1.本发明涉及钢铁冶金技术领域,具体涉及一种低成本、高产能冶炼
镍铁水的方法。
背景技术:
2.镍作为一种重要的
战略金属,因为其具有良好的延展性、较强的韧性、良好的高温性能和抗氧化抗腐蚀性能,已成为现代航空、国防等工业的
关键材料。被广泛应用于不锈钢、合金钢、电镀材料、电池等多个领域。其中,不锈钢在镍的消费比例中占据主导地位,约占全球镍消费比例的68%。
3.红土
镍矿具有储量丰富、开采难度小等优势,随着其处理工艺的不断进步,成为当前主要的镍生产原料。红土镍矿按其矿床剖面从地表往下分为褐铁型(ni:0.8%~1.5%;tfe:40%~52%)、过渡型(ni:1.5%~1.8%;tfe:25%~40%)和腐泥型(ni:1.8%~3.0%;tfe:10%~25%)。在镍基不锈钢冶炼过程中,与电解镍为镍源相比,以
镍铁为原料可以有效避免镍和铁分离后又高温融合而造成的能源浪费,在一定程度上更加合理和更具成本优势。红土镍矿的火法处理工艺凭借其流程短、原料适应范围广、工艺比较成熟等优势,已逐渐成为红土镍矿的主流生产工艺。
4.然而,现有技术中,在利用红土镍矿冶炼镍铁水的过程中,常常会由于设备状态和生产瓶颈的限制,使得产能一直无法进一步的提升,导致生产成本也无法继续下降。而造成现有局面的原因主要有如下几点:
5.1、矿热炉变压器的参数不合理,使得目前功率最高只能用到29500kva,负荷提升受限,制约着产能的进一步提升;
6.2、电气参数不合理,冶炼熔池收缩,引发炉况波动,且冶炼渣温波动大;
7.3、矿热炉炉体耐材有不同程度的侵蚀,制约功率的提升最大化及安全生产;
8.4、目前同类工艺生产的日产能偏低,生产过程中热损大,冶炼电耗偏高,导致制造成本高;
9.5、由于原材料的不稳定,导致炉内冶炼的稳定性不足;
10.6、回转窑喂煤设备受限,无法满足现有的高窑速大投料时用煤供热,导致回转窑供料不足,无法满足矿热炉用料;
11.7、回转窑实现大窑速大投料生产时会受到配风量不够的制约,氧气需求不够,导致煤粉不能充分燃烧出现“结圈”、“跑煤”等现象;
12.8、回转窑投料量增大后由于喂煤机受限,焙砂温度不稳定,出现“结圈”“跑煤”等情况,影响全线生产节奏。
13.因此,寻求出一条能保证耐材寿命安全且能扩大产能、提高生产效率和能综合控制生产成本的冶炼工艺技术路线,是亟需解决的问题。
技术实现要素:
14.本发明提供的一种低成本、高产能冶炼镍铁水的方法,旨在解决上述背景技术中
存在的问题。
15.为了实现上述技术目的,本发明主要采用以下技术方案:
16.一种低成本、高产能冶炼镍铁水的方法,其特征在于,包括以下步骤:
17.s1破碎混合:将大块红土镍矿石头进行破碎、筛分以及混合搅拌,使其混合均匀;
18.s2干燥:利用干燥窑对步骤s1的原矿进行干燥,使原矿的水份控制在23
?
26%;这样既减少黏矿,又能降低整个流程中烟尘产量,减少ni含量的损失,以及降低回转窑的锻烧压力和煤耗。(干矿水份可根据原矿水分、天气状况、现场干矿库存量以及矿的特性进行调节)。
19.s3配料:对原矿进行配比,使其满足以下要求:入炉品位=1.45
?
1.64%,配铁tfe=18.5
?
20%,硅镁比si/mg=1.50
?
1.55,炉渣碱度r=0.65;
20.s4锻烧:将步骤s3中配比好的生料,放入回转窑内进行锻烧,使生料烧成孰料,得到红热的焙砂;
21.s5冶炼:矿热炉熔炼焙砂,得出合格的镍铁水产品。
22.其中,本发明中,所述步骤s4中,回转窑内焙砂的烧成温度为710-730℃。控制回转窑焙砂的烧成温度由原来的730
?
760℃降至现在的710-730℃,既能保证有效促进焙砂中3价铁转变为2价铁,以提高炉料的熔化速度,降低冶炼电耗;同时又因为降低了焙砂温度,使回转窑内结圈的情况减少,也能降低其生产煤耗。从实际的生产中,实现回转窑最大产能120t/小时的投料量连续生产。
23.本发明中,所述步骤s4中,回转窑车间的喂煤机为cwf
?
1200,20吨喂煤机,窑速投料量为900rpm/100t
·
h
?
930rpm/110t
·
h。
24.进一步的,所述回转窑的窑头设置有罗茨
鼓风机,所述罗茨鼓风机的出风口从窑头罩分流三个通道鼓入回转窑内,风流方向与回转窑中心线水平。
25.更进一步的,所述罗茨鼓风机的风压为49kpa,风量为79.4m3/min。
26.本发明中,所述步骤s4中,焙砂的产出率≥68.5%;尾排灰量≤6%;尾灰的碳含量≤1.5%。
27.作为本发明的进一步改进,所述步骤s5中,矿热炉内煤的水分≤7%,小料焦丁与中料焦丁的重量百分比为20
?
33:80
?
67,所述小料焦丁的粒径为5
?
20mm,所述中料焦丁的粒径为10
?
35mm。实际生产中,有效地减少了焦丁消耗7.8%左右。同时,在低硅镁比的前提下,合理控制入炉al2o3含量和炉渣的feo量在10.5
?
11.5%,有效控制渣型的熔点,能降低炉料的成渣温度,进一步合理控制渣温,同时改善炉渣的流动性,规避了渣铁分离困难的问题,能稳定控制炉渣nio含量0.045
?
0.055%。
28.优选的,所述步骤s5中,矿热炉内炉心料面至炉盖净空高度为400
?
500mm,外围料面至炉盖净空高度为2.0
?
2.1m,从而有效的保证了四周炉衬耐材的寿命。
29.进一步的,所述步骤s5中,矿热炉变压器为13000kva,操作电压等级在17
?
20级,电压在483
?
443v,功率31000
?
33000kwh,电流43000a。
30.本发明中,经过冶炼后的炉渣feo=10.5
?
11.5%,nio=0.045-0.055%;铁水ni=10.5
?
11.5%。
31.与现有技术相比,本发明具有以下有益效果:
32.(1)通过实施“中低镍低配铁+低硅镁比+高
铝”矿热炉生产工艺,建立渣中feo控制
在10.5
?
11.5%的渣型控制原则;在炉渣硅镁比1.5
?
1.55左右的前提下,准确控制渣温在1550
?
1555℃,保证了渣子的流动性,同时确保渣中nio在合适的范围内;并且有效的实现了炉体挂渣,矿热炉炉衬耐材得到有效的确保,四台矿热炉铁眼深度保证在1.2
?
1.6m;
33.(2)通过高功率的稳定运行,能有效地提升了炉子的化料量,保证了4台炉子每天能实现9000
?
9500t干矿的消耗量,大幅度的提升产能。
34.(3)通过调节渣中feo及其它影响熔点元素入炉的控制,炉料的开始熔化温度下降20
?
30℃,确保单台矿热炉日耗干矿2300
?
2400吨;铁水中ni点提高至10.5
?
11.5%,矿热炉日产总镍点由7500提高至8500,有效提高了总镍量,矿热炉冶炼镍点电耗由357度下降到340度;
35.(4)通过适当降低渣线(1.4m)以及提高料面高度(离炉盖净空400mm),使实际料层厚度较原来增加600mm,使红热的电极大部分被料层包围,减少电极氧化,提高电极焙烧效率,同时解决了提升功率后炉心集中化料快等问题,减少出渣过程中塌料、堵眼正压打翻渣以及频繁裹料等问题,使矿热炉冶炼电流平稳,功率因素高达0.99;炉子生产过程中,炉盖“窜火冒烟”问题也得到有效抑制,确保了清洁生产,解决了这方面的环保问题;有效提高矿热炉的作业率,炉盖温度下降100℃多,由800℃下降到700℃,降低热损,实现节能生产;
36.(5)偏高的feo控制和焦丁粒度配比的控制,整体地减少了焦丁的使用量,约降低了8%左右,节约了原料成本,又可以保证矿热炉冶炼的成份稳定控制,以及稳定炉渣feo、稳定渣温,最终保持炉况的稳定性;
37.(6)合理、严格的焙砂温度控制,回转窑“结圈”的安全隐患得以有效控制;
38.(7)煤粉利用率提高,尾灰含碳量由工艺实施前2.2%降低1.5%以下,“跑煤”现象得到有效解决;焙砂的产出率≥68.5%,有2%的提升;尾排灰量8.0%左右降到6%以下;
39.(8)回转窑作业率提升到95.85%,较项目实施前提升16.80%;
40.(9)产量提高后相应的烟煤耗并没有增加,保持干矿煤耗78kg,甚至有略微的降低。
具体实施方式
41.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例对本发明作进一步详细的描述,但本发明的实施方式不限于此。
42.实施例
43.一种低成本、高产能冶炼镍铁水的方法,包括以下步骤:
44.s1破碎混合:在露天料场对水分较大红土镍矿的晾晒,尽量在进入工序前减少原矿的水分;之后根据生产节奏转运至原料大棚,再将大块红土镍矿石头进行破碎、筛分以及混合搅拌,使其混合均匀;
45.s2干燥:利用干燥窑对步骤s1的原矿进行干燥,使原矿的水份控制在23
?
26%;这样既减少黏矿,又能降低整个流程中烟尘产量,减少ni含量的损失,以及降低回转窑的锻烧压力和煤耗。(干矿水份可根据原矿水分、天气状况、现场干矿库存量以及矿的特性进行调节)。
46.s3配料:对原矿进行配比,使其满足以下要求:入炉品位=1.45
?
1.64%,配铁tfe=18.5
?
20%,硅镁比si/mg=1.50
?
1.55,炉渣碱度r=0.65;
47.s4锻烧:将步骤s3中配比好的生料,放入回转窑内进行锻烧,使生料烧成孰料,得到红热的焙砂;其中,回转窑内焙砂的烧成温度为710-730℃。
48.回转窑车间的喂煤机为cwf
?
1200,20吨喂煤机,窑速投料量为900rpm/100t
·
h
?
930rpm/110t
·
h。
49.进一步的,在回转窑的窑头设置有罗茨鼓风机,罗茨鼓风机的出风口从窑头罩分流三个通道鼓入回转窑内,风流方向与回转窑中心线水平。
50.罗茨鼓风机的风压为49kpa,风量为79.4m3/min。
51.经过回转窑的煅烧,焙砂的产出率≥68.5%;尾排灰量≤6%;尾灰的碳含量≤1.5%。
52.s5冶炼:矿热炉熔炼焙砂,得出合格的镍铁水产品。其中,矿热炉内煤的水分≤7%,小料焦丁与中料焦丁的重量百分比为20
?
33:80
?
67,小料焦丁的粒径为5
?
20mm,中料焦丁的粒径为10
?
35mm。
53.矿热炉内炉心料面至炉盖净空高度为400
?
500mm,外围料面至炉盖净空高度为2.0
?
2.1m。
54.矿热炉变压器为13000kva,操作电压等级在17
?
20级,电压在483
?
443v,功率31000
?
33000kwh,电流43000a。
55.在该实施例中,经过冶炼后的炉渣feo=10.5
?
11.5%,nio=0.045-0.055%;铁水ni=10.5
?
11.5%。
56.1、本发明技术参数的确定。
57.本实施例通过将矿热炉的功率提升至33000kva;解决了运行电流受限的问题;生产过程中,电极下插深度能够合理操作,使电流稳定,炉盖烟气少,实现了高功率清洁生产。
58.矿热炉变压器更换升级及生产工艺改革后,矿热炉用料量明显增加,回转窑生产模式已经不能够满足现在的生产需求。回转窑车间为了满足矿热炉的生产用料,必须加快窑速、投料量生产(回转窑工装设计:100m*4.4m,再加上窑耐材是后期窑龄,窑内挡料圈缺失,窑内物料流动速度快,预热时间短,合理窑速投料量控制在800rpm/85t
·
h)。改造前回转窑800rpm/85t
·
h就能满足矿热炉的用料需求。
59.为了满足矿热炉车间高功率用料,回转窑车间对喂煤机系统进行了更换升级,spf
?
10吨喂煤机更换成cwf
?
1200,20吨喂煤机。更换升级后窑速、投料量由800rpm/85t
·
h提升到900rpm/100t
·
h,甚至930rpm/110t
·
h。但窑速、投料量提升后回转窑在生产当中各控制指标出现明显的波动,如:窑速、投料量不稳定,经常因料温低慢窑速升温,实际产量还不如800rpm/85t
·
h时稳定生产产量;频繁的慢窑速升温造成煤耗高,煤耗最高时平均达到86.39kg每吨干矿,比规定指标79kg每吨干矿高出7.39kg(按月总干矿26万吨计算,月多用煤1921.4吨),造成回转窑煤耗指标严重超标;煤耗高用煤量大,造成回转窑出现“跑煤”情况的发生,尾灰发黑,化验尾灰碳含量达到均值2.2%以上,造成环境污染及煤粉的浪费;窑速、投料量增加后,回转窑负压的使用增加,负压使用量增大尾灰量增多,回转窑实际产出率降低,尾灰量增加到8%以上,造成能耗的浪费;因煤粉燃烧不充分造成窑内“结圈”,经常出现烧死窑情况的发生,严重影响生产且存在很大的人员作业安全隐患。
60.回转窑原有的配风结构在煅烧100/105/110吨投料时因原有的配风量不够,会造成的“死窑”情况。
61.出现这种“死窑”情况时,需要停窑冷却后入窑人工进行打掉,这样就会造成严重的能源浪费,矿热炉低功率运行影响生产产量,还存在很大人员作业安全隐患。
62.为了解决因更换新型喂煤机cwf
?
1200后因配风不够造成的生产负面影响。申请人在窑头重新添加一台罗茨鼓风机,鼓风机选择:选择型号为jas250罗茨鼓风机,升压为49kpa,风量为79.4m3/min,管道铺设从窑头罩分流三个通道鼓入窑内,风流方向与回转窑中心线水平。风机安装后,调试窑速投料量与鼓风机用风量大小,窑速投料量在850rpm/95t
·
h、900rpm/100t
·
h、900rpm/105t
·
h、930rpm/110t
·
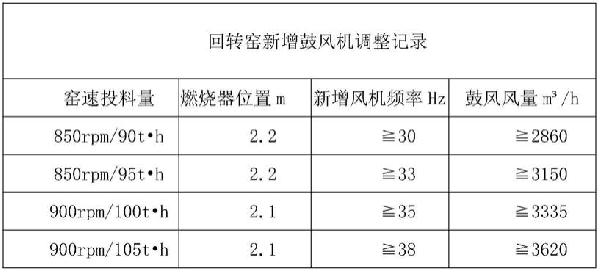
h时各使用鼓风机的频率大小(hz)及小时风量。调试完后记录各窑窑速、投料量及鼓风机频率大小使用记录表,实施回转窑标准化操作管理模式。以达到回转窑稳定高产低耗生产,满足矿热炉高功率生产用料。
63.其中,本发明新增罗茨鼓风机在回转窑生产时各窑速投料量所用频率及鼓风量如下表1所示。
64.表1:各窑速投料量所用频率及鼓风量
[0065][0066]
回转窑实现窑头配风后,基本解决了回转窑在高窑速大投料时缺风的问题,完全杜绝了回转窑在正常生产中“死窑”情况的发生。回转窑生产各指标得到有效控制。
[0067]
通过增加罗茨风机后,统计回转窑指标控制的变化:焙砂的产出率≥68.5%,有2%的提升;尾排灰量8.0%左右降到6%左右;尾灰的碳含量由2.2%降到1.5%以下,“跑煤”现象得到有效的控制;因提产后配风不够造成窑皮过后烧死窑停产得到控制,生产事故为零;产量由日产8000吨干矿提升到日产9500吨以上,单日干矿产量提高1500吨以上,满足矿热炉的生产需求;焙砂温度能稳定控制;产量提高后相应的烟煤耗并没有增加,保持干矿煤耗78kg,甚至有略微的降低,提高焙砂的烧成率和煤粉充分燃烧利用率。
[0068]
2、本发明配料方案的确定。
[0069]
本发明前期的配料方案试验如下表2所示。
[0070]
表2:配料方案
[0071]
[0072][0073]
其中,试验配方所需要考虑的综合因素:原矿库存种类和数量、产出铁水成分能够满足后工序的要求、矿类搭配的成本最优化以及降低冶炼过程的控制难度为主要原则。
[0074]
根据现有的生产条件,经过反复生产实践,最终选出最适合现阶段成本控制和设备工况条件的配方如下表3所示:(在生产过程中,充分考虑贯穿整条生产线的生产顺行情况,确认此方案的生产能够有效的匹配前后工序,保证有效的连续性生产,能够达到我们预期的效果)
[0075]
表3:最佳配料方案
[0076]
tnitfesio2mgocaoal2o3spcr2o3fe/nisi/mgr1.4719.9333.2421.310.252.450.010.0041.3813.511.560.61
[0077]
注:未达100%余下部分为干矿中水质量百分比
[0078]
3、冶炼操作参数的选定及工艺参数的确立。
[0079]
a.冶炼操作参数如下表4所示。
[0080]
表4:冶炼操作参数
[0081]
操作等级操作电压输入功率电流17
?
20级483
?
443v31000
?
33000kwh43000a左右
[0082]
b.中、小料焦丁比例和粒度如下表5所示。
[0083]
表5:中、小料焦丁比例和粒度
[0084]
项目粒度mm比例%中料焦丁10
?
3520
?
33小料焦丁5
?
2080
?
67
[0085]
其中,当含有20%中料焦丁时,电流38000a~39000a;渣温波动区间:
±
20℃,干矿消耗:1900t~2250t,具体如表6所示。
[0086]
表6:含有20%中料焦丁时,炉渣的成分
[0087]
tfe(%)tni(%)cao(%)al2o3(%)si/mgr渣温℃10.5
?
12.50.061.953.5
?
4.01.55
?
1.650.641535
?
1555
[0088]
当含有20%中料焦丁时,电流39000a~40000a;渣温波动区间:
±
10℃,干矿消耗:2100t~2350t,具体如表7所示。
[0089]
表7:含有25%中料焦丁时,炉渣的成分
[0090]
tfe(%)tni(%)cao(%)al2o3(%)si/mg(%)r渣温℃10
?
110.0451.953.6
?
4.21.5
?
1.550.641550
?
1560
[0091]
当含有33%中料焦丁时,电流38000a~41000a;渣温波动区间:
±
30℃,干矿消耗:1800t~2000t,具体如表8所示。
[0092]
表8:含有33%中料焦丁时,炉渣的成分
[0093]
tfetnicaoal2o3si/mgr渣温℃10.5
?
120.0651.953.6
?
4.21.45
?
1.500.641540
?
1570
[0094]
从表6
?
表8数据可知,中料焦丁的比例不宜过小或过大;过小,成分的稳定性不够;过大,将会造成炉内c累积过多,从而使设计的渣型出现偏差,同时使生产操作难度增加,尤其体现在电极电流、渣温控制和化料速度上,因此,通过对20%,25%,33%的比例进行生产对比,最终选定比例未25%最为合适。
[0095]
c.采用最佳配料方案(表3),经过上述步骤生产制备得到的炉渣渣型的最终控制结果如下表9所示。
[0096]
表9:最终渣型成分
[0097]
tfe(%)tni(%)cao(%)al2o3(%)si/mgr渣温℃10.5
?
11.50.045
?
0.0551.953.5
?
4.01.5
?
1.550.641545
?
1560
[0098]
d.采用最佳配料方案(表3),经过上述步骤生产制备得到的的铁水成分如下表10所示。
[0099]
表10:最终铁水成分
[0100]
ni(%)cr(%)si(%)s(%)p(%)c(%)铁温℃10.5
?
11.50.350.010.4500.0241.7
?
2.01515
?
1535
[0101]
4、经济效益:工艺实施阶段当月比之前,合计节约1030万元。
[0102]
(1)产能价值提升:2021年3月份生产总镍是为237075个镍点,4月份生产总镍量为247844个镍点,5月份生产总镍量为232305个镍点,6月份生产总镍量为257696个镍点,7月份生产总镍量为259366个镍点,月均增加了25000个镍点左右。另,按工艺改革后,单镍成本控制在800元/镍点,而现在每天较之前平均最少也可多产出800个镍点(按30天计算),月平均增加总量在24000个镍点,按当前市场收购价计算,每个镍点的利润在200元/镍点左右,则可每月增加利润480万元。
[0103]
(2)焦丁消耗下降:2021年3.4.5月份这三个月焦丁消耗均在0.038/ni左右,而6月焦丁消耗是0.035/ni,7月焦丁消耗是0.034/ni;工艺开发前,焦丁消耗镍点成本50元/镍点,现在的焦丁消耗镍点成本下降至36元/镍点(此数据受原材料焦丁价格行情的影响);工艺实施后,焦丁/镍点的月消耗量和消耗镍点成本均有所下降,分别下降8%和28%,因此,比工艺实施前平均每月就能节约焦丁成本约350万元。
[0104]
(3)镍点耗电平均下降15度,按7月份计算,合计总镍量259366个镍点,电度单价0.49元,电费成本比工艺实施前平均每月节约200万元。
[0105]
表11:3
?
7月生产数据统计表
[0106]
月份铁水产量(吨)平均镍点月焦丁消耗(吨)镍点电耗(kwh)月总镍量(个)单镍焦丁消耗7月21704.2611.958801.013392593660.0346月23512.4310.969015.8793402576960.0355月21061.2111.039056.8013572323050.0394月22779.8210.889091.713562478440.0373月22012.5310.779110.0913532370750.038
[0107]
以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何
熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。技术特征:
1.一种低成本、高产能冶炼镍铁水的方法,其特征在于,包括以下步骤:s1破碎混合:将大块红土镍矿石头进行破碎、筛分以及混合搅拌,使其混合均匀;s2干燥:利用干燥窑对步骤s1的原矿进行干燥,使原矿的水份控制在23
?
26%;s3配料:对原矿进行配比,使其满足以下要求:入炉品位=1.45
?
1.64%,配铁tfe=18.5
?
20%,硅镁比si/mg=1.50
?
1.55,炉渣碱度r=0.65;s4锻烧:将步骤s3中配比好的生料,放入回转窑内进行锻烧,使生料烧成孰料,得到红热的焙砂;s5冶炼:矿热炉熔炼焙砂,得出合格的镍铁水产品。2.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s4中,回转窑内焙砂的烧成温度为710-730℃。3.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s4中,回转窑车间的喂煤机为cwf
?
1200,20吨喂煤机,窑速投料量为900rpm/100t
·
h
?
930rpm/110t
·
h。4.根据权利要求3所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述回转窑的窑头设置有罗茨鼓风机,所述罗茨鼓风机的出风口从窑头罩分流三个通道鼓入回转窑内,风流方向与回转窑中心线水平。5.根据权利要求4所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述罗茨鼓风机的风压为49kpa,风量为79.4m3/min。6.根据权利要求5所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s4中,焙砂的产出率≥68.5%;尾排灰量≤6%;尾灰的碳含量≤1.5%。7.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s5中,矿热炉内煤的水分≤7%,小料焦丁与中料焦丁的重量百分比为20
?
33:80
?
67,所述小料焦丁的粒径为5
?
20mm,所述中料焦丁的粒径为10
?
35mm。8.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s5中,矿热炉内炉心料面至炉盖净空高度为400
?
500mm,外围料面至炉盖净空高度为2.0
?
2.1m。9.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:所述步骤s5中,矿热炉变压器为13000kva,操作电压等级在17
?
20级,电压在483
?
443v,功率31000
?
33000kwh,电流43000a。10.根据权利要求1所述的低成本、高产能冶炼镍铁水的方法,其特征在于:经过冶炼后的炉渣feo=10.5
?
11.5%,nio=0.045-0.055%;铁水ni=10.5
?
11.5%。
技术总结
本发明公开了一种低成本、高产能冶炼镍铁水的方法,涉及钢铁冶金技术领域。包括以下步骤:S1破碎混合:将大块红土镍矿石头进行破碎、筛分以及混合搅拌,使其混合均匀;S2干燥:利用干燥窑对步骤S1的原矿进行干燥,使原矿的水份控制在23
技术研发人员:梁国燊 陈海涛 吴杰阳 杨超源 陈峰 李胜群 何丛珍 刘光勇
受保护的技术使用者:广东省高端不锈钢研究院有限公司
技术研发日:2021.07.21
技术公布日:2021/10/26
声明:
“低成本、高产能冶炼镍铁水的方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 724
编辑:北方有色网
来源:广东省高端不锈钢研究院有限公司
724
编辑:北方有色网
来源:广东省高端不锈钢研究院有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















