 新能源汽车
新能源汽车、ctp
动力电池包及其梯次拆解方法
技术领域
1.本发明涉及电池包拆解回收的技术领域,特别是涉及一种新能源汽车、ctp动力电池包及其梯次拆解方法。
背景技术:
2.随着ctp(cell to pack,无模组)动力电池包的推广应用,这种由单体直接组装成电池包的形式,由于省略了中间模组,使电池包的成组方式更简单,在同体积或同重量的条件下,ctp动力电池包的能量密度更大,也更受汽车制造厂家的青睐。
3.ctp动力电池包主要是通过双组份黏合剂将单体固定到电池包壳体上,而传统的动力电池包由单体组成的模组且通过螺丝紧固件进行机械装配,采用传统的人工用撬棍撬取方式对ctp动力电池包进行拆解的梯次拆解方法存在拆解效率较低的问题。
技术实现要素:
4.本发明的目的是克服现有技术中的不足之处,提供一种拆解效率较高的新能源汽车、ctp动力电池包及其梯次拆解方法。
5.本发明的目的是通过以下技术方案来实现的:
6.一种ctp动力电池包的梯次拆解方法,包括:
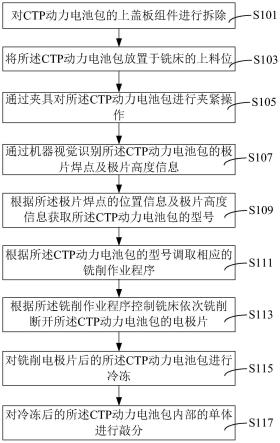
7.对ctp动力电池包的上盖板组件进行拆除;
8.将所述ctp动力电池包放置于铣床的上料位;
9.通过夹具对所述ctp动力电池包进行夹紧操作;
10.通过机器视觉识别所述ctp动力电池包的极片焊点及极片高度信息;
11.根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号;
12.根据所述ctp动力电池包的型号调取相应的铣削作业程序;
13.根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片;
14.对铣削电极片后的所述ctp动力电池包进行冷冻;
15.对冷冻后的所述ctp动力电池包内部的单体进行敲分。
16.在其中一个实施例中,在对冷冻后的所述ctp动力电池包内部的单体进行敲分的步骤之后,所述梯次拆解方法还包括:
17.对敲分得到的每一单体进行品检;若所述单体合格,则对所述单体进行绝缘处理并装箱操作。
18.在其中一个实施例中,在根据铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片时,先根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片,再根据所述粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削。
19.在其中一个实施例中,所述根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片的步骤包括:
20.根据去除正电极片路线对所述ctp动力电池包的单体表面的汇流排的正电极片依
次进行粗铣断极操作;
21.根据去除负电极片路线对所述ctp动力电池包的单体表面的汇流排的负电极片依次进行粗铣断极操作。
22.在其中一个实施例中,所述根据所述粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削的步骤还包括:
23.根据所述去除正电极片路线对所述ctp动力电池包的单体表面的汇流排的正电极片的断极位置依次进行精铣操作;
24.根据所述去除负电极片路线对所述ctp动力电池包的单体表面的汇流排的负电极片的断极位置依次进行精铣操作。
25.在其中一个实施例中,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的深度在断极高度基础上均增加0.04mm~0.06mm;及/或,
26.在其中一个实施例中,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的铣刀为圆盘精铣铣刀。
27.在其中一个实施例中,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的铣削速度为800mm/min~1200mm/min。
28.在其中一个实施例中,在所述根据所述ctp动力电池包的型号调取相应的铣削作业程序的步骤之前,以及在所述根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号的步骤之后,所述梯次拆解方法还包括:
29.将获取所述ctp动力电池包的型号进行显示输出;
30.确定并选择所述ctp动力电池包的型号。
31.一种ctp动力电池包,采用上述任一实施例所述的ctp动力电池包的梯次拆解方法进行拆解。
32.一种新能源汽车,包括上述的ctp动力电池包。
33.与现有技术相比,本发明至少具有以下优点:
34.1、上述的ctp动力电池包的梯次拆解方法,首先对ctp动力电池包的上盖板组件进行拆除;然后将ctp动力电池包放置于铣床的上料位;然后通过夹具对ctp动力电池包进行夹紧操作,以对ctp动力电池包进行固定定位;然后通过机器视觉识别ctp动力电池包的极片焊点及极片高度信息;然后根据极片焊点的位置信息及极片高度信息获取ctp动力电池包的型号;然后根据ctp动力电池包的型号调取相应的铣削作业程序;然后根据铣削作业程序控制铣床依次铣削断开ctp动力电池包的电极片,使ctp动力电池包的相邻两个单体的电极片彼此分开,以便后续更好地分离;然后对铣削电极片后的ctp动力电池包进行冷冻;然后对冷冻后的ctp动力电池包内部的单体进行敲分,如此使ctp动力电池包内部的每个单体得到拆解,实现ctp动力电池包的梯次拆解;
35.2、上述的ctp动力电池包的梯次拆解方法,由于在敲分单体之前,先对ctp动力电池包的单体之间连接的汇流排的电极片进行进行铣削,使相邻两个单体连接的电极片断开,相比于传统的人工用撬棍撬取方式,减少了人工介入,同时提高了动力电池包的拆解效率,减少老工序人工摆放单体的时间,使ctp动力电池包的拆解过程较安全可靠地,操作更加简单方便。
附图说明
36.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
37.图1为一实施例的ctp动力电池包的梯次拆解方法的流程图;
38.图2为一实施例的ctp动力电池包的爆炸示意图;
39.图3为图1所示ctp动力电池包的梯次拆解方法的步骤s113的铣床的工作示意图;
40.图4为图3所示铣床的a处放大示意图;
41.图5为采用图3所示铣床对ctp动力电池包的汇流排的正极片及负极片进行铣削的路线示意图。
具体实施方式
42.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
43.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
44.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
45.本技术提供一种ctp动力电池包的梯次拆解方法包括以下步骤的部分或全部:对ctp动力电池包的上盖板组件进行拆除;及/或,将所述ctp动力电池包放置于铣床的上料位;及/或,通过夹具对所述ctp动力电池包进行夹紧操作;及/或,通过机器视觉识别所述ctp动力电池包的极片焊点及极片高度信息;及/或,根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号;及/或,根据所述ctp动力电池包的型号调取相应的铣削作业程序;及/或,根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片;及/或,对铣削电极片后的所述ctp动力电池包进行冷冻;及/或,对冷冻后的所述ctp动力电池包内部的单体进行敲分。
46.上述的ctp动力电池包的梯次拆解方法,首先对ctp动力电池包的上盖板组件进行拆除;然后将ctp动力电池包放置于铣床的上料位;然后通过夹具对ctp动力电池包进行夹紧操作,以对ctp动力电池包进行固定定位;然后通过机器视觉识别ctp动力电池包的极片焊点及极片高度信息;然后根据极片焊点的位置信息及极片高度信息获取ctp动力电池包的型号;然后根据ctp动力电池包的型号调取相应的铣削作业程序;然后根据铣削作业程序控制铣床依次铣削断开ctp动力电池包的电极片,使ctp动力电池包的相邻两个单体的电极
片彼此分开,以便后续更好地分离;然后对铣削电极片后的ctp动力电池包进行冷冻;然后对冷冻后的ctp动力电池包内部的单体进行敲分,如此使ctp动力电池包内部的每个单体得到拆解,实现ctp动力电池包的梯次拆解;上述的ctp动力电池包的梯次拆解方法,由于在敲分单体之前,先对ctp动力电池包的单体之间连接的汇流排的电极片进行进行铣削,使相邻两个单体连接的电极片断开,相比于传统的人工用撬棍撬取方式,减少了人工介入,同时提高了动力电池包的拆解效率,使ctp动力电池包的拆解过程较安全可靠地,操作更加简单方便。
47.为更好地理解本技术的技术方案和有益效果,以下结合具体实施例对本技术做进一步地详细说明:
48.如图1与图2所示,一实施例的ctp动力电池包10的梯次拆解方法用于对ctp动力电池包10进行梯次拆解。在一个实施例中,ctp动力电池包10包括电池包底板12、上盖板组件14、单体16和汇流排18,单体16放置于电池包底板12内,单体16的电极通过汇流排18焊接于一体,上盖板组件14盖设于电池包底板12。进一步地,梯次拆解方法包括以下步骤的部分或全部:
49.s101,对ctp动力电池包的上盖板组件进行拆除。
50.在本实施例中,对ctp动力电池包10的上盖板组件14进行拆除,使ctp动力电池包10的单体16电池裸露于外,以便后续的拆分操作。在本实施例中,上盖板组件14包括上盖板及附件,具体地,附件包括外壳固定螺丝、高压线束、采集线束、bms控制模块及废液,在拆除时,先拆除外壳固定螺丝,再断开高压线束,再拆除采集线束,再拆除bms控制模块,再收集废液等。
51.s103,将所述ctp动力电池包放置于铣床的上料位。
52.同时参见图3及图4,在本实施例中,将ctp动力电池包10放置于铣床40的上料位,以便对待拆解的ctp动力电池包10进行上料操作。可以理解,可以通过机械手或人工将ctp动力电池包10放置于铣床的上料位,完成ctp动力电池包10的上料。进一步地,通过搬运设备50将ctp动力电池包10放置于铣床的上料位,无需人工搬运,降低了ctp动力电池包10上料的人工劳动强度。在本实施例中,搬运设备50可以为智能平衡吊或机械臂,实现ctp动力电池包10的全自动上下料搬运。
53.s105,通过夹具对所述ctp动力电池包进行夹紧操作。
54.同时参见图3及图4,在本实施例中,通过夹具70对ctp动力电池包10进行夹紧操作,以对ctp动力电池包10进行夹紧定位,以便接下来的铣削加工,无需人工介入,提高了ctp动力电池包10的拆解效率及安全性。可以理解,夹具可以为气动夹具,使夹具更好地夹紧作用于ctp动力电池包10。
55.s107,通过机器视觉识别所述ctp动力电池包的极片焊点及极片高度信息。
56.在本实施例中,通过机器视觉识别ctp动力电池包10的极片焊点及极片高度信息,以确定ctp动力电池包10的极片焊点位置及极片高度尺寸。进一步地,通过机器视觉识别ctp动力电池包10的极片焊点及极片高度信息包括:首先通过ccd相机对ctp动力电池包10进行拍摄,以获取ctp动力电池包10的图像信息;然后对ctp动力电池包10的图像信息进行处理及分析;然后确定ctp动力电池包10的极片焊点位置,如确定ctp动力电池包10的极片焊点的坐标;然后根据算法计算ctp动力电池包10的极片高度信息及极片形状信息。
57.s109,根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号。
58.在本实施例中,根据极片焊点的位置信息及极片高度信息获取ctp动力电池包10的型号,以找准极片焊点的位置信息及极片高度信息。可以理解,对于不同型号的ctp动力电池包10,ctp动力电池包10的极片焊点的位置信息及极片高度信息均不同。
59.s111,根据所述ctp动力电池包的型号调取相应的铣削作业程序。
60.在本实施例中,根据ctp动力电池包10的型号调取相应的铣削作业程序,对于不同的ctp动力电池包10的型号,调取不同的铣削作业程序,以适应不同的ctp动力电池包10的拆解,提高了梯次拆解方法的适用性。
61.s113,根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片。
62.在本实施例中,根据铣削作业程序控制铣床40依次铣削断开ctp动力电池包10的电极片,即根据铣削作业程序控制铣床依次铣削断开ctp动力电池包10的正极电极片及负极电极片,使ctp动力电池包10的相邻两个单体16的电极片彼此分开,以便后续更好地分离。在其中一个实施例中,铣床为cnc数控铣床,以便铣床更好地对ctp动力电池包10的电极片进行铣削断开的加工控制。
63.s115,对铣削电极片后的所述ctp动力电池包进行冷冻。
64.在本实施例中,对铣削电极片后的ctp动力电池包10进行冷冻,降低了ctp动力电池包10的拆解难度。
65.s117,对冷冻后的所述ctp动力电池包内部的单体进行敲分。
66.在本实施例中,对冷冻后的ctp动力电池包10内部的单体16进行敲分,使ctp动力电池包10内部的单体16得到拆解。
67.上述的ctp动力电池包10的梯次拆解方法,首先对ctp动力电池包10的上盖板组件14进行拆除;然后将ctp动力电池包10放置于铣床的上料位;然后通过夹具对ctp动力电池包10进行夹紧操作,以对ctp动力电池包10进行固定定位;然后通过机器视觉识别ctp动力电池包10的极片焊点及极片高度信息;然后根据极片焊点的位置信息及极片高度信息获取ctp动力电池包10的型号;然后根据ctp动力电池包10的型号调取相应的铣削作业程序;然后根据铣削作业程序控制铣床依次铣削断开ctp动力电池包10的电极片,使ctp动力电池包10的相邻两个单体16的电极片彼此分开,以便后续更好地分离;然后对铣削电极片后的ctp动力电池包10进行冷冻;然后对冷冻后的ctp动力电池包10内部的单体16进行敲分,如此使ctp动力电池包10内部的每个单体16得到拆解,实现ctp动力电池包10的梯次拆解;上述的ctp动力电池包10的梯次拆解方法,由于在敲分单体16之前,先对ctp动力电池包10的单体16之间连接的汇流排18的电极片进行进行铣削,使相邻两个单体16连接的电极片断开,相比于传统的人工用撬棍撬取方式,减少了人工介入,同时提高了动力电池包的拆解效率,使ctp动力电池包10的拆解过程较安全可靠地,操作更加简单方便。
68.在其中一个实施例中,在对冷冻后的所述ctp动力电池包10内部的单体16进行敲分的步骤之后,所述梯次拆解方法还包括:对敲分得到的每一单体16进行品检;若单体16合格,则对单体16进行绝缘处理并装箱操作,提高了绝缘处理并装箱的单体16的良率。进一步地,对所述单体16进行绝缘处理并装箱操作的步骤之前,梯次拆解方法还包括:分别对每一
单体16的外部粘黏的胶块进行去除,使单体16的正负极极柱更好地贴上绝缘胶带,以更好地对单体16进行绝缘处理并装箱操作。
69.进一步地,对敲分得到的每一单体16进行品检的步骤包括:首先确定敲分得到的单体16的外观是否完好;然后测量单体16的电压或内阻是否符合要求,若敲分得到的单体16的外观完好,且测量单体16的电压或内阻符合要求,则单体16合格,否则单体16不合格。可以理解,对于不同型号的ctp动力电池包10,敲分得到的单体16的电压或内阻的要求不同。
70.更进一步地,在测量单体16的电压或内阻是否符合要求的步骤之后,对敲分得到的每一单体16进行品检的步骤还包括:判断单体16的极头是否满足要求。在本实施例中,判断单体16的极头是否满足要求包括:首先铣削后的单体16的电极表面的粗糙度小于或等于预设粗糙度,使电极表面较平整且无可见沟痕;然后铣削后的电极表面高出邻近的塑料表面预定值。若铣削后的单体16的电极表面的粗糙度小于或等于预设粗糙度,且铣削后的电极表面高出邻近的塑料表面预定值,则单体16的极头满足要求。在其中一个实施例中,预设粗糙度小于或等于ra6.3,确保电极表面较平整且无可见沟痕。在其中一个实施例中,表面预定值大于或等于0.1mm,使铣削后的单体16的良率较高。
71.在其中一个实施例中,在根据铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片时,先根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片,相比于传统的人工撬掉极片后将电池冷冻打出来,然后再将单体摆放到铣床内进行精铣的电池包的拆解方式,本技术的ctp动力电池包的梯次拆解方法能够大大减少人工断极片的时间,再根据所述粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削,相比传统的人工操作铣削设备摇柄方式的铣削方式,提高单体极头表面的平整度,同时使铣削后的电极表面高出其相邻的塑料表面,从而能够更好地满足后续的品检要求,即不仅保证了电池单体极头的梯次性,而且减少了人工摆放单体精铣的时间和劳动强度。
72.同时参见图4及图5,在其中一个实施例中,根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片的步骤包括:根据去除正电极片路线20对ctp动力电池包10的单体16表面的汇流排18的正电极片182依次进行粗铣断极操作,即铣床40的铣刀42根据去除正电极片路线20对ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作;根据去除负电极片路线30对ctp动力电池包10的单体16表面的汇流排18的负电极片184依次进行粗铣断极操作,即铣床的铣刀根据去除负电极片路线30对ctp动力电池包10的单体16表面的汇流排18的负电极片依次进行粗铣断极操作,以对ctp动力电池包10的电极片进行铣削断极操作,相比于传统的人工撬掉极片后将电池冷冻打出来,然后再将单体摆放到铣床内进行精铣的电池包的拆解方式,本技术的ctp动力电池包的梯次拆解方法能够大大减少人工断极片的时间。在本实施例中,ctp动力电池包10的单体16的数目为多个,多个单体16呈矩形阵列排布,相邻两个单体16通过一个正电极片和一个负电极片电连接,相邻两个单体16的正电极片与负电极片错开设置,每排单体16的正电极片并排设置,每排单体16的负电极片并排设置,去除正电极片路线20依次经过每排单体16的正电极片,去除负电极片路线30依次经过每排单体16的负电极片。进一步地,对于不同排的正电极片,在对当前排的正电极片加工完毕时,紧接着对下一排的正电极片邻近当前排的正电极片的端部的正电极片开始铣削加工,如此去除正电极片路线呈s型走向,即以呈s型
走向的去除正电极片路线的加工方式依次对每排正电极片进行铣削加工,提高了正电极片粗铣断极的效率。当对于最后一排的正电极片的最后一个正电极片粗铣加工完毕时,紧接着对最后一排的正电极片邻近的最后一排的负电极片进行粗铣断极加工,如此进入动力电池包的负电极片进行粗铣加工。对于不同排的负电极片进行粗铣加工时,同样地,参考对不同排的正电极片进行加工时,去除负电极片路线呈s型走向,即以呈s型走向的去除负电极片路线的加工方式依次对每排负电极片进行铣削加工,提高了负电极片粗铣断极的效率,最终返回到铣刀的起始加工的原点位置,通过去除正电极片路线及去除负电极片路线避免在铣削掉极片上的焊点过程中造成正负极短接而产生烧毁的情况。
73.进一步地,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作的铣刀为立式粗铣铣刀;及/或,对所述ctp动力电池包10的单体16表面的汇流排18的负电极片依次进行粗铣断极操作的铣刀为立式粗铣铣刀。在本实施例中,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作的铣刀与对所述ctp动力电池包10的单体16表面的汇流排18的负电极片依次进行粗铣断极操作的铣刀均为立式粗铣铣刀,即二者所使用的铣刀相同,中间无需换刀,方便加工。
74.在其中一个实施例中,立式粗铣铣刀的铣刀直径为20mm~30mm,避免立式粗铣铣刀的铣刀直径大于或等于相邻两个单体16表面的汇流排18的正电极片的间距造成短路而烧毁的问题,实现动力电池包内的单体16的可靠拆卸。
75.进一步地,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作的铣刀的铣削速度为500mm/min~700mm/min,避免了因粗铣断极操作的铣刀的铣削速度过小导致粘刀,也避免了因粗铣断极操作的铣刀的铣削速度过大造成极片粘连铣削不干净的问题,使粗铣断极操作的铣刀的铣削速度较适中。
76.进一步地,根据去除正电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作;根据去除负电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的负电极片依次进行粗铣断极操作,以对ctp动力电池包10的电极片进行铣削断极操作的步骤具体为:首先,根据去除正电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的正电极片依次进行粗铣断极操作,同时在沿去除正电极片路线以电池极片为基准下降高度1.5mm
±
0.1mm波动范围自动修正铣刀的铣削高度,以使ctp动力电池包10的正电极片可靠地得到铣削断极;然后根据去除负电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的负电极片依次进行粗铣断极操作,同时在沿去除负电极片路线以电池极片为基准下降高度1.5mm
±
0.1mm波动范围自动修正铣刀的铣削高度,以使ctp动力电池包10的负电极片可靠地得到铣削断极。
77.进一步地,在沿去除正电极片路线进行粗铣断极操作过程中,同时通过测距自动修正探头实时监测正电极片的位置,并与正电极片的实际表面为基准自动修正铣刀的铣削高度,使在沿去除正电极片路线以电池极片为基准下降高度1.5mm
±
0.1mm波动范围自动修正铣刀的铣削高度,以更好地适应ctp动力电池包10的单体16的实际铣削断极加工。同理,在沿去除负电极片路线进行粗铣断极操作过程中,同时通过测距自动修正探头实时监测负电极片的位置,并与负电极片的实际表面为基准自动修正铣刀的铣削高度,使在沿去除负电极片路线以电池极片为基准下降高度1.5mm
±
0.1mm波动范围自动修正铣刀的铣削高度,即根据实际的单体16电芯的电极片的表面高度自动调整铣削高度,以更好地适应ctp动力
电池包10的单体16的实际铣削断极加工,以适配各单体16电芯的电极极片的表面的水平高度不平齐的情形,提高了电极极片的铣削质量,同时避免铣削极片过程中产生火花给铣刀性能损失的问题,且有利于自动定位找正铣刀加工的坐标零点,自动根据刀具磨损修正刀补。在本实施例中,测距自动修正探头的测量精度偏差小于或等于0.05mm,使测距自动修正探头的测量精度较高。
78.进一步地,在根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包10的电极片的步骤,同时对ctp动力电池包10的单体16的铣削位置进行吹气操作,以对铣削产生的碎屑进行吹离,同时对铣刀更好地进行降温,提高了电池包的单体16的极片的铣削精度。在本实施例中,对ctp动力电池包10的单体16的铣削位置进行吹气操作的步骤具体为:至少在两个不同方向同时对ctp动力电池包10的单体16的铣削位置进行吹气操作,且每一方向对ctp动力电池包10的单体16的铣削位置进行吹气的气压大于或等于0.6mpa,以更好地对铣削产生的碎屑进行吹离,同时对铣刀更好地进行冷却,以更好地对铣削产生的碎屑进行吹离,同时对铣刀更好地进行降温。在本实施例中,在两个不同方向同时对ctp动力电池包10的单体16的铣削位置进行吹气操作,且每一方向对ctp动力电池包10的单体16的铣削位置进行吹气的气压大于或等于0.6mpa,两个吹气方向的夹角为30
°
~150
°
,以更好地对铣削产生的碎屑进行吹离,同时对铣刀更好地进行降温。
79.在其中一个实施例中,在根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片的步骤还包括:根据所述去除正电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的正电极片的断极位置依次进行精铣操作,即根据所述去除正电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的正电极片的单体16极头依次进行精铣操作,使铣削后的ctp动力电池包10的单体16表面的汇流排18的正电极片的断极位置符合后续的品检要求,不仅保证了电池单体极头的梯次性,而且减少了人工摆放单体精铣的时间和劳动强度。进一步地,根据所述去除负电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的负电极片的断极位置依次进行精铣操作,即根据所述去除负电极片路线对所述ctp动力电池包10的单体16表面的汇流排18的负电极片的单体16极头依次进行精铣操作,使铣削后的ctp动力电池包10的单体16表面的汇流排18的负电极片的断极位置符合后续的品检要求,不仅保证了电池单体极头的梯次性,同时减少了人工摆放单体精铣的时间和劳动强度,同时提高了负电极片的断极加工的可靠性。在本实施例中,ctp动力电池包10的单体16表面的汇流排18的正电极片和负电极片均是整包在粗铣断极之后通过精铣加工,相比传统的人工操作铣削设备摇柄方式的铣削方式,提高单体极头表面的平整度,同时使铣削后的电极表面高出其相邻的塑料表面,从而能够更好地满足后续的品检要求,即不仅保证了电池单体极头的梯次性,而且减少了人工摆放单体精铣的时间和劳动强度。
80.在其中一个实施例中,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的深度在断极高度基础上均增加0.04mm~0.06mm,以更好地对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣。及/或,
81.在其中一个实施例中,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣刀为圆盘精铣铣刀。在本实施例中,对所述ctp动
力电池包10的单体16表面的汇流排18的正电极片的断极位置进行精铣的铣刀为圆盘精铣铣刀,对所述ctp动力电池包10的单体16表面的汇流排18的负电极片的断极位置进行精铣的铣刀为圆盘精铣铣刀。
82.在其中一个实施例中,对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣削速度为800mm/min~1200mm/min;若对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣削速度过大,则会出现单体16电极表面粗糙度不达标需要重复铣削的问题;若对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣削速度过小,则导致单体16的铣削的效率较低;对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣削速度为800mm/min~1200mm/min,使对所述ctp动力电池包10的单体16表面的汇流排18的正电极片或负电极片的断极位置进行精铣的铣削速度较适中,使铣削加工能够一次性地让单体16的电极表面满足梯次利用要求。
83.在其中一个实施例中,在所述根据所述ctp动力电池包10的型号调取相应的铣削作业程序的步骤之前,以及在所述根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包10的型号的步骤之后,所述梯次拆解方法还包括:首先将获取所述ctp动力电池包10的型号进行显示输出,即显示输出至少两种ctp动力电池包10的型号,以便供使用者根据实际拆解的动力电池包的型号进行准确地选择。
84.可以理解,受动力电池包的制造偏差、使用磨损或使用后涨缩因素等影响,在通过机器视觉识别的ctp动力电池包10的极片焊点及极片高度信息均与ctp动力电池包10型号的设计值存在偏差,如此根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包10的型号的步骤时,自动输出相近的ctp动力电池包10的型号,且显示输出的ctp动力电池包10的型号的数目大于或等于2;然后确定并选择所述ctp动力电池包10的型号,即通过人工根据显示输出的型号及实际待拆解的电池包进行比对确定并选择所述ctp动力电池包10的型号,以提高电池包的单体16的铣削的准确性,避免出现安全事故。在本实施例中,将获取所述ctp动力电池包10的型号进行显示输出,即显示输出ctp动力电池包10的型号、待铣削面的平面照片、铣刀预备加工的点位及路线,以便人工检查并确认铣削的准确性,更好地避免出现安全事故。
85.进一步地,在通过机器视觉识别所述ctp动力电池包10的极片焊点及极片高度信息的步骤之前,梯次拆解方法还包括:建立多个ctp动力电池包10的型号与多个动力电池包的电池信息一一对应的电池包数据库。可以理解,对于不同型号的ctp动力电池包10,相应的动力电池包的电池信息不同,使铣床能够更好地适应不同型号的ctp动力电池包10的加工,提高了梯次拆解方法的适用性。在本实施例中,动力电池包的电池信息包括极片焊点及极片高度信息等数据。
86.进一步地,将所述ctp动力电池包10放置于铣床的上料位的步骤之前,以及对ctp动力电池包10的上盖板组件14进行拆除的步骤之后,梯次拆解方法还包括:首先检测确认电池包是否具有梯次使用价值;其次确认单体16的外观是否完好,且检测单体16的电学参数是否符合梯次利用要求,其中电学参数可以为电压和电阻。在本实施例中,确认单体16的外观是否完好,且检测单体16的电学参数是否符合梯次利用要求的步骤包括:先确认单体
16的外观是否完好,即判定单体16是否有脱损,若否,则符合拆解要求的品质要求;再检测单体16的电学参数是否符合梯次利用要求,如检测单体16的电压是否达到预定电压值,并检测单体16的电阻是否达到预定电阻。具体地,对于数量较多的单体16的电池包,无法对所有的电池包的单体16进行外观确认及电学参数检测,为此,进一步地,随机抽取m%*t的单体16进行外观的确认及电学参数的检测,若有n%*t以上的单体16均符合梯次利用要求,其中t为电池包的单体16的总数,m、n均为整数,其中m为50~70,n为3~8,则确认电池包的单体16的外观、及检测单体16的电学参数符合梯次利用要求,提高了电池包的单体16在拆解前的品检效率。在其中一个实施例中,随机抽取50%*t的单体16进行外观的确认及电学参数的检测,若有3%*t以上的单体16的外观符合梯次利用要求,再对3%*t的单体16中抽取1.5%*t的单体16进行电学参数的检测,若有0.045%*t的单体16的电学参数符合梯次利用要求,则认为电池包的单体16符合梯次利用要求。否则,不进行下一步的拆解。
87.进一步地,在对铣削电极片后的所述ctp动力电池包10进行冷冻的步骤之前,以及在根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包10的电极片的步骤之后,梯次拆解方法还包括:通过搬运设备50将铣削断开所述ctp动力电池包10的电极片从铣床取出,以便接着进行冷冻拆解操作。
88.如图2所示,本技术还提供一种ctp动力电池包10,采用上述任一实施例所述的ctp动力电池包10的梯次拆解方法对所述ctp动力电池包10进行拆解。
89.本技术还提供一种新能源汽车,包括任一实施例所述的ctp动力电池包10。
90.与现有技术相比,本发明具有以下优点:
91.1、上述的ctp动力电池包10的梯次拆解方法,首先对ctp动力电池包10的上盖板组件14进行拆除;然后将ctp动力电池包10放置于铣床的上料位;然后通过夹具对ctp动力电池包10进行夹紧操作,以对ctp动力电池包10进行固定定位;然后通过机器视觉识别ctp动力电池包10的极片焊点及极片高度信息;然后根据极片焊点的位置信息及极片高度信息获取ctp动力电池包10的型号;然后根据ctp动力电池包10的型号调取相应的铣削作业程序;然后根据铣削作业程序控制铣床依次铣削断开ctp动力电池包10的电极片,使ctp动力电池包10的相邻两个单体16的电极片彼此分开,以便后续更好地分离;然后对铣削电极片后的ctp动力电池包10进行冷冻;然后对冷冻后的ctp动力电池包10内部的单体16进行敲分,如此使ctp动力电池包10内部的每个单体16得到拆解,实现ctp动力电池包10的梯次拆解;
92.2、上述的ctp动力电池包10的梯次拆解方法,由于在敲分单体16之前,先对ctp动力电池包10的单体16之间连接的汇流排18的电极片进行进行铣削,使相邻两个单体16连接的电极片断开,相比于传统的人工用撬棍撬取方式,减少了人工介入,同时提高了动力电池包的拆解效率,使ctp动力电池包10的拆解过程较安全可靠地,操作更加简单方便。
93.3、在根据铣削作业程序控制铣床依次铣削断开ctp动力电池包的电极片时,先根据铣削作业程序控制铣床粗铣依次铣削断开ctp动力电池包的电极片,使ctp动力电池包的相邻两个单体的电极片彼此分开,以便后续更好地分离,相比于传统的人工撬掉极片后将电池冷冻打出来,然后再将单体摆放到铣床内进行精铣的电池包的拆解方式,本技术的ctp动力电池包的梯次拆解方法能够大大减少人工断极片的时间;然后根据粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削,以减少老工序人工摆放单体的时间;
94.4、本技术对退役ctp电池包梯次拆解回收过程中电池包汇流排18铣削去除,将工
艺顺序进行优化,定制设备并对设备参数进行设置和优化,能减少人工情况下提高生产效率,有使用方便、操作简单、安全可靠等优点,可在新能源汽车ctp电池包梯次拆解回收工序中进行推广应用。
95.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。技术特征:
1.一种ctp动力电池包的梯次拆解方法,其特征在于,包括:对ctp动力电池包的上盖板组件进行拆除;将所述ctp动力电池包放置于铣床的上料位;通过夹具对所述ctp动力电池包进行夹紧操作;通过机器视觉识别所述ctp动力电池包的极片焊点及极片高度信息;根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号;根据所述ctp动力电池包的型号调取相应的铣削作业程序;根据所述铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片;对铣削电极片后的所述ctp动力电池包进行冷冻;对冷冻后的所述ctp动力电池包内部的单体进行敲分。2.根据权利要求1所述的ctp动力电池包的梯次拆解方法,其特征在于,在对冷冻后的所述ctp动力电池包内部的单体进行敲分的步骤之后,所述梯次拆解方法还包括:对敲分得到的每一单体进行品检;若所述单体合格,则对所述单体进行绝缘处理并装箱操作。3.根据权利要求1所述的ctp动力电池包的梯次拆解方法,其特征在于,在根据铣削作业程序控制铣床依次铣削断开所述ctp动力电池包的电极片时,先根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片,再根据所述粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削。4.根据权利要求3所述的ctp动力电池包的梯次拆解方法,其特征在于,所述根据所述铣削作业程序控制铣床粗铣依次铣削断开所述ctp动力电池包的电极片的步骤包括:根据去除正电极片路线对所述ctp动力电池包的单体表面的汇流排的正电极片依次进行粗铣断极操作;根据去除负电极片路线对所述ctp动力电池包的单体表面的汇流排的负电极片依次进行粗铣断极操作。5.根据权利要求4所述的ctp动力电池包的梯次拆解方法,其特征在于,所述根据所述粗铣路径铣床切换精铣铣刀依次对极头进行梯次铣削的步骤还包括:根据所述去除正电极片路线对所述ctp动力电池包的单体表面的汇流排的正电极片的断极位置依次进行精铣操作;根据所述去除负电极片路线对所述ctp动力电池包的单体表面的汇流排的负电极片的断极位置依次进行精铣操作。6.根据权利要求5所述的ctp动力电池包的梯次拆解方法,其特征在于,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的深度在断极高度基础上均增加0.04mm~0.06mm;及/或,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的铣刀为圆盘精铣铣刀。7.根据权利要求4所述的ctp动力电池包的梯次拆解方法,其特征在于,对所述ctp动力电池包的单体表面的汇流排的正电极片或负电极片的断极位置进行精铣的铣削速度为800mm/min~1200mm/min。8.根据权利要求3所述的ctp动力电池包的梯次拆解方法,其特征在于,在所述根据所
述ctp动力电池包的型号调取相应的铣削作业程序的步骤之前,以及在所述根据所述极片焊点的位置信息及极片高度信息获取所述ctp动力电池包的型号的步骤之后,所述梯次拆解方法还包括:将获取所述ctp动力电池包的型号进行显示输出;确定并选择所述ctp动力电池包的型号。9.一种ctp动力电池包,其特征在于,采用权利要求1至8中任一项所述的ctp动力电池包的梯次拆解方法进行拆解。10.一种新能源汽车,其特征在于,包括权利要求9所述的ctp动力电池包。
技术总结
本申请提供一种新能源汽车、CTP动力电池包及其梯次拆解方法。上述的CTP动力电池包的梯次拆解方法,包括:对CTP动力电池包的上盖板组件进行拆除;将CTP动力电池包放置于铣床的上料位;通过夹具对CTP动力电池包进行夹紧操作;通过机器视觉识别CTP动力电池包的极片焊点及极片高度信息;根据极片焊点的位置信息及极片高度信息获取CTP动力电池包的型号;根据CTP动力电池包的型号调取相应的铣削作业程序;根据铣削作业程序控制铣床依次铣削断开CTP动力电池包的电极片;对铣削电极片后的CTP动力电池包进行冷冻。相比于传统的人工用撬棍撬取方式,减少了人工介入,同时提高了动力电池包的拆解效率,使CTP动力电池包的拆解过程较安全可靠地,操作更加简单方便。操作更加简单方便。操作更加简单方便。
技术研发人员:袁佳宁 姜校林 李长东 刘勇奇 巩勤学
受保护的技术使用者:湖南邦普循环科技有限公司 湖南邦普汽车循环有限公司
技术研发日:2022.06.17
技术公布日:2022/10/3
声明:
“新能源汽车、CTP动力电池包及其梯次拆解方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 573
编辑:中冶有色技术网
来源:湖南邦普循环科技有限公司 湖南邦普汽车循环有限公司
573
编辑:中冶有色技术网
来源:湖南邦普循环科技有限公司 湖南邦普汽车循环有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0






































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




