1.本实用新型属于
负极材料生产线技术领域,更具体地说,特别涉及一种负极材料造粒预碳化一体化生产线。
背景技术:
2.负极材料是
新能源汽车动力电池的四大材料中配套最为成熟的材料,也是影响
锂电池能量密度的主要因素之一,在锂电池中的成本占比在10%~15%。理想的锂离子电池应该具备低电位、结构稳定、电位变化幅度小、锂离子脱嵌可逆性好、导电性能好、界面稳定性好及界面交流阻抗低等性能,以满足锂离子电池具有更高的能量密度及充放电功能。而在制造锂电池负极材料过程中最核心的环节就是造粒和包覆碳化的过程。
3.基于上述,本发明人发现存在以下问题:目前市场主流负极材料造粒和预碳化工序分开进行,即物料在650℃完成造粒后,又冷却到常温;然后换种炉型,再加热到1000℃,完成预碳化,再冷却,传统造粒、预碳化热量损失大,能耗高,在造粒和碳化关键工序上,仍采用传统反应釜,传统反应釜是釜体不动,内部搅拌装置搅动物料,釜外电加热等方式,完成物料的搅拌和加热过程,即造粒过程;然后冷却后,进入辊道窑或隧道窑等,完成预碳化过程,传统的设备使得造粒和碳化都是逐步分开进行,工艺较复杂,而且资源浪费严重,而且造粒和预碳化均为间歇式加料方式,即装一釜料,加热到650℃,完成造粒后再放出来;然后再加下一釜料,为间歇式进出料,具有能耗高、产能小、能源浪费严重等缺点。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种负极材料造粒预碳化一体化生产线,以期达到更具有更加实用价值性的目的。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种负极材料造粒预碳化一体化生产线,以解决现在的负极材料造粒和预碳化工序分开进行,即物料在650℃完成造粒后,又冷却到常温;然后换种炉型,再加热到1000℃,完成预碳化,再冷却,传统造粒、预碳化热量损失大,能耗高,在造粒和碳化关键工序上,仍采用传统反应釜,传统反应釜是釜体不动,内部搅拌装置搅动物料,釜外电加热等方式,完成物料的搅拌和加热过程,即造粒过程;然后冷却后,进入辊道窑或隧道窑等,完成预碳化过程,传统的设备使得造粒和碳化都是逐步分开进行,工艺较复杂,而且资源浪费严重,而且造粒和预碳化均为间歇式加料方式,即装一釜料,加热到650℃,完成造粒后再放出来;然后再加下一釜料,为间歇式进出料,具有能耗高、产能小、能源浪费严重等缺点的问题。
6.本实用新型负极材料造粒预碳化一体化生产线的目的与功效,由以下具体技术手段所达成:
7.一种负极材料造粒预碳化一体化生产线,包括投料站、第一真空输送机、混料机、称重料仓、低温滚筒炉、中温滚筒炉、高温滚筒炉、冷却釜、出料称重料仓和打散整形机,所述低温滚筒炉、中温滚筒炉、高温滚筒炉和冷却釜依次首尾转动密封连通设置,所述称重料
仓通过第二真空输送机与低温滚筒炉相通设置,所述低温滚筒炉的前端设有进料端,所述第二真空输送机的出料口与低温滚筒炉的进料端转动密封连通。
8.进一步的,所述投料站的出料口与第一真空输送机相通设置,所述第一真空输送机的出料口与混料机的进料口相通设置,所述称重料仓位于混料机的下方。
9.进一步的,所述冷却釜的出料口通过第三真空输送机与出料称重料仓的进料口相通设置,所述第三真空输送机位于打散整形机的进料口上方。
10.进一步的,所述低温滚筒炉的温度设定为0℃-350℃,所述中温滚筒炉的温度设定为350℃-650℃,所述高温滚筒炉的温度设定为650℃-1000℃。
11.进一步的,所述低温滚筒炉、中温滚筒炉和高温滚筒炉上均设置有驱动机构,每个所述驱动机构用于驱动相对应的低温滚筒炉、中温滚筒炉和高温滚筒炉绕中轴线方向旋转。
12.进一步的,还包括设置于低温滚筒炉、中温滚筒炉和高温滚筒炉上的电加热装置,所述电加热装置设置为电热丝加热装置、微波加热装置、电磁加热装置、等离子加热装置中的一种或多种组合。
13.进一步的,还包括设置于低温滚筒炉、中温滚筒炉和高温滚筒炉上的若干个温度传感器和压力传感器。
14.与现有技术相比,本实用新型具有如下有益效果:
15.1、本实用新型中的结构简单,采用回转炉来完成造粒和预碳化,低温滚筒炉、中温滚筒炉、高温滚筒炉的筒体转动,带动内部物料跟着转动,筒体外加热,完成造粒和预碳化过程,实现了负极材料造粒、碳化一体化的生产,实现了设备的自动化,不仅可以节省设备投入,同时节省占地、配电等相关辅助设施投资,减少生产成本,还大幅度的提高了生产效率,实现能源的最大化利用,同时实现产能最大化;
16.2、在造粒和预碳关键工序上,摈弃传统的反应釜,采用回转炉,同时,低温滚筒炉、中温滚筒炉、高温滚筒炉可以实现连续进出料,易于实现造粒预碳化一体化产线,同时,处理温度更可控,产品受热均匀,一致性好,而且处理量增加,单线产能大幅提升,进一步提高了生产效率。
附图说明
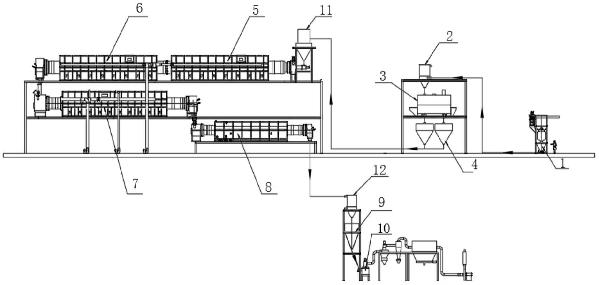
17.图1是本实用新型的主视结构示意图。
18.图2是本实用新型的低温滚筒炉、中温滚筒炉和高温滚筒炉主视结构示意图。
19.图3是本实用新型的打散整形机的主视结构示意图。
20.图中,部件名称与附图编号的对应关系为:
21.1、投料站;2、第一真空输送机;3、混料机;4、称重料仓;5、低温滚筒炉;6、中温滚筒炉;7、高温滚筒炉;8、冷却釜;9、出料称重料仓;10、打散整形机;11、第二真空输送机;12、第三真空输送机;13、驱动机构;14、进料端;15、出料端;16、电加热装置。
具体实施方式
22.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
23.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.实施例:
26.如附图1至附图3所示:
27.本实用新型提供一种负极材料造粒预碳化一体化生产线,包括投料站1、第一真空输送机2、混料机3、称重料仓4、低温滚筒炉5、中温滚筒炉6、高温滚筒炉7、冷却釜8、出料称重料仓9和打散整形机10,低温滚筒炉5、中温滚筒炉6、高温滚筒炉7和冷却釜8依次首尾转动密封连通设置,称重料仓4通过第二真空输送机11与低温滚筒炉5相通设置,低温滚筒炉5的前端设有进料端14,第二真空输送机11的出料口与低温滚筒炉5的进料端14转动密封连通。
28.在其他实施例中,投料站1的出料口与第一真空输送机2相通设置,第一真空输送机2的出料口与混料机3的进料口相通设置,称重料仓4位于混料机3的下方,通过投料站1将物料存储并利用第一真空输送机2输送至混料机3内部进行混料,混料完成后进入称重料仓4进行称重出料。
29.在其他实施例中,冷却釜8的出料口通过第三真空输送机12与出料称重料仓9的进料口相通设置,第三真空输送机12位于打散整形机10的进料口上方,通过设置冷却釜8进行冷却,通过第三真空输送机12将物料输送至打散整形机10的内部进行打散整形。
30.在其他实施例中,低温滚筒炉5的温度设定为0℃-350℃,中温滚筒炉6的温度设定为350℃-650℃,高温滚筒炉7的温度设定为650℃-1000℃,低温滚筒炉5将筒内物料加热升温至350℃继续造粒,再通过低温滚筒炉5旋转流动至中温滚筒炉6继续加热,中温滚筒炉6将筒内物料加热升温至650℃进一步造粒,再通过中温滚筒炉6旋转流动至高温滚筒炉7内,高温滚筒炉7将筒内物料加热升温至1000℃,达到1000℃继续旋转往前流动,直到预碳化完成,流进冷却釜8完成冷却和后续打散整形,实现了负极材料造粒、碳化一体化的生产,实现了设备的自动化,不仅可以节省设备投入,同时节省占地、配电等相关辅助设施投资,减少生产成本。
31.在其他实施例中,低温滚筒炉5、中温滚筒炉6和高温滚筒炉7上均设置有驱动机构13,每个驱动机构13用于驱动相对应的低温滚筒炉5、中温滚筒炉6和高温滚筒炉7绕中轴线方向旋转,带动低温滚筒炉5、中温滚筒炉6和高温滚筒炉7内部物料跟着转动,低温滚筒炉5、中温滚筒炉6和高温滚筒炉7外加热,完成造粒和预碳化过程,实现了负极材料造粒、碳化一体化的生产,实现了设备的自动化。
32.在其他实施例中,还包括设置于低温滚筒炉5、中温滚筒炉6和高温滚筒炉7上的电
加热装置16,根据相应的工艺要求,设置电加热装置16实现对低温滚筒炉5、中温滚筒炉6和高温滚筒炉7内的温度的控制,更有利于物料的处理,达到工艺要求,电加热装置16设置为电热丝加热装置、微波加热装置、电磁加热装置、等离子加热装置中的一种或多种组合,根据工艺需求,各种电加热装置16可以任意组合或单独使用。
33.在其他实施例中,还包括设置于低温滚筒炉5、中温滚筒炉6和高温滚筒炉7上的若干个温度传感器和压力传感器,对低温滚筒炉5、中温滚筒炉6和高温滚筒炉7内部沿其轴向各个径向端面位置的温度和压力参数进行监测,提高了低温滚筒炉5、中温滚筒炉6和高温滚筒炉7内温度、压力控制的精度,更有利于物料的处理。
34.本实施例的具体使用方式与作用:
35.本实用新型中,本产线主要用于生产负极材料,主要完成的工序包括:投料-混料-造粒-预碳化-冷却-打散整形,通过投料站1将物料存储并利用第一真空输送机2输送至混料机3内部进行混料,混料完成后进入称重料仓4进行称重出料,并利用第二真空输送机11输送至低温滚筒炉5的进料端14内部,驱动机构13和电加热装置16同时工作为低温滚筒炉5、中温滚筒炉6和高温滚筒炉7旋转和升温,低温滚筒炉5将筒内物料加热升温至350℃继续造粒,再通过低温滚筒炉5旋转流动至中温滚筒炉6继续加热,中温滚筒炉6将筒内物料加热升温至650℃进一步造粒,再通过中温滚筒炉6旋转流动至高温滚筒炉7内,高温滚筒炉7将筒内物料加热升温至1000℃,达到1000℃继续旋转往前流动,直到预碳化完成,流进冷却釜8完成冷却,通过第三真空输送机12将物料输送至打散整形机10的内部进行打散整形,实现了负极材料造粒、碳化一体化的生产,实现了设备的自动化,不仅可以节省设备投入,同时节省占地、配电等相关辅助设施投资,减少生产成本,连续进料,连续出料,连续造粒,连续预碳化,连续打散,整个过程具有连续性,还大幅度的提高了生产效率,实现能源的最大化利用,同时实现产能最大化。
36.需要说明的是,投料站1、第一真空输送机2、混料机3、称重料仓4、低温滚筒炉5、中温滚筒炉6、高温滚筒炉7、冷却釜8、出料称重料仓9、打散整形机10和驱动机构13为现有技术存在的装置或设备,或者为现有技术可实现的装置或设备,其供电、具体组成及其原理对本领域技术人员来说是清楚的,为本领域公知常识,故不再详细赘述。
37.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。技术特征:
1.一种负极材料造粒预碳化一体化生产线,其特征在于:包括投料站(1)、第一真空输送机(2)、混料机(3)、称重料仓(4)、低温滚筒炉(5)、中温滚筒炉(6)、高温滚筒炉(7)、冷却釜(8)、出料称重料仓(9)和打散整形机(10),所述低温滚筒炉(5)、中温滚筒炉(6)、高温滚筒炉(7)和冷却釜(8)依次首尾转动密封连通设置,所述称重料仓(4)通过第二真空输送机(11)与低温滚筒炉(5)相通设置,所述低温滚筒炉(5)的前端设有进料端(14),所述第二真空输送机(11)的出料口与低温滚筒炉(5)的进料端(14)转动密封连通。2.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:所述投料站(1)的出料口与第一真空输送机(2)相通设置,所述第一真空输送机(2)的出料口与混料机(3)的进料口相通设置,所述称重料仓(4)位于混料机(3)的下方。3.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:所述冷却釜(8)的出料口通过第三真空输送机(12)与出料称重料仓(9)的进料口相通设置,所述第三真空输送机(12)位于打散整形机(10)的进料口上方。4.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:所述低温滚筒炉(5)的温度设定为0℃-350℃,所述中温滚筒炉(6)的温度设定为350℃-650℃,所述高温滚筒炉(7)的温度设定为650℃-1000℃。5.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:所述低温滚筒炉(5)、中温滚筒炉(6)和高温滚筒炉(7)上均设置有驱动机构(13),每个所述驱动机构(13)用于驱动相对应的低温滚筒炉(5)、中温滚筒炉(6)和高温滚筒炉(7)绕中轴线方向旋转。6.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:还包括设置于低温滚筒炉(5)、中温滚筒炉(6)和高温滚筒炉(7)上的电加热装置(16),所述电加热装置(16)设置为电热丝加热装置、微波加热装置、电磁加热装置、等离子加热装置中的一种或多种组合。7.如权利要求1所述负极材料造粒预碳化一体化生产线,其特征在于:还包括设置于低温滚筒炉(5)、中温滚筒炉(6)和高温滚筒炉(7)上的若干个温度传感器和压力传感器。
技术总结
本实用新型提供一种负极材料造粒预碳化一体化生产线,包括投料站、第一真空输送机、混料机、称重料仓、低温滚筒炉、中温滚筒炉、高温滚筒炉、冷却釜、出料称重料仓和打散整形机,所述低温滚筒炉、中温滚筒炉、高温滚筒炉和冷却釜依次首尾转动密封连通设置,本实用新型中的结构简单,采用回转炉来完成造粒和预碳化,低温滚筒炉、中温滚筒炉、高温滚筒炉的筒体转动,带动内部物料跟着转动,筒体外加热,完成造粒和预碳化过程,实现了负极材料造粒、碳化一体化的生产,实现了设备的自动化,不仅可以节省设备投入,同时节省占地、配电等相关辅助设施投资,减少生产成本,还大幅度的提高了生产效率,实现能源的最大化利用,同时实现产能最大化。化。化。
技术研发人员:张超 刘丽 李朕卿 孙延杰 王徐鹏 章仕祺 李文杰 汤红萍
受保护的技术使用者:湖北宝乾
新能源材料有限公司
技术研发日:2022.11.25
技术公布日:2023/4/19
声明:
“负极材料造粒预碳化一体化生产线的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 523
编辑:中冶有色技术网
来源:湖北宝乾新能源材料有限公司
523
编辑:中冶有色技术网
来源:湖北宝乾新能源材料有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月24日 ~ 26日
2024年05月24日 ~ 26日 



 换一批
换一批




