1.本发明属于钻探机具技术领域,涉及高强不锈钢(无磁钢)材料,具体涉及一种整体螺旋式无磁钻杆及其制备方法。
背景技术:
2.无磁钻杆主要用于煤矿井下定向孔钻进中测定孔的方位信息。其主要作用在于为磁性测量仪器提供一个无磁环境,确保磁性测量仪器能测量到真实、准确的大地磁场信息。无磁钢钻具需要为钻头传递扭矩,随着定向钻进技术的发展,煤矿井下瓦斯抽采孔孔深越来越大(2019年,中煤科工集团西安研究院有限公司创造了3353m的定向钻孔孔深世界纪录),这就要求使用的钻机扭矩越来越大,进而钻具也需要承受更大的扭矩。
3.无磁钻杆前端的钻头钻削过程中产生的煤粉与碎屑会被挤压在钻头两侧,需要通过钻杆与孔之间的缝隙排出,随着钻进的不断深入,煤粉与碎屑大量产生,如果排屑不畅,煤粉与碎屑将会堆积在孔内并挤压钻杆,同时产生巨大摩擦力,极易出现钻头被卡死和抱钻的现象,甚至导致钻杆在巨大的扭矩作用下断裂,造成巨大的经济损失。
4.常规的无磁钻杆为外平式,由于其结构特点,其没有搅粉和排渣的功能,仅适用于地质条件较好的煤层钻孔施工,而对于松软煤层的钻孔施工,外平钻杆难以解决高效排粉问题。随着定向钻进技术的全面推广,无磁钻杆的使用范围越来越广。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于,提供一种整体螺旋式无磁钻杆及其制备方法,解决现有技术中的外平式无磁钻杆排粉能力弱以及适应地层条件面窄的问题。
6.为了解决上述技术问题,本发明采用如下技术方案予以实现:
7.一种整体螺旋式无磁钻杆,包括外平式无磁钻杆,所述的外平式无磁钻杆外表面开设有多条螺旋槽,螺旋槽之间形成螺旋翼片;
8.所述的螺旋槽2的深度为5~10mm;
9.所述的螺旋槽2的宽度为15~25mm。
10.本发明还具有如下技术特征:
11.所述的螺旋槽为1~3条。
12.所述的外平式无磁钻杆包括同轴依次设置的无磁公接头、无磁钻杆杆体和无磁母接头。
13.所述的外平式无磁钻杆为中空结构。
14.本发明还保护一种如上所述的整体螺旋式无磁钻杆的制备方法,该方法包括以下过程:
15.步骤一,通过摩擦焊接的方式将无磁公接头、无磁钻杆杆体和无磁母接头焊接在一起,形成外平式无磁钻杆;
16.步骤二,在外平式无磁钻杆的基础上铣削螺旋槽,螺旋槽的铣削是在数控铣床上进行,在铣床z轴方向固定外平式无磁钻杆;
17.步骤三,每个螺旋槽均对应布设铣刀,设置每个螺旋槽对应的螺距,然后加工成型,得到整体螺旋式无磁钻杆。
18.优选的,步骤一中,所述的摩擦焊接采用连续驱动摩擦焊接与电场的复合的焊接方法,该方法中无磁公接头和无磁母接头与无磁钻杆杆体之间分别由摩擦焊接机床摩擦焊接完成;
19.在所述的无磁钻杆杆体上套装有环状电极,环状电极与高压恒压电源的负极电连接,无磁钻杆杆体与高压恒压电源的正极电连接,形成电场,无磁公接头或无磁母接头与无磁钻杆杆体的焊缝处移动至环状电极中,实现连续驱动摩擦焊接与电场的复合。
20.进一步的,所述的高压恒压电源的输出电压为可调直流电压或恒定直流电压。
21.本发明与现有技术相比,具有如下技术效果:
22.(ⅰ)本发明的整体螺旋式无磁钻杆的螺旋槽之间形成的连续螺旋翼片,搅粉能力强,产生的煤粉与碎屑可以通过螺旋翼片搅起并快速排出孔内,不易发生钻头抱死、卡钻等孔内事故的发生,大大提高了钻进效率。
23.(ⅱ)本发明的整体螺旋式无磁钻杆具有施工噪音低、成本低、成孔率高、孔壁稳定的特点。
24.(ⅲ)本发明的整体螺旋式无磁钻杆的制备方法采用摩擦焊接工艺焊接而成,钻杆整体力学性能好,使用寿命长;螺旋槽采用数控铣床在杆体上直接加工而成,所形成的螺旋翼片与杆体为一整体,其材质与钻杆母体材质相同,耐磨性大大提;数控铣床加工时能精确控制螺旋槽加工精度,保证钻杆使用效果;形成螺旋翼片所需加工工序少,生产效率高。
25.(ⅳ)本发明的电场复合摩擦焊接方法突破传统连续驱动摩擦焊接工艺参数调控、前后热处理等工艺研究方法,在无磁钢连续驱动摩擦焊剪切带调控中,首次提出无磁钢电场复合连续驱动摩擦焊的新设计,以实现接头强度的提高。
26.(
ⅴ
)本发明的电场复合摩擦焊接方法能够改善无磁钢连续驱动摩擦焊缝组织容易出现剪切带等缺陷的问题,从而提高无磁公接头和无磁母接头力学性能。
27.(ⅵ)本发明的电场复合摩擦焊接方法能够打破制约煤矿井下超长定向钻孔、大直径定向长钻孔施工能力的瓶颈,增强煤矿安全高效生产。
28.(ⅶ)本发明的电场复合摩擦焊接方法,与现有的连续驱动摩擦焊无磁钻杆制备方法相比,在附加电场后,对缺陷控制,存在以下几方面的优势:
29.(a)高密度电流促进位错运动、存储和位错湮灭,有利于其越过其滑移面上的短程障碍,促进位错参与塑性变形的全部过程,并转化为变形孪晶,提高硬化率降低剪切带的形成。
30.(b)本发明的摩擦焊方法中,电流密度增加了滑移的活跃程度,相邻晶粒内位移协调变得相对容易,使得剪切的过程由一种比较“刚性”的失稳剪切变为了有位错运动参与的相对柔性的剪切。这种转变很大程度上减少了局部应力集中和应变集中。
31.(c)本发明的摩擦焊方法中,降低焊缝温度,改变剪切带形成的宏观要素,降低致使累积应变值,降低发生的临界应变。
附图说明
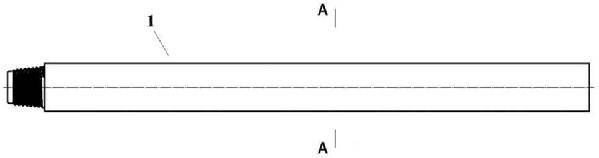
32.图1是外平式无磁钻杆整体结构示意图。
33.图2是外平式无磁钻杆轴截面结构示意图。
34.图3是本发明的整体螺旋式无磁钻杆整体结构示意图。
35.图4是本发明的整体螺旋式无磁钻杆的轴截面结构示意图。
36.图5是本发明的螺旋槽的局部放大示意图。
37.图6是本发明的摩擦焊接完成后的无磁钻杆结构示意图。
38.图7是整体螺旋式无磁钻杆螺旋槽铣削工艺示意图。
39.图8是整体螺旋式无磁钻杆螺旋槽铣削时铣刀布置方式示意图。
40.图9是无磁钢连续驱动摩擦焊无磁钻杆制备方法示意图。
41.图10是无磁钢连续驱动摩擦焊缝组织示意图。
42.图11是无磁钢电场复合连续驱动摩擦焊无磁钻杆制备方法示意图。
43.图12是无磁钢电场复合连续驱动摩擦焊无磁钻杆制备原理示意图。
44.图中各个标号的含义为:1-外平式无磁钻杆,2-螺旋槽,3-螺旋翼片,4-铣刀;5-摩擦焊接机床,6-环状电极,7-高压恒压电源,8-剪切带;
45.101-无磁公接头,102-无磁钻杆杆体,103-无磁母接头。
46.以下结合实施例对本发明的具体内容作进一步详细解释说明。
具体实施方式
47.需要说明的是,本发明中的所有部件和设备,如无特殊说明,全部均采用现有技术中已知的部件和设备。例如摩擦焊接机床、数控铣床和高压恒压电源均采用现有技术中已知的设备。
48.以下给出本发明的具体实施例,需要说明的是本发明并不局限于以下具体实施例,凡在本技术技术方案基础上做的等同变换均落入本发明的保护范围。
49.实施例1:
50.本实施例给出一种整体螺旋式无磁钻杆,如图3至图5所示,包括外平式无磁钻杆1,外平式无磁钻杆1外表面开设有多条螺旋槽2,螺旋槽2之间形成螺旋翼片3;
51.螺旋槽2的深度h1为5~10mm;
52.螺旋槽2的宽度w为15~25mm。
53.作为本实施例的一种优选方案,螺旋槽2为1~3条。
54.作为本实施例的一种优选方案,外平式无磁钻杆1包括同轴依次设置的无磁公接头101、无磁钻杆杆体102和无磁母接头103。
55.作为本实施例的一种优选方案,外平式无磁钻杆1为中空结构。
56.本实施例中,如图1和图2可见外平式无磁钻杆1表面光滑,无螺旋槽2。
57.本实施例中,整体螺旋式无磁钻杆的其他参数h2、r1、r2以及螺距p则根据不同规格型号钻杆或使用要求而定。
58.当本发明的整体螺旋式无磁钻杆转动时,螺旋翼片3可以搅起钻头钻削时产生的煤粉与碎屑,使其不易堆积在底部,同时,由于煤粉与碎屑自身的重力及其与槽壁所产生的摩擦力,煤粉与碎屑会在螺旋翼片3的推送下沿着螺旋槽3底向前移动直至排出孔外。
59.实施例2:
60.本实施例给出一种整体螺旋式无磁钻杆的制备方法,该方法包括以下过程:
61.步骤一,如图6所示,通过摩擦焊接的方式将无磁公接头101、无磁钻杆杆体102和无磁母接头103焊接在一起,形成外平式无磁钻杆1;
62.步骤二,如图7所示,在外平式无磁钻杆1的基础上铣削螺旋槽2,螺旋槽2的铣削是在数控铣床上进行,在铣床z轴方向固定外平式无磁钻杆1;
63.步骤三,如图8所示,每个螺旋槽2均对应布设铣刀4,设置每个螺旋槽2对应的螺距p,然后加工成型,得到如图3所示的实施例1中的整体螺旋式无磁钻杆。
64.实施例3:
65.本实施例给出一种整体螺旋式无磁钻杆的制备方法,该方法与实施例2基本相同,区别仅仅在于,步骤一中,本实施例中摩擦焊接采用连续驱动摩擦焊接与电场的复合的焊接方法,即如图11所示的方法。而实施例2中摩擦焊接采用单独的连续驱动摩擦焊接方法,即如图9所示的方法。
66.具体的,如图11和图12所示,摩擦焊接采用连续驱动摩擦焊接与电场的复合的焊接方法的具体过程为:该方法中无磁公接头101和无磁母接头103与无磁钻杆杆体102之间分别由摩擦焊接机床5摩擦焊接完成;
67.在无磁钻杆杆体102上套装有环状电极6,环状电极6与高压恒压电源7的负极电连接,无磁钻杆杆体102与高压恒压电源7的正极电连接,形成电场,无磁公接头101或无磁母接头103与无磁钻杆杆体102的焊缝处移动至环状电极5中,实现连续驱动摩擦焊接与电场的复合。
68.作为本实施例的一种优选方案,高压恒压电源7的输出电压为可调直流电压或恒定直流电压。
69.作为本实施例的一种优选方案,无磁钻杆杆体102与环状电极6之间是同轴套装设置。
70.本实施例中,如图9和图10所示,实施例2中,单独的连续驱动摩擦焊接方法,制得的外平式无磁钻杆1的焊缝内部有剪切带8等缺陷组织,会导致无磁钻杆焊缝强度的损伤。技术特征:
1.一种整体螺旋式无磁钻杆,包括外平式无磁钻杆(1),其特征在于,所述的外平式无磁钻杆(1)外表面开设有多条螺旋槽(2),螺旋槽(2)之间形成螺旋翼片(3);所述的螺旋槽(2)的深度(h1)为5~10mm;所述的螺旋槽(2)的宽度(w)为15~25mm。2.如权利要求1所述的整体螺旋式无磁钻杆,其特征在于,所述的螺旋槽(2)为1~3条。3.如权利要求1所述的整体螺旋式无磁钻杆,其特征在于,所述的外平式无磁钻杆(1)包括同轴依次设置的无磁公接头(101)、无磁钻杆杆体(102)和无磁母接头(103)。4.如权利要求1所述的整体螺旋式无磁钻杆,其特征在于,所述的外平式无磁钻杆(1)为中空结构。5.一种如权利要求1至4任一项所述的整体螺旋式无磁钻杆的制备方法,其特征在于,该方法包括以下过程:步骤一,通过摩擦焊接的方式将无磁公接头(101)、无磁钻杆杆体(102)和无磁母接头(103)焊接在一起,形成外平式无磁钻杆(1);步骤二,在外平式无磁钻杆(1)的基础上铣削螺旋槽(2),螺旋槽(2)的铣削是在数控铣床上进行,在铣床z轴方向固定外平式无磁钻杆(1);步骤三,每个螺旋槽(2)均对应布设铣刀(4),设置每个螺旋槽(2)对应的螺距(p),然后加工成型,得到整体螺旋式无磁钻杆。6.如权利要求5所述的整体螺旋式无磁钻杆的制备方法,其特征在于,步骤一中,所述的摩擦焊接采用连续驱动摩擦焊接与电场的复合的焊接方法,该方法中无磁公接头(101)和无磁母接头(103)与无磁钻杆杆体(102)之间分别由摩擦焊接机床(5)摩擦焊接完成;在所述的无磁钻杆杆体(102)上套装有环状电极(6),环状电极(6)与高压恒压电源(7)的负极电连接,无磁钻杆杆体(102)与高压恒压电源(7)的正极电连接,形成电场,无磁公接头(101)或无磁母接头(103)与无磁钻杆杆体(102)的焊缝处移动至环状电极(5)中,实现连续驱动摩擦焊接与电场的复合。7.如权利要求6所述的整体螺旋式无磁钻杆的制备方法,其特征在于,其特征在于,所述的高压恒压电源(7)的输出电压为可调直流电压或恒定直流电压。
技术总结
本发明提供了一种整体螺旋式无磁钻杆及其制备方法,包括外平式无磁钻杆,外平式无磁钻杆外表面开设有多条螺旋槽,螺旋槽之间形成螺旋翼片;螺旋槽2的深度为5~10mm;螺旋槽2的宽度为15~25mm。在外平式无磁钻杆的基础上铣削螺旋槽,螺旋槽的铣削是在数控铣床上进行,在铣床Z轴方向固定外平式无磁钻杆;每个螺旋槽均对应布设铣刀,设置每个螺旋槽对应的螺距,然后加工成型,得到整体螺旋式无磁钻杆。本发明的整体螺旋式无磁钻杆的螺旋槽之间形成的连续螺旋翼片,搅粉能力强,产生的煤粉与碎屑可以通过螺旋翼片搅起并快速排出孔内,不易发生钻头抱死、卡钻等孔内事故的发生,大大提高了钻进效率。高了钻进效率。高了钻进效率。
技术研发人员:温国栋 鄢忠方 路前海 马晓琳 芦甜 朱宁 牟培英
受保护的技术使用者:中煤科工集团西安研究院有限公司
技术研发日:2021.12.16
技术公布日:2022/4/5
声明:
“整体螺旋式无磁钻杆及其制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1343
编辑:北方有色网
来源:中煤科工集团西安研究院有限公司
1343
编辑:北方有色网
来源:中煤科工集团西安研究院有限公司



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















