1.本发明属于
湿法冶金技术领域,特别涉及一种提升含
铜硫化矿浸出效率的处理方法。
背景技术:
2.含铜硫化矿是
镍钴湿法冶炼行业常见的原料之一。含铜硫化精矿原料中含有丰富的铜
钴资源,
锰镁等杂质含量低,后续处理工艺简单,萃取除杂压力及废水量少,副产品种类少。由于含铜硫化矿本身固有的强大晶体结构结合力使得该矿物的浸出条件要求较为苛刻,通常需引入氧化剂如三价铁盐、氧气、微生物等,目前湿法冶金主要采用氧压酸浸工艺处理含铜硫化矿。氧压酸浸根据反应温度可分为高温加压浸出、中温加压浸出和低温加压浸出三大类。加压浸出是金属矿物资源的湿法冶金新工艺之一。黄铜矿的压力浸出介质一般为硫酸,在现阶段的铜矿工业中一般提取和冶炼所采用的多数方法为高温氧化酸浸技术,这种技术要求在应用的过程中一般是通过将锅炉的温度控制在200
?
230℃,压力控制一般都在4
?
6mpa。在这高温高压的条件下,硫酸铜通过氧化反应和压力作用以硫酸铜的形式浸出,其中所有的硫酸物都能够及时的释出。常压浸出一般是在或溶液沸点以下温度进行的工艺,往往浸出速度较慢,浸出时间较长。但常压浸出可以将难处理矿料中的一些易反应的成分先反应,可先释放掉部分在密闭容器中对加压浸出有影响的物质,如矿物中的碳酸盐在反应过程中释放的co2等。加压浸出是在密闭的反应器中将温度提升到溶液的沸点以上的条件下浸出的。与常压浸出相比,加压浸出的特点:(1)提高温度,加快浸出速度,加快浸出时间;(2)能够使一些在常温下常压下不能进行反应的矿物发生一定程度的反应;(3)加压使得氧气或氨气浸出过程中有较高的分压,强化浸出过程,提高金属的浸出率;(4)对于原料的适应性强,可处理成分复杂的物料。但加压也存在一定的局限性,反应矿物中易释放出对矿物浸出有抑制作用的气体,如co2,也不适用于f、cl含量较高的原料,过程中会产生的渣的堆存成为新的污染源。因此,使用常压和高压联合浸出难处理的矿物可减少因加压浸出释放的抑制反应的气体而无法排除的问题,也可大幅度的减少高压浸出的时间,降低能源消耗和生产成本。
技术实现要素:
3.本发明所要解决的技术问题是:解决含铜硫化矿在浸出反应过程中对设备的腐蚀严重、反应时间长以及生产水和酸的使用量大、设备使用多、氧压液中残酸含量高对后期萃取产生的一系列问题以及反应过程中产生的环境污染问题等。为了克服上述现有技术存在的缺陷,本发明提供一种提升含铜硫化矿浸出效率的处理方法,实现含铜硫化矿浸出完全,能源消耗低及环境污染小的目的。
4.为此,本发明一种提升含铜硫化矿浸出效率的处理方法,其步骤包括:
5.1)将含铜硫化矿研磨制样,粒度小于160μm的含量大于90%以上,取研磨后的含铜硫化矿,用自来水配成矿浆;
6.2)矿浆在65
?
90℃温度下加入硫酸和h2o2反应,调节矿浆ph为1.0
?
4.0,进行常压浸出反应0.5
?
4.0小时;
7.3)在常压浸出的矿浆中加入fe2o3作为晶种且转移至高压釜中进行高压浸出反应,高压反应的气氛为o2,反应温度为180
?
230℃,反应氧分压为0.3
?
1.5mpa,反应时间为2
?
6h;
8.4)高压浸出反应结束后的矿浆进行液固分离,氧压液一部分返回常压浸出作为生产水和酸使用,一部分使用钴盐或
镍盐中和消耗氧压液中的高含量残酸,部分氧压渣返回作为晶种使用。
9.进一步的,步骤1)中,含铜硫化矿与水配成固含为5
?
40%的矿浆。
10.进一步的,步骤1)中,含铜硫化矿主要成分为黄铜矿。
11.进一步的,步骤3)中,加入fe2o3晶种的量为含铜硫化矿的1%
?
5%。
12.进一步的,步骤3)中,高压反应的搅拌转速为300
?
1000rpm。
13.进一步的,步骤4)中,中和氧压液中高含量残酸所使用的钴盐或镍盐是粗制氢
氧化钴和粗制氢氧化镍。
14.本发明采用研磨至小于160μm含铜硫化矿按一定固含配比进行常压和高压两段浸出,具有的有益效果如下:
15.1、在常压浸出阶段加入h2o2氧化,目的是为了反应进入高压系统之前对含铜硫化矿先进行活化处理,以及释放因含铜硫化矿中碳酸盐反应而产生的co2,减少高压反应阶段的反应压力;反应时间越长,含铜硫化矿中所含的碳酸盐产生释放的co2越多,对矿物的前期活化越好,对后期高压反应的浸出效果越好。常压阶段放出大量的co2,对后期进入高压反应釜中的反应而产生的有抑制含铜硫化矿反应的物质有很好的前期排放效果,可使得氧压釜中的o2能够得到充分利用。且通过常压浸出阶段破坏含铜硫化矿的稳定结构,便于后续在高温高压氧压反应釜内浸出有价金属提高含铜硫化矿的浸出率,可减少高压浸出时间,可减少o2的消耗,提高含铜硫化矿的处理量,增加
有色金属的产能。
16.2、在进入高压釜之前加入fe2o3晶种,加入晶种目的是为了促进溶液中硫酸铁水解过程,加快矿物在高压釜中正向反应的过程,提高含铜硫化矿的浸出率,减少高压反应的浸出时间。
17.3、氧压液中的酸含量较高,一部分可返回常压阶段作为生产水和酸使用,可提高最终氧压液中有色金属的浓度;一部分可使用钴盐或镍盐中和消耗氧压液中的高含量残酸,消耗溶液中的残酸,可减少生产水和酸的使用,降低能源消耗和生产成本,可解决后期在萃取过程中因酸太高而引起的一系列的问题。
18.4、液固分离的氧压渣可作为fe2o3晶种返回使用,减少成本投入。具有工艺流程短、废水处理少、制造成本低等优势。
附图说明
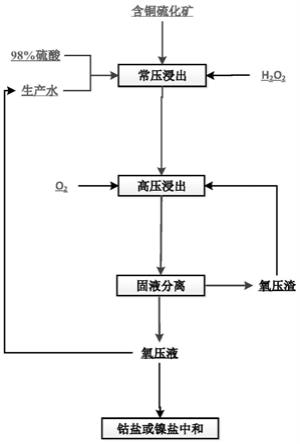
19.图1是本发明的工艺流程示意图。
具体实施方式
20.实施例1
21.取含铜硫化矿原料干基460g(原料成分如表1所示),于原料中加入纯水1840ml配
成固含为20%的矿浆,将其在温度80℃下加入硫酸和h2o2反应,控制ph为2,进行常压浸出反应1h,在常压反应后的浆化液中加入含铜硫化矿量3%的fe2o3作为晶种投入高压釜,搅拌转速500rpm,控制反应温度200℃,通氧气,控制反应釜内氧分压0.5mpa,反应时间3h,反应结束后,进行液固分离,部分氧压液返回常压阶段作为生产水和酸使用,剩余的氧压液可使用钴盐或镍盐中和消耗氧压液中的高含量残酸,氧压渣用水淋洗,部分反投作为晶种使用。检测上述液样和渣样,检测结果见表2
?
表5。
22.表1高含铜硫化矿原料主要元素含量(%)
23.元素cocufes含量5.4220.8215.3421.90
24.表2常压浸出段的浸出液中元素含量(g/l)
25.元素cocufeh2so4含量0.298.651.51/
26.表3常压浸出段的浸出渣中元素含量(%)
27.元素cocufes含量5.2218.1815.3121.41
28.表4高压浸出段的浸出液中元素含量(g/l)
29.元素cocufeh2so4含量14.4757.222.4556.84
30.表5高压浸出段的浸出渣中元素含量(%)
31.元素cocufes含量0.0260.2427.711.06
32.常压反应后浸出液中co、cu的含量分别为0.29g/l、8.65g/l,硫酸的浓度为2.62g/l;高压反应结束后浸出液中co、cu的含量分别为14.47g/l、57.22g/l,高压反应结束后氧压渣的co、cu含量分别为0.026%、0.24%;在高压反应阶段,含铜硫化矿中的s元素绝大部分转化为硫酸,因此,在高压反应结束后氧压液中的硫酸的含量才能达到56.84g/l的浓度;该组数据中,co、cu的浸出率分别为99.79%、99.47%。
33.取实施例1高压浸出段的氧压液1000ml于烧杯中,在温度为80℃条件下加入粗制氢氧化钴(原料成分如表6所示)中和氧压液中的高含量的酸,控制反应的ph终点为1.0
?
1.5;转速为400rpm,反应时间为2h,反应结束后,加入还原剂继续反应至无渣,因粗制氢氧化钴中含有高价态的金属,因此需用还原剂才能将粗制氢氧化钴全部反应完全,进行液固分离。检测上述液样,结果见表7。
34.表6粗制氢氧化钴原料主要元素含量(%)
35.元素cocufes含量32.081.560.0512.06
36.表7浸出液中元素含量(g/l)
37.元素cocufeh2so4含量47.9359.323.04/
38.1000ml的氧压液可溶解105g的粗制氢氧化钴,加入还原剂后粗制氢氧化钴全部溶解完全,溶液中co的含量为47.93g/l,cu的含量为59.32g/l。粗制氢氧化钴的浸出率为100%。
39.实施例2
40.取含铜硫化矿原料干基460g(原料成分如表1所示),于原料中加入纯水1300ml配成固含为26.14%的矿浆,将其在温度80℃下加入h2o2,控制ph为2,进行常压浸出反应1h,在反应过程中加入实施例1中氧压液540ml,控制其ph为2,这时矿浆固含为20%,将常压反应后的浆化液中加入实施列1中的氧压渣10g作为晶种投入高压釜,搅拌转速500rpm,控制反应温度200℃,通氧气,控制反应釜内氧分压0.5mpa,反应时间3h,反应结束后,进行液固分离,部分氧压液返回常压阶段作为生产水和酸使用,剩余的氧压液可使用钴盐或镍盐中和消耗氧压液中的高含量残酸,氧压渣用水淋洗,部分反投作为晶种使用。检测上述液样和渣样,检测结果见表8
?
表11。
41.表8常压浸出段的浸出液中元素含量(g/l)
42.元素cocufeh2so4含量4.6325.822.54/
43.表9常压浸出段的浸出渣中元素含量(%)
44.元素cocufes含量5.2717.5315.4221.37
45.表10高压浸出段的浸出液中元素含量(g/l)
46.元素cocufeh2so4含量17.3668.722.7357.54
47.表11高压浸出段的浸出渣中元素含量(%)
48.元素cocufes含量0.0330.2928.531.13
49.常压反应后浸出液中co、cu的含量分别为3.05g/l、19.43g/l,硫酸的浓度为2.87g/l;高压反应结束后浸出液中co、cu的含量分别为17.36g/l、68.72g/l,高压反应结束后氧压渣的co、cu含量分别为0.033%、0.29%;在高压反应阶段,含铜硫化矿中的s元素绝大部分转化为硫酸,因此,在高压反应结束后氧压液中的硫酸的含量才能达到57.54g/l的浓度;该组数据中,co、cu的浸出率分别为99.64%、99.31%。
50.取实施例2高压浸出段的氧压液1000ml于烧杯中,在温度为80℃条件下加入粗制氢氧化镍(原料成分如表12所示)中和氧压液中的高含量的酸,控制反应的ph终点为1.5
?
2.0;转速为400rpm,反应时间为2h,反应结束后,加入还原剂继续反应至无渣,因粗制氢氧化镍中含有高价态的金属,因此需用还原剂才能将粗制氢氧化镍全部反应完全,进行液固分离。检测上述液样,结果见表13。
51.表12粗制氢氧化镍原料主要元素含量(%)
52.元素conifes含量3.4735.980.0513.24
53.表13浸出液中元素含量(g/l)
54.元素cocunifeh2so4含量21.0768.9336.042.86/
55.1000ml的氧压液可溶解100g的粗制氢氧化镍,加入还原剂后粗制氢氧化镍全部溶解完全,溶液中co、cu、ni的含量分别为21.07g/l、68.93g/l、36.04g/l。粗制氢氧化镍的浸出率为100%。技术特征:
1.一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤包括:1)将含铜硫化矿研磨制样,粒度小于160μm的含量大于90%以上,取研磨后的含铜硫化矿,用自来水配成矿浆;2)矿浆在65
?
90℃温度下加入硫酸和h2o2反应,调节矿浆ph为1.0
?
4.0,进行常压浸出反应0.5
?
4.0小时;3)在常压浸出的矿浆中加入fe2o3作为晶种且转移至高压釜中进行高压浸出反应,高压反应的气氛为o2,反应温度为180
?
230℃,反应氧分压为0.3
?
1.5mpa,反应时间为2
?
6h;4)高压浸出反应结束后的矿浆进行液固分离,氧压液一部分返回常压浸出作为生产水和酸使用,一部分使用钴盐或镍盐中和消耗氧压液中的高含量残酸,部分氧压渣返回作为晶种使用。2.根据权利要求1所述的一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤1)中,含铜硫化矿与水配成固含为5
?
40%的矿浆。3.根据权利要求1所述的一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤1)中,含铜硫化矿为黄铜矿。4.根据权利要求1所述的一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤3)中,加入fe2o3晶种的量为含铜硫化矿的1%
?
5%。5.根据权利要求1所述的一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤3)中,高压反应的搅拌转速为300
?
1000rpm。6.根据权利要求1所述的一种提升含铜硫化矿浸出效率的处理方法,其特征在于:步骤4)中,中和氧压液中高含量残酸所使用的钴盐或镍盐是粗制氢氧化钴和粗制氢氧化镍。
技术总结
本发明属于湿法冶金技术领域,公开了一种提升含铜硫化矿浸出效率的处理方法。本发明利用研磨至小于160μm含铜硫化矿按一定固含配比进行常压和高压两段浸出,且在常压浸出阶段加入H2O2氧化和在进入高压釜之前加入Fe2O3晶种,该方法可提高含铜硫化矿的浸出率,减少高压反应的浸出时间,且可以减少生产水和酸的能源使用,也可以解决氧压液中因为酸含量过高而引起在萃取阶段产生的一系列问题;具有工艺流程短、废水处理少、制造成本低等优势。废水处理少、制造成本低等优势。废水处理少、制造成本低等优势。
技术研发人员:王荣龙 丰丽琴 谌生洪 刘仕 洪涛
受保护的技术使用者:浙江华友钴业股份有限公司
技术研发日:2020.12.18
技术公布日:2021/4/20
声明:
“提升含铜硫化矿浸出效率的处理方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 947
编辑:北方有色网
来源:浙江华友钴业股份有限公司
947
编辑:北方有色网
来源:浙江华友钴业股份有限公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















