1.本发明涉及金属铸件制造技术领域,特别是涉及一种用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法。
背景技术:
2.随着矿山、冶金、建材、电力等行业技术的进步,球磨机、自磨机、半自磨机向着设备大型化、运转高效化、应用条件苛刻化的方向发展,此外,矿石品位不断下降致使企业需处理的矿石数量增加,对磨机衬板材料的性能提出了更加苛刻的要求。因此,开发出具备高性能的耐磨材料具有巨大的经济和社会效益,同时对于提高制造业整体行业竞争力起重要作用。
3.目前常用的磨机衬板材料有三大类:高
锰钢系列、耐磨铸铁系列、低、中合金钢系列。随着科学技术的发展,耐磨材料也实现了由单一黑色金属材料向多元发展,例如:金属基
复合材料,陶瓷及其复合材料等。但对于
矿山机械而言,选择耐磨材料时应当考虑材料的韧性和强度,避免零部件在预期使用寿命内破碎失效或磨损失效。因此,目前主流使用的耐磨材料仍为黑色金属材料,而合金钢衬板成为主要的耐磨材料,贝氏体衬板更是现在的重点研究方向。
技术实现要素:
4.本发明的目的是提供一种用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,该方法制备的衬板具有优异的使用性能和较长的使用寿命。
5.为实现上述目的,本发明提供了如下方案:
6.本发明的技术方案之一:一种用于直径10米以上大型半自磨机的贝氏体钢衬板,包括以下重量百分比的成分:c为0.30~0.60%、si为1.20~2.00%、mn为0.80~1.00%、ni为0.40~0.80%、cr为1.50~1.80%、mo为0.20~0.40%、cu为0.40~0.80%、al为0.10~0.70%、ti为0.002~0.005%、re为0.010~0.050%、s≤0.025%、p≤0.025%,余量为fe与不可避免的杂质。
7.本发明的技术方案之二:一种上述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,包括以下步骤:
8.(1)熔炼:按成分比例配置好原料进行熔炼,温度为1620~1630℃,原料熔化后,在温度为1500~1550℃时进行浇注,得到衬板铸件;
9.(2)热处理:将衬板铸件依次经高温处理、盐浴处理和保温处理后得到所述贝氏体钢衬板。
10.更进一步地,所述熔炼具体包括:将原料合金块依次加入同熔化阶段的铁水中,包的温度在900℃左右时,加入
铝进行脱氧,然后升温至1620~1630℃得到铁水,铁水出炉前在炉内加入一定量的铝线进行终脱氧,出铁水后关闭炉底氩气并连接打开包底氩气,6~
7min后关闭包底氩气,温度在1500~1550℃时,进行浇铸;采用漏底包浇筑,流速先慢后快,上来冒口后再慢浇,然后在冒口浇满前用保温发热覆盖剂把冒口盖严,浇筑完成后再把浇口盖严,得到整体外形尺寸为130mm
×
130mm
×
70mm,厚度最薄处为70mm的衬板铸件。
11.更进一步地,所述衬板铸件厚度最薄处为45mm。
12.更进一步地,所述原料在熔炼前需要进行烘烤处理。
13.进一步地,所述高温处理具体包括:将衬板铸件加热至590~610℃,保温0.5~1.5h,然后升温至900~920℃,保温2.5~4h。
14.进一步地,所述加热至590~610℃时的升温速度≤50℃/h;所述升温至900~920℃的升温速度≤30℃/h。
15.进一步地,所述盐浴处理具体包括:将衬板铸件放入温度为260~290℃的盐浴中,保温3.5h。
16.进一步地,所述盐浴采用的盐为钠钾盐。
17.进一步地,所述保温处理具体包括:在250℃温度下,保温12h。
18.更进一步地,所述的用于直径10米以上大型半自磨机的贝氏体钢衬板需要具备:抗拉强度≥1100mpa,冲击韧性(无缺口)≥280j,硬度≥37hrc。
19.本发明公开了以下技术效果:
20.(1)本发明通过原料成分及配比的调整,结合热处理方法,制备得到的贝氏体钢衬板的有效厚度为70mm,耐磨性能优异,综合力学性能良好,其硬度达到38hrc,冲击功可达300j,抗拉强度可达1120mpa,断裂伸长率可达10%,断面收缩率可达20%。
21.(2)本发明通过热处理控制材料的显微组织,添加特定的合金元素和
稀土元素调整材料组织形貌的性能。硅元素可以缩小奥氏体相区,抑制奥氏体内碳化物析出,提高奥氏体的稳定性;锰元素降低贝氏体转变温度,同时缩短贝氏体的转变时间;
镍、铬元素提高材料的淬透性,与铬元素配合可提高材料的韧性。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
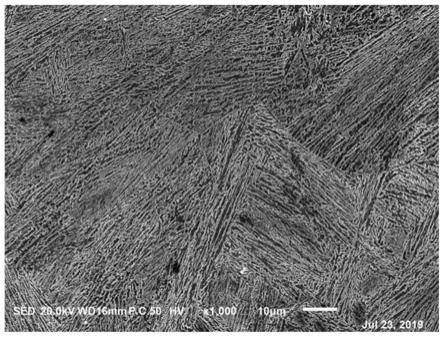
23.图1为本发明实施例1制备的贝氏体钢衬板的显微组织图;
24.图2为本发明的热处理方法流程图。
具体实施方式
25.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。
26.应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括
或排除在范围内。
27.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时,以本说明书的内容为准。
28.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见的。本技术说明书和实施例仅是示例性的。
29.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
30.以下实施例中使用的原料在熔炼前均进行了烘烤处理。
31.实施例1
32.一种用于直径10米以上大型半自磨机的贝氏体钢衬板,各成分的重量百分比为:c为0.30~0.60%、si为1.20~2.00%、mn为0.80~1.00%、ni为0.40~0.80%、cr为1.50~1.80%、mo为0.20~0.40%、cu为0.40~0.80%、al为0.10~0.70%、ti为0.002~0.005%、re为0.010~0.050%、s≤0.025%、p≤0.025%,余量为fe与不可避免的杂质。
33.其制备方法为:
34.按质量百分比配置原料(中碳低合金钢);
35.(1)熔炼:将铁合金(铁元素占主要成分,尺寸在50~80mm)加入中频炉中,在铁水熔化1/3时加入锰铁(尺寸在50~80mm),铁水熔化1/2时加入
镍铁和铬铁(尺寸在50~80mm),铁水熔化至3/4时通入氩气,铁水全部熔化时加入硅,其中,在包内温度在900℃左右时,加入铝进行脱氧,铁水升温至1620~1630℃左右出铁水,出炉前炉内加入一定量的铝线进行终脱氧,出铁水后关闭炉底氩气并连接打开包底氩气,6~7min后关闭包底氩气,温度在1500~1550℃左右时,然后将铁水采用漏底包浇铸,流速先慢后快,上来冒口后再慢浇,然后在冒口浇满前用保温发热覆盖剂把冒口盖严,浇筑完成后再把浇口盖严,冷却后,得到外形尺寸为130mm
×
130mm
×
70mm衬板铸件,厚度最薄处为70mm。
36.(2)热处理:将衬板铸件放入高温炉中,以30~50℃/h的升温速度将衬板铸件加热到590~610℃,保温1h,再以25~30℃/h的升温速度将衬板铸件加热到900~920℃,保温3h,随后将衬板铸件从高温炉中取出,放入装有钠钾盐且预先升温260~290℃的盐浴炉中,在260~290℃左右,保温3.5h,空冷至室温,将空冷后的衬板在250℃下保温12h,经空冷后,得到贝氏体钢衬板,显微组织图见图1,热处理方法流程图见图2。
37.实施例2
38.同实施例1,区别在于,步骤(2)中的热处理的方法具体为:以50℃/h的升温速度将衬板铸件加热到590~610℃,保温0.5h,再以30℃/h的升温速度将衬板铸件加热到900~920℃,保温2.5h,随后将衬板铸件从高温炉中取出,放入装有钠钾盐的盐浴炉中,在260~290℃左右,保温3.5h,空冷至室温,将空冷后的衬板在250℃下保温12h,经空冷后,得到贝氏体钢衬板。
39.实施例3
40.同实施例1,区别在于,步骤(2)中的热处理的方法具体为:以1℃/h的升温速度将衬板铸件加热到590~610℃,保温2h,再以1℃/h的升温速度将衬板铸件加热到900~920℃,保温4h,随后将衬板铸件从高温炉中取出,放入装有钠钾盐的盐浴炉中,在260~290℃左右,保温3.5h,空冷至室温,将空冷后的衬板在250℃下保温12h,经空冷后,得到贝氏体钢衬板。
41.效果例1
42.测定实施例1制备得到的贝氏体钢衬板中各成分的重量百分比,结果见表1。
43.表1
44.成分实施例1c(%)0.3~0.6si(%)1.2~2.0mn(%)0.8~1.0ni(%)0.4~0.8cr(%)1.5~1.8mo(%)0.3~0.6cu(%)0.4~0.8al(%)0.1~0.7ti(%)0.002~0.005re(%)0.01~0.05s(%)≤0.025p(%)≤0.025fe(%)余量
45.效果例2
46.测定实施例1制备得到的贝氏体钢衬板的性能,结果见表2。
47.按照国标gb/t228.1-2010要求,对材料的进行硬度、冲击韧性、抗拉强度进行测定。
48.表2
[0049][0050]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。技术特征:
1.一种用于直径10米以上大型半自磨机的贝氏体钢衬板,其特征在于,包括以下重量百分比的成分:c为0.30~0.60%、si为1.20~2.00%、mn为0.80~1.00%、ni为0.40~0.80%、cr为1.50~1.80%、mo为0.20~0.40%、cu为0.40~0.80%、al为0.10~0.70%、ti为0.002~0.005%、re为0.010~0.050%、s≤0.025%、p≤0.025%,余量为fe与不可避免的杂质。2.一种权利要求1所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,包括以下步骤:(1)熔炼:按成分比例配置好原料进行熔炼,温度为1620~1630℃,原料熔化后,在温度为1500~1550℃时进行浇注,得到衬板铸件;(2)热处理:将衬板铸件依次经高温处理、盐浴处理和保温处理后得到所述贝氏体钢衬板。3.根据权利要求2所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,所述高温处理具体包括:将衬板铸件加热至590~610℃,保温0.5~1.5h,然后升温至900~920℃,保温2.5~4h。4.根据权利要求3所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,所述加热至590~610℃时的升温速度≤50℃/h;所述升温至900~920℃的升温速度≤30℃/h。5.根据权利要求2所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,所述盐浴处理具体包括:将衬板铸件放入温度为260~290℃的盐浴中,保温3.5h。6.根据权利要求5所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,所述盐浴采用的盐为钠钾盐。7.根据权利要求2所述的用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,其特征在于,所述保温处理具体包括:在250℃温度下,保温12h。
技术总结
本发明公开了一种用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法,属于金属铸件制造技术领域。该贝氏体钢衬板,包括以下重量百分比的成分:C为0.30~0.60%、Si为1.20~2.00%、Mn为0.80~1.00%、Ni为0.40~0.80%、Cr为1.50~1.80%、Mo为0.20~0.40%、Cu为0.40~0.80%、Al为0.10~0.70%、Ti为0.002~0.005%、Re为0.010~0.050%、S≤0.025%、P≤0.025%,余量为Fe与不可避免的杂质。本发明制备得到贝氏体钢衬板耐磨性能优异,综合力学性能良好。综合力学性能良好。综合力学性能良好。
技术研发人员:王文焱 刘金超 常乐怡 季齐宝 杨赛赛 李梓箫 谢敬佩 冯悦 马窦琴 高铭 崔云峰 王爱琴 柳培 毛志平
受保护的技术使用者:河南科技大学
技术研发日:2021.12.24
技术公布日:2022/4/1
声明:
“用于直径10米以上大型半自磨机的贝氏体钢衬板的制备方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 611
编辑:北方有色网
来源:河南科技大学
611
编辑:北方有色网
来源:河南科技大学



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















