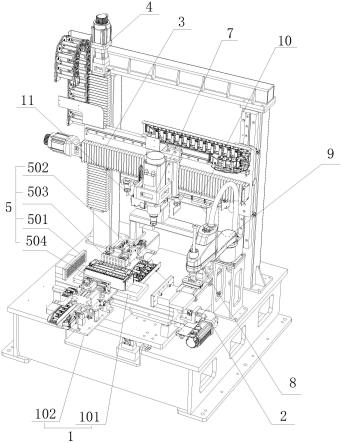
19.图1为本实用新型提出的一种锂电池模组智能高效拆解装置的结构示意图。
20.图2为本实用新型提出的一种锂电池模组智能高效拆解装置中所述刀库与换刀机构的安装位置示意图。
具体实施方式
21.参照图1,本实用新型提出的一种锂电池模组智能高效拆解装置,包括:工作台1、x向伺服模组2、y向伺服模组3、z向伺服模组4,其中:
22.工作台1与x向伺服模组2连接并可由x向伺服模组2的驱动沿x轴方向水平移动,工作台1包括用于放置待拆工件的放置台101和周向环布在放置台101外侧的夹具安装台102,每个夹具安装台102上均设有夹板5和用于驱动夹板5向放置台101方向往复移动的第一驱动机构6,具体的:夹具安装台102的数量为4个,4个夹具安装台102上的夹板5分别为一号夹板501、二号夹板502、三号夹板503和四号夹板504,一号夹板501与二号夹板502相对布置在工作台1的两侧,三号夹板503与四号夹板504相对布置在一号夹板501与二号夹板502连线的两侧。
23.工作台1的上方设有铣削机构7,铣削机构7包括铣刀、切割刀和片状刀;铣削机构7分别与y向伺服模组3和z向伺服模组4连接并可由y向伺服模组3的驱动沿y轴方向水平移动,由z向伺服模组4的驱动沿z轴方向竖直移动。工作台1一侧的上方设有用于执行抓/放动作的机械夹爪8和用于驱动机械夹爪8进行物料转移的第三驱动机构9。
24.具体拆解作业过程如下:
25.预先由机械夹爪8将待拆解的电池模组转移到放置台101上并由夹板5对该电池模组进行夹持固定。
26.然后由x向伺服模组2将整个工作台1驱动至拆解工位,同时,y向伺服模组3和z向伺服模组4相互配合驱动铣削机构7也进入拆解工位,此时,先由铣削机构7中的铣刀铣削掉所有汇流排连接片焊点,再由机械夹爪8抓取汇流排盖板并将其从电池模组移出出去,以完成汇流排盖板的拆除工作。
27.当汇流排盖板拆除后,位于该电池模组两端的夹板5松开,铣削机构7在y向伺服模组3与z向伺服模组4的驱动下依次进入该电池模组两端的端板焊接面处,并利用铣削机构7中的切割刀将电池模组两端的端板依次切割开,以完成端盖的拆解。
28.去除端板和汇流排连接片的电池模组再进一步进行脱胶分离以将电池模组还原成单一电芯状态,具体操作过程如下:
29.先使铣削机构7中的片状刀处于相邻两个电芯之间缝隙处,然后由z向伺服模组4驱动铣削机构7下行以迫使片状刀插入缝隙内继而将相邻的电芯分开,如此循环,直到使该电池模组中的所有电芯都还原成单一电芯状态。
30.剥离胶粘后的电芯再由机械夹爪8逐一放入指定位置以待后续检测操作。
31.由上可知,本实用新型能够独立完成电池模组的拆解工作,替代了人工拆解工作,避免了人工拆解存在的人身安全风险,且有效提高了拆解效率。
32.此外,本实施例中,夹板5为连接有抽真空机构的真空吸附板,具体的:夹板5具有导气腔,夹板5的夹持面密布有若干与导气腔连通的吸气孔;抽真空机构包括
真空泵和连接真空泵与导气腔的抽气管路。当端板被切割开后,分开的端板受真空吸力的作用逐步脱离电池模组被吸到对应的夹板5上。
33.本实施例中,夹具安装台102与放置台101之间具有间距以形成供拆解出的零件通过的落料通道。落料通道的下方设有用于接收落下的零件并将所接收的零件输送出去的输送带(图中未画出)和用于驱动输送带进行传输的第四驱动机构(图中未画出)。工作中,当防护板被吸附到夹板5上后,夹板5松开对该防护板的吸附,以使该防护板通过落料通道自动掉入到输送带上并由输送到输送出去。
34.输送带的具体设计方式有以下两种:
35.第一种:将输送带设置在工作台1的下方,并使输送带的输送方向与工作台(1)的移动方向一致,使输送带的宽度能够使所有落料通道均处于其带面的上方,继而使零部件从任意一个落料通道落下后都能落到该输送带上,并由该输送带输送出去。这种设置无需使输送带与工作台1的移动而移动。
36.第二中:工作台1还包括支撑板,将放置台101、安装台102、以及输送带和第四驱动机构均固定在支撑板上,这种设置使得输送带随着工作台1的移动同步移动,其与放置台101和安装台102的相对位置始终保持固定。
37.本实施例中,输送带输出端的下方设有收集框(图中未画出),以用于收集拆解出来的零部件。
38.参照图2,铣削机构7还包括竖直设置的主轴和用于驱动主轴旋转的驱动部件,具体的:驱动部件包括电机。铣削机构7的一侧设有能够在第二驱动机构的驱动下向铣削机构
7方向往复移动的刀库10和用于执行换刀工作的换刀机构11,所述铣刀、切割刀和片状刀均存放在刀库10中并由换刀机构11选择性的装配到主轴上。在拆解作业时,换刀机构11根据拆解进程需要选择将铣刀、切割刀或片状刀装配到主轴上以执行拆解相应部位的拆解工作。
39.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。技术特征:
1.一种锂电池模组智能高效拆解装置,其特征在于,包括:工作台(1)、x向伺服模组(2)、y向伺服模组(3)、z向伺服模组(4),其中:工作台(1)与x向伺服模组(2)连接,工作台(1)的上方设有铣削机构(7),铣削机构(7)分别与y向伺服模组(3)和z向伺服模组(4)连接;工作台(1)包括用于放置待拆工件的放置台(101)和周向环布在放置台(101)外侧的夹具安装台(102),每个夹具安装台(102)上均设有夹板(5)和用于驱动夹板(5)向放置台(101)方向往复移动的第一驱动机构(6);工作台(1)一侧的上方设有用于执行抓/放动作的机械夹爪(8)和用于驱动机械夹爪(8)进行物料转移的第三驱动机构(9)。2.根据权利要求1所述的锂电池模组智能高效拆解装置,其特征在于,夹板(5)为连接有抽真空机构的真空吸附板。3.根据权利要求1所述的锂电池模组智能高效拆解装置,其特征在于,夹具安装台(102)与放置台(101)之间具有间距以形成供拆解出的零件通过的落料通道。4.根据权利要求3所述的锂电池模组智能高效拆解装置,其特征在于,落料通道的下方设有用于接收落下的零件并将所接收的零件输送出去的输送带和用于驱动输送带进行传输的第四驱动机构。5.根据权利要求4所述的锂电池模组智能高效拆解装置,其特征在于,输送带位于工作台(1)的下方,输送带的输送方向与工作台(1)的移动方向一致,且输送带的宽度能够使所有落料通道均处于其带面的上方。6.根据权利要求4所述的锂电池模组智能高效拆解装置,其特征在于,工作台(1)还包括支撑板,放置台(101)和安装台(102)、以及输送带和第四驱动机构均固定在支撑板上。7.根据权利要求4所述的锂电池模组智能高效拆解装置,其特征在于,输送带输出端的下方设有收集框。8.根据权利要求1所述的锂电池模组智能高效拆解装置,其特征在于,夹具安装台(102)的数量为4个,4个夹具安装台(102)上的夹板(5)分别为一号夹板(501)、二号夹板(502)、三号夹板(503)和四号夹板(504),一号夹板(501)与二号夹板(502)相对布置在工作台(1)的两侧,三号夹板(503)与四号夹板(504)相对布置在一号夹板(501)与二号夹板(502)连线的两侧。9.根据权利要求1-8中任一项所述的锂电池模组智能高效拆解装置,其特征在于,铣削机构(7)还包括竖直设置的主轴和用于驱动主轴旋转的驱动部件,铣削机构(7)的一侧设有能够在第二驱动机构的驱动下向铣削机构(7)方向往复移动的刀库(10)和用于执行换刀工作的换刀机构(11),铣削机构(7)铣刀、切割刀和片状刀均存放在刀库(10)中并由换刀机构(11)选择性的装配到主轴上。10.根据权利要求9所述的锂电池模组智能高效拆解装置,其特征在于,驱动部件包括电机。
技术总结
本实用新型提出了一种锂电池模组智能高效拆解装置,包括:工作台、X向伺服模组、Y向伺服模组、Z向伺服模组,其中:工作台由X向伺服模组的驱动沿X轴方向水平移动,工作台包括放置台和夹具安装台,夹具安装台上设有夹板和用于驱动夹板往复移动的第一驱动机构;工作台的上方设有铣削机构,铣削机构包括铣刀、切割刀和片状刀;铣削机构分别由Y向伺服模组的驱动沿Y轴方向水平移动,由Z向伺服模组的驱动沿Z轴方向竖直移动;工作台一侧的上方设有机械夹爪和用于驱动机械夹爪进行物料转移的第三驱动机构。本实用新型能够独立完成电池模组的拆解工作,替代了人工拆解工作,避免了人工拆解存在的人身安全风险,且有效提高了拆解效率。且有效提高了拆解效率。且有效提高了拆解效率。
技术研发人员:朱斌 王德钊 徐晓宁
受保护的技术使用者:合肥国轩循环科技有限公司
技术研发日:2022.07.25
技术公布日:2022/11/24
声明:
“锂电池模组智能高效拆解装置的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1122
编辑:中冶有色技术网
来源:合肥国轩循环科技有限公司
1122
编辑:中冶有色技术网
来源:合肥国轩循环科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0





































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




