一种挤出级pps
复合材料及其制备方法
技术领域
1.本发明属于高分子材料改性领域,涉及一种高延伸率、高冲击、易弯折定型的挤出级pps管材复合材料及其制备方法。
背景技术:
2.聚苯硫醚(简称pps)是一种分子主链上含有苯硫基的特种工程塑料,分子链中以苯环和硫原子交替排列构成,分子链结构规整度高,导致其结晶度比较高,熔点高;其次,由于苯环与硫原子形成共轭;且硫原子处于未饱和状态,经氧化后可使硫醚键变成亚砜基,或使相邻大分子形成氧桥支化或交联,使得热、氧稳定性十分突出;第三,由于硫原子的极性被苯环共轭及高结晶度的束缚,使pps呈现非极性或弱极性的特点,因此pps的电绝缘性、介电性、及耐化学介质性也很突出。由于pps与众多聚合物和添加剂有良好的相容性,可以采用多种手段进行改性,以提高其力学性能和其它性能。广泛应用于在电子、汽车、机械及化工领域均有广泛应用。
3.作为特种工程塑料之一的聚苯硫醚,与工程塑料聚酰胺(俗称尼龙pa)相比,冲击偏低,应用在汽车耐高温管路中,需要进行增韧改性,满足弯折定型的要求。汽车管路多数要求耐水解和耐乙二醇要求较高,常规工程塑料较难满足耐水解和耐乙二醇的长周期老化高要求,给pps增韧改性提供一个良好的应用领域。
4.但是,pps存在脆性较大,韧性较差,以及与增韧剂相容性和分散性差的问题。同时,其在挤出过程中存在管材内外壁凹坑问题,以及挤出模头有污垢残留的问题。因此需要寻找一种可以改善pps韧性以及与增韧剂的分散和相容性,并提高其延展性、耐化学溶剂能力和挤出弯折定型性能的方法。
技术实现要素:
5.针对现有技术中存在的问题,本发明提供了一种挤出级pps复合材料及其制备方法。本发明采用线性pps作为基体树脂,通过采用硅共聚pc与之挤出共混,降低其结晶度,然后通过多种功能化增韧剂优化组合增韧改性,同时采用合适的润滑剂体系和优化螺杆组合,解决其在挤出加工过程中管材内外壁凹坑问题,以及挤出模头有污垢残留的问题,使最终制备的pps复合材料具备良好的延展性,耐化学溶剂能力和挤出弯折定型性能。
6.为达此目的,本发明采用以下技术方案:
7.第一方面,本发明提供了一种pps复合材料,所述复合材料按重量份计包括以下组分:
[0008][0009]
其中,增韧剂包括主增韧剂和辅增韧剂。
[0010]
作为本发明优选的方案,所述pps为线性pps,其熔融指数为50g/10min-500g/10min。
[0011]
作为本发明优选的方案,所述有机硅共聚pc的熔融指数为10g/10min-15g/10min。
[0012]
作为本发明优选的方案,所述主增韧剂和辅增韧剂的质量比为(2-4):1。
[0013]
作为本发明优选的方案,所述主增韧剂包括甲基丙烯酸缩水甘油酯接枝乙烯辛烯共聚物(poe-g-gma)、乙烯甲基丙烯酸缩水甘油酯-乙烯醇共聚物(e-gma-va)或乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油酯共聚物(ptw)中任意一种或至少两种的组合。
[0014]
作为本发明优选的方案,所述辅增韧剂为马来酸酐接枝氢化苯乙烯-丁二烯嵌段共聚物(sebs-g-mah)。
[0015]
作为本发明优选的方案,所述润滑剂为ppa含氟聚合物和/或硅酮。
[0016]
第二方面,本发明提供了前述pps复合材料的制备方法,所述方法包括以下步骤:
[0017]
将配方量的pps与有机硅共聚pc挤出得到的pps/pc合金粒子、润滑剂、主增韧剂和炭黑从双螺杆挤出机的主喂料口下料,辅增韧剂从双螺杆挤出机的侧喂料口下料,进行挤出造粒。
[0018]
作为本发明优选的方案,所述pps与有机硅共聚pc挤出得到的pps/pc合金粒子的制备方法包括:
[0019]
将pps与有机硅共聚pc按质量比为5:1的比例混合后从双螺杆挤出机中挤出造粒,然后进行烘干。
[0020]
作为本发明优选的方案,在pps/pc合金粒子制备方法中,所述双螺杆挤出机各区段的控制温度为270℃-300℃,螺杆转速设定为250rpm-350rpm。
[0021]
作为本发明优选的方案,在pps/pc合金粒子制备方法中,所述挤出为从双螺杆挤出机的主喂料口下料进行挤出造粒。
[0022]
作为本发明优选的方案,在pps/pc合金粒子制备方法中,所述烘干温度为130-140℃,烘干时间为4-6h。
[0023]
作为本发明优选的方案,所述双螺杆挤出机的螺杆长度l和螺杆直径d比为40-48,优选为48。
[0024]
作为本发明优选的方案,所述双螺杆挤出机的螺杆中增加zme元件。
[0025]
作为本发明优选的方案,所述双螺杆挤出机的螺杆依次分为喂料输送段、熔融段、第一排气段、第一混炼段、第二排气段、第二混炼段、第三排气段和计量段,并在第二混炼段中增加zme元件。
[0026]
作为本发明优选的方案,所述喂料输送段按原料输送路径依次包括1个28/28a元件、2个44/44sk元件、1个44/22ts元件、2-4个32/32元件和2-4个22/22元件。
[0027]
作为本发明优选的方案,所述熔融段按原料输送路径依次包括2个45
°
/5/28元件、1个60
°
/4/28元件、1-3个22/22元件、1个45
°
/5/28元件、1个60
°
/4/28元件、1个90
°
/5/32元件和1个28/14l元件。
[0028]
作为本发明优选的方案,所述第一排气段按原料输送路径依次包括3-5个44/44元件。
[0029]
作为本发明优选的方案,所述第一混炼段按原料输送路径依次包括1-3个32/32元件、1-3个22/22元件、2个45
°
/5/28元件、1-2个60
°
/4/28元件、1-3个22/22元件、1个45
°
/5/28元件和1个90
°
/5/32元件。
[0030]
作为本发明优选的方案,所述第二排气段按原料输送路径依次包括3-5个44/44元件。
[0031]
作为本发明优选的方案,所述第二混炼段按原料输送路径依次包括1-3个32/32元件、1-2个45
°
/5/28元件、1-3个32/32元件、2-4个zme22/22元件、1-3个32/32元件、2-4个zme22/22元件和1-3个32/32元件。
[0032]
作为本发明优选的方案,所述第三排气段按原料输送路径依次包括3-5个44/44元件。
[0033]
作为本发明优选的方案,所述计量段按原料输送路径依次包括2-4个32/32元件和2-4个22/22元件。
[0034]
作为本发明优选的方案,从主喂料口下料的主增韧剂与从侧喂料口下料的辅增韧剂的质量比为(2-4):1。
[0035]
作为本发明优选的方案,所述双螺杆挤出机各区段的控制温度为270℃-300℃,螺杆转速设定为250rpm-300rpm。
[0036]
作为本发明优选的方案,在进行挤出造粒后,将得到的粒子进行烘干后,用单螺杆挤出机挤出成管材。
[0037]
作为本发明优选的方案,所述烘干温度为130-140℃,烘干时间为4-6h。
[0038]
作为本发明优选的方案,所述单螺杆挤出机各区段的控制温度为280℃-300℃,螺杆转速设定为200rpm-280rpm。
[0039]
与现有技术相比,本发明具有以下有益效果:
[0040]
本发明以聚苯硫醚和有机硅共聚pc为原料,对增韧改性,通过优化增韧剂组合方式并结合双螺杆挤出机的螺纹元件组合方式优化,制备得到的挤出级pps复合材料,其可以稳定挤出成直径约1cm、壁厚1mm的管材,管材内外壁光滑,满足弯折定型的要求。
[0041]
通过本发明所述pps复合材料制备得到的管材,其拉伸强度>35mpa,延伸率120%以上,缺口冲击强度55kj/m2以上,挤出后管材内外壁基本光滑或仅有个别麻点。
附图说明
[0042]
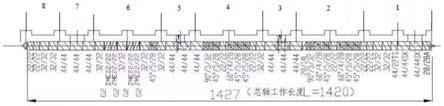
图1为本发明实施例1中所用双螺杆挤出机的螺杆结构;
[0043]
其中,1-喂料输送段、2-熔融段、3-第一排气段、4-第一混炼段、5-第二排气段、6-第二混炼段、7-第三排气段、8-计量段。
具体实施方式
[0044]
为更好地说明本发明,便于理解本发明的技术方案,下面对本发明进一步详细说明。但下述的实施例仅仅是本发明的简易例子,并不代表或限制本发明的权利保护范围,本发明保护范围以权利要求书为准。
[0045]
本发明具体实施方式部分提供了一种pps复合材料,所述复合材料按重量份计包括以下组分:
[0046][0047]
其中,增韧剂包括主增韧剂和辅增韧剂。
[0048]
其中,pps的重量份可为50份、51份、52份、53份、54份、55份、56份、57份、58份、59份或60份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;有机硅共聚pc的重量份可为10份、11份或12份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;增韧剂的重量份可为25份、26份、27份、28份、29份、30份、31份、32份、33份、34份或35份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;润滑剂的重量份可0.5份、0.7份、1份、1.3份、1.5份、1.7份或2份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;炭黑的重量份可为0.5份、0.7份、1份、1.3份或1.5份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0049]
本发明中,所述炭黑优选为耐高温染色能力较强的bleumina 312#。
[0050]
本发明中,通过硅共聚pc因其结构中引入了有机硅基团,使其兼具有机材料与无机材料的性能,使其耐水解性、耐溶剂性、耐高低温的特性大幅度提高。通过将硅共聚pc与pps进行挤出共混,利用硅共聚pc的非晶和黏度大特性,破坏pps高结晶,可能原因是pc属于非结晶相,分子极性小,对pps起不到异相成核的作用,其次是pc的熔体粘度高于pps,导致共混体系的熔体粘度高于pps的粘度,降低了pps分子链的运动能力,降低了pps的结晶能力;进而有效提升pps材料的常温和低温韧性以及耐溶剂性。
[0051]
作为本发明优选的方案,所述pps为线性pps,其熔融指数为50g/10min-500g/10min,例如50g/10min、100g/10min、150g/10min、200g/10min、250g/10min、300g/10min、350g/10min、400g/10min、450g/10min或500g/10min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。其测试条件为315℃/5kg。
[0052]
作为本发明优选的方案,所述有机硅共聚pc的熔融指数为10g/10min-15g/10min,例如10g/10min、11g/10min、12g/10min、13g/10min、14g/10min或15g/10min等,其测试条件300℃/1.2kg。
[0053]
作为本发明优选的方案,所述主增韧剂和辅增韧剂的质量比为(2-4):1,例如2:1、
2.5:1、3:1、3.5:1或4:1等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0054]
作为本发明优选的方案,所述主增韧剂包括甲基丙烯酸缩水甘油酯接枝乙烯-辛烯共聚物(poe-g-gma)、乙烯甲基丙烯酸缩水甘油酯-乙烯醇共聚物(e-gma-va)或乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油酯共聚物(ptw)中任意一种或至少两种的组合。
[0055]
作为本发明优选的方案,所述辅增韧剂为马来酸酐接枝氢化苯乙烯-丁二烯嵌段共聚物(sebs-g-mah)。
[0056]
本发明中,通过采用主增韧剂和辅增韧剂分别从主喂和侧喂进行添加的方式,考虑到主增韧剂添加分数高,不容易分散,所以主增韧剂从主喂料口下料;其次考虑到辅增韧剂的耐温性差,不能在双螺杆挤出机中停留较长时间,有降解的可能性,所以辅增韧剂从侧喂加入。并且,配合对双螺杆挤出机螺杆组合的优化,降低了增韧剂团聚和降解的风险。
[0057]
本发明具体实施方式部分提供了前述pps复合材料的制备方法,其特征在于,所述方法包括以下步骤:
[0058]
将配方量的pps与有机硅共聚pc挤出得到的pps/pc合金粒子、润滑剂、主增韧剂和炭黑从双螺杆挤出机的主喂料口下料,辅增韧剂从双螺杆挤出机的侧喂料口下料,进行挤出造粒。
[0059]
作为本发明优选的方案,所述pps与有机硅共聚pc挤出得到的pps/pc合金粒子的制备方法包括:
[0060]
将pps与有机硅共聚pc按质量比为5:1的比例混合后从双螺杆挤出机中挤出造粒,然后进行烘干。
[0061]
作为本发明优选的方案,在pps/pc合金粒子的制备方法中,所述双螺杆挤出机各区段的控制温度为270℃-300℃,例如270℃、280℃、285℃、290℃、295℃或300℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;螺杆转速设定为250rpm-350rpm,例如250rpm、260rpm、270rpm、280rpm、290rpm或300rpm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0062]
作为本发明优选的方案,在pps/pc合金粒子的制备方法中所述挤出为从双螺杆挤出机的主喂料口下料进行挤出造粒。
[0063]
作为本发明优选的方案,在pps/pc合金粒子的制备方法中烘干温度为130℃-140℃,例如130℃、132℃、134℃、136℃、138℃或140℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;烘干时间为4-6h,例如4h、5h或6h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0064]
作为本发明优选的方案,pps复合材料的制备方法中所述双螺杆挤出机的螺杆长度l和螺杆直径d比为40-48,例如40、42、44、46或48等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用,优选为48。
[0065]
作为本发明优选的方案,pps复合材料的制备方法中所述双螺杆挤出机的螺杆中增加zme元件。
[0066]
作为本发明优选的方案,所述双螺杆挤出机的螺杆依次分为喂料输送段、熔融段、第一排气段、第一混炼段、第二排气段、第二混炼段、第三排气段和计量段,并在第二混炼段中增加zme元件。
[0067]
作为本发明优选的方案,所述喂料输送段按原料输送路径依次包括1个28/28a元件、2个44/44sk元件、1个44/22ts元件、2-4个32/32元件(例如2个、3个或4个)和2-4个22/22元件(例如2个、3个或4个),进一步优选为按原料输送路径依次包括1个28/28a元件、2个44/44sk元件、1个44/22ts元件、2个32/32元件和2个22/22元件。
[0068]
作为本发明优选的方案,所述熔融段按原料输送路径依次包括2个45
°
/5/28元件、1个60
°
/4/28元件、1-3个22/22元件(例如1个、2个或3个)、1个45
°
/5/28元件、1个60
°
/4/28元件、1个90
°
/5/32元件和1个28/14l元件,进一步优选为按原料输送路径依次包括2个45
°
/5/28元件、1个60
°
/4/28元件、1个22/22元件、1个45
°
/5/28元件、1个60
°
/4/28元件、1个90
°
/5/32元件和1个28/14l元件。
[0069]
作为本发明优选的方案,所述第一排气段按原料输送路径依次包括3-5个44/44元件(例如3个、4个或5个),进一步优选为按原料输送路径依次包括3个44/44元件。
[0070]
作为本发明优选的方案,所述第一混炼段按原料输送路径依次包括1-3个32/32元件(例如1个、2个或3个)、1-3个22/22元件(例如1个、2个或3个)、2个45
°
/5/28元件、1-2个60
°
/4/28元件、1-3个22/22元件(例如1个、2个或3个)、1个45
°
/5/28元件和1个90
°
/5/32元件,进一步优选为按原料输送路径依次包括1个32/32元件、1个22/22元件、2个45
°
/5/28元件、1个60
°
/4/28元件、1个22/22元件、1个45
°
/5/28元件和1个90
°
/5/32元件。
[0071]
作为本发明优选的方案,所述第二排气段按原料输送路径依次包括3-5个44/44元件(例如3个、4个或5个),进一步优选为3个44/44元件。
[0072]
作为本发明优选的方案,所述第二混炼段按原料输送路径依次包括1-3个32/32元件(例如1个、2个或3个)、1-2个45
°
/5/28元件、1-3个32/32元件(例如1个、2个或3个)、2-4个zme22/22元件(例如2个、3个或4个)、1-3个32/32元件(例如1个、2个或3个)、2-4个zme22/22元件(例如2个、3个或4个)和1-3个32/32元件(例如1个、2个或3个),进一步优选为按原料输送路径依次包括1个32/32元件、1个45
°
/5/28元件、1个32/32元件、2个zme22/22元件、1个32/32元件、2个zme22/22元件和1个32/32元件。
[0073]
作为本发明优选的方案,所述第三排气段按原料输送路径依次包括3-5个44/44元件(例如3个、4个或5个),进一步优选为按原料输送路径依次包括3个44/44元件。
[0074]
作为本发明优选的方案,所述计量段按原料输送路径依次包括2-4个32/32元件(例如2个、3个或4个)和2-4个22/22元件(例如2个、3个或4个),进一步优选为按原料输送路径依次包括2个32/32元件和2个22/22元件。本发明中,通过优化双螺杆挤出机中的螺纹元件组合方式,一方面可以改善材料各组分的相容性和分散性,对提升材料的延伸率和缺口冲击强度有很大帮助;另一方面,结合合适的润滑剂体系,解决挤出加工过程中管材内外壁凹坑问题,以及挤出模头有污垢残留的问题。
[0075]
作为本发明优选的方案,从主喂料口下料的主增韧剂与从侧喂料口下料的辅增韧剂的质量比为(2-4):1,例如2:1、2.5:1、3:1、3.5:1或4:1等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0076]
作为本发明优选的方案,所述双螺杆挤出机各区段的控制温度为270℃-300℃,例如270℃、280℃、285℃、290℃、295℃或300℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;螺杆转速设定为250rpm-300rpm,例如250rpm、260rpm、270rpm、280rpm、290rpm或300rpm等,但并不仅限于所列举的数值,该数值范围内其他未列
举的数值同样适用。
[0077]
作为本发明优选的方案,在进行挤出造粒后,将得到的粒子进行烘干后,用单螺杆挤出机挤出成管材。
[0078]
作为本发明优选的方案,所述烘干温度为130-140℃,例如130℃、132℃、134℃、136℃、138℃或140℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;烘干时间为4-6h,例如4h、5h或6h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0079]
作为本发明优选的方案,所述单螺杆挤出机各区段的控制温度为280℃-300℃,例如280℃、285℃、290℃、295℃或300℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;螺杆转速设定为200rpm-280rpm,例如200rpm、210rpm、220rpm、230rpm、240rpm、250rpm、260rpm、270rpm或280rpm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0080]
以下为本发明典型但非限制性实施例:
[0081]
以下各实施例中所用原料型号如下:
[0082]
pps为gaf02(聚狮),有机硅共聚pc为ag1950(日本出光),增韧剂poe-gma(能之光),e-gma-va(住友化学)和ptw(杜邦),sebs-mah(能之光),所用润滑剂为含氟材料ppa9000h(鲁聚化学),硅酮(四川晨光),炭黑bleumina 312#(phillips)。
[0083]
实施例1:
[0084]
本实施例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;有机硅共聚pc ag1950:11份;poe-g-gma:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0085]
所述制备方法如下:
[0086]
(1)将pps和有机硅共聚pc按照5:1比例加入高速
混合机中混合2min,挤出造粒得合金粒子;
[0087]
(2)将合金粒子66份与上述比例除sebs-g-mah外的剩余物料加入高速混合机中混合2min,通过优化后的双螺杆挤出机主喂料下料,将sebs-g-mah从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0088]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃;
[0089]
其中,步骤(2)中优化后的双螺杆挤出机的结构如图1所示,包括依次分为1-喂料输送段、2-熔融段、3-第一排气段、4-第一混炼段、5-第二排气段、6-第二混炼段、7-三排气段和8-计量段;且,1-喂料输送段按原料输送路径依次包括1个28/28a元件、2个44/44sk元件、1个44/22ts元件、2个32/32元件和2个22/22元件;2-熔融段按原料输送路径依次包括2个45
°
/5/28元件、1个60
°
/4/28元件、1个22/22元件、1个45
°
/5/28元件、1个60
°
/4/28元件、1个90
°
/5/32元件和1个28/14l元件;3-第一排气段按原料输送路径依次包括3个44/44元件;4-第一混炼段按原料输送路径依次包括1个32/32元件、1个22/22元件、2个45
°
/5/28元件、1个60
°
/4/28元件、1个22/22元件、1个45
°
/5/28元件和1个90
°
/5/32元件;5-第二排气段按原料输送路径依次包括3个44/44元件;6-第二混炼段按原料输送路径依次包括1个32/32元
件、1个45
°
/5/28元件、1个32/32元件、2个zme22/22元件、1个32/32元件、2个zme22/22元件和1个32/32元件;7-第三排气段按原料输送路径依次包括3个44/44元件;8-计量段按原料输送路径依次包括2个32/32元件和2个22/22元件。
[0090]
实施例2:
[0091]
本实施例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;有机硅共聚pc ag1950:11份;e-gma-va:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0092]
所述制备方法如下:
[0093]
(1)将pps和有机硅共聚pc按照5:1比例加入高速混合机中混合2min,挤出造粒得合金粒子;
[0094]
(2)将合金粒子66份与上述比例除sebs-g-mah外的剩余物料加入高速混合机中混合2min,通过优化后的双螺杆挤出机主喂料下料(结构与实施例1中相同),将sebs-g-mah从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0095]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0096]
实施例3:
[0097]
本实施例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:ps gaf02:55份;有机硅共聚pc ag1950:11份;ptw:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0098]
所述制备方法如下:
[0099]
(1)将pps和有机硅共聚pc按照5:1比例加入高速混合机中混合2min,挤出造粒得合金粒子;
[0100]
(2)将合金粒子66份与上述比例除sebs-g-mah外的剩余物料加入高速混合机中混合2min,通过优化后的双螺杆挤出机主喂料下料(结构与实施例1中相同),将sebs-g-mah从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0101]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0102]
对比例1:
[0103]
本对比例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;有机硅共聚pc ag1950:11份;poe-g-gma:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0104]
所述制备方法如下:
[0105]
(1)将pps和有机硅共聚pc按照5:1比例加入高速混合机中混合2min,挤出造粒得合金粒子;
[0106]
(2)将合金粒子66份与上述比例的剩余物料加入高速混合机中混合2min,通过优化后的双螺杆挤出机主喂料下料(结构与实施例1中相同),挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、
295℃、300℃,螺杆转速设定为低速280rpm;
[0107]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0108]
对比例2:
[0109]
本对比例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;有机硅共聚pc ag1950:11份;poe-g-gma:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0110]
所述制备方法如下:
[0111]
(1)将pps和有机硅共聚pc按照5:1比例加入高速混合机中混合2min,挤出造粒得合金粒子;
[0112]
(2)将合金粒子66份与上述比例除sebs-g-mah外的剩余物料加入高速混合机中混合2min,通过普通的双螺杆挤出机主喂料下料,将sebs-g-mah从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0113]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0114]
对比例3:
[0115]
本对比例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;有机硅共聚pc ag1950:11份;poe-g-gma:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0116]
所述制备方法如下:
[0117]
(1)将上述除sebs-g-mah外的物料按照比例加入高速混合机中混合2min,通过优化后的双螺杆挤出机主喂料下料(结构与实施例1中相同),将sebs-g-mah从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0118]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0119]
对比例4:
[0120]
本对比例提供了一种挤出级pps复合材料及其制备方法,所述复合材料按重量份包括以下组分:pps gaf02:55份;普通pc(鲁西pc 1609-11):11份;poe-g-gma:24份;sebs-g-mah:8份;ppa9000h:0.5份;硅酮:0.5份,炭黑bleumina 312#:1份。
[0121]
所述制备方法与实施例1中方法相同。
[0122]
对比例5:
[0123]
本对比例提供了一种挤出级pps复合材料及其制备方法,所述复合材料的组成和配比与实施例1中相同。
[0124]
所述制备方法为:
[0125]
(1)将pps和有机硅共聚pc按照5:1比例加入高速混合机中混合2min,挤出造粒得合金粒子;
[0126]
(2)将合金粒子66份与上述比例除poe-g-gma外的剩余物料加入高速混合机中混
合2min,通过优化后的双螺杆挤出机主喂料下料(结构与实施例1中相同),将poe-g-gma从侧喂料下料,挤出获得改性粒子;其中,双螺杆挤出机温度各区段设定温度为:270℃、280℃、280℃、280℃、280℃、290℃、290℃、295℃、295℃、300℃,螺杆转速设定为低速280rpm;
[0127]
(3)将改性粒子进行注塑成iso标准样条和挤出管材,其中注塑温度为290℃、290℃、300℃、300℃、300℃,挤出管材温度为280℃、290℃、300℃、300℃、300℃。
[0128]
为进一步说明本发明技术方案的有益效果,对实施例1-3、对比例1-5所得样品,进行性能检测。测试结果如下表1所示,其中测试标准为iso标准。
[0129]
表1实施例1-3和对比例1-5中复合材料性能测试表
[0130][0131]
对于改性的pps挤出管材,其在实际使用标准要求材料的拉伸强度30mpa以上,延伸率70%以上,缺口冲击强度45kj/m2以上,130℃冷却剂条件下浸泡1000h力学性能保持80%以上。
[0132]
从实施例1-3的测试结果来看,选用poe-g-gma与sebs-g-mah组合增韧pps力学性能和内外壁光滑程度最佳;选用ptw或者e-gma-va与sebs组合增韧pps,虽然其力学性能较实施例1高,但是内外壁有个别麻点,推测ptw或者e-gma-va中极性基团比例较高,在挤出过程中仍存在团聚现象,甚至降解产生气体,导致麻点的产生。
[0133]
对比例实施例1-3以及对比例1-5的结果可以看出,对比例1采用将sebs-g-mah与其它物料全混喂料方式;对比例2采用普通螺杆挤出;对比例3有机硅共聚pc没有与pps进行先挤出共混;对比例4采用普通pc材料,材料的断裂伸长率和冲击强度偏低,归因于普通pc与硅共聚pc相比,其分子链运动能力和柔顺性偏低,导致其低温和常温韧性低;对比例5将poe-g-gma从侧喂料口进行投料,将sebs-g-mah从主喂料口投料,不仅材料的断裂伸长率和缺口冲击强度受到影响,而且挤出管子的表面不光滑,归咎于主增韧剂没有均一分散,辅增韧剂发生了降解。
[0134]
5种方式下制备得复合材料力学性能和管材表观较实施例1-3相比均较差,力学性能差异较大的为延伸率和缺口冲击强度;实施例1-3材料的延伸率和缺口冲击强度较对比例相比,分别提升约380-550%和20-66%,说明有机硅共聚pc与pps进行先挤出,达到破坏pps高结晶的作用;增韧剂采用主喂和侧喂的相结合加工方式,降低了增韧剂团聚和降解的风险;优化螺杆组合的方式,进一步改善材料各组分的相容性和分散性,对提升材料的延伸
率和缺口冲击强度有很大帮助;从对比例1-5的结果看,先将有机硅共聚pc与pps共混挤出、增韧剂侧喂和优化螺杆组合这三个因素对材料的性能和表观影响至关重大。
[0135]
综上所述,本发明通过采用线性pps作为基体树脂,利用有机硅共聚pc的非晶和黏度大特性,破坏pps高结晶,提升材料的常温和低温韧性;通过两种功能化增韧剂优化组合增韧改性pps/pc合金粒子;采用合适的润滑剂体系,解决挤出加工过程中管材内外壁凹坑问题,以及挤出模头有污垢残留的问题;同时优化挤出工艺,主要是采用长径比高的双螺杆挤出机,以及优化螺纹元件组合,增强混合分散的作用,解决pps与增韧剂分散和相容问题,最终制备的pps管材具备良好的延展性,耐化学溶剂能力和挤出弯折定型性能。
[0136]
申请人声明,本发明通过上述实施例来说明本发明的详细工艺设备和工艺流程,但本发明并不局限于上述详细工艺设备和工艺流程,即不意味着本发明必须依赖上述详细工艺设备和工艺流程才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。技术特征:
1.一种pps复合材料,其特征在于,所述复合材料按重量份计包括以下组分:其中,增韧剂包括主增韧剂和辅增韧剂。2.根据权利要求1所述的pps复合材料,其特征在于,所述pps为线性pps,其熔融指数为50g/10min-500g/10min;优选地,所述有机硅共聚pc的熔融指数为10g/10min-15g/10min。3.根据权利要求1所述的pps复合材料,其特征在于,所述主增韧剂和辅增韧剂的质量比为(2-4):1;优选地,所述主增韧剂包括甲基丙烯酸缩水甘油酯接枝乙烯-辛烯共聚物、乙烯甲基丙烯酸缩水甘油酯-乙烯醇共聚物或乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油酯共聚物中任意一种或至少两种的组合;优选地,所述辅增韧剂为马来酸酐接枝氢化苯乙烯-丁二烯嵌段共聚物。4.根据权利要求1所述的pps复合材料,其特征在于,所述润滑剂为ppa含氟聚合物和/或硅酮。5.如权利要求1-4任一项所述的pps复合材料的制备方法,其特征在于,所述方法包括以下步骤:将配方量的pps与有机硅共聚pc挤出得到的pps/pc合金粒子、润滑剂、主增韧剂和炭黑从双螺杆挤出机的主喂料口下料,辅增韧剂从双螺杆挤出机的侧喂料口下料,进行挤出造粒。6.根据权利要求5所述的制备方法,其特征在于,所述pps与有机硅共聚pc挤出得到的pps/pc合金粒子的制备方法包括:将pps与有机硅共聚pc按质量比为5:1的比例混合后从双螺杆挤出机中挤出造粒,然后进行烘干;优选地,所述双螺杆挤出机各区段的控制温度为270℃-300℃,螺杆转速设定为250rpm-350rpm;优选地,所述挤出为从双螺杆挤出机的主喂料口下料进行挤出造粒;优选地,所述烘干温度为130-140℃,烘干时间为4-6h。7.根据权利要求5所述的制备方法,其特征在于,所述双螺杆挤出机的螺杆长度l和螺杆直径d比为40-48,优选为48;优选地,所述双螺杆挤出机的螺杆中增加zme元件;优选地,所述双螺杆挤出机的螺杆依次分为喂料输送段、熔融段、第一排气段、第一混
炼段、第二排气段、第二混炼段、第三排气段和计量段,并在第二混炼段中增加zme元件;优选地,所述喂料输送段按原料输送路径依次包括1个28/28a元件、2个44/44sk元件、1个44/22ts元件、2-4个32/32元件和2-4个22/22元件;优选地,所述熔融段按原料输送路径依次包括2个45
°
/5/28元件、1个60
°
/4/28元件、1-3个22/22元件、1个45
°
/5/28元件、1个60
°
/4/28元件、1个90
°
/5/32元件和1个28/14l元件;优选地,所述第一排气段按原料输送路径依次包括3-5个44/44元件;优选地,所述第一混炼段按原料输送路径依次包括1-3个32/32元件、1-3个22/22元件、2个45
°
/5/28元件、1-2个60
°
/4/28元件、1-3个22/22元件、1个45
°
/5/28元件和1个90
°
/5/32元件;优选地,所述第二排气段按原料输送路径依次包括3-5个44/44元件;优选地,所述第二混炼段按原料输送路径依次包括1-3个32/32元件、1-2个45
°
/5/28元件、1-3个32/32元件、2-4个zme22/22元件、1-3个32/32元件、2-4个zme22/22元件和1-3个32/32元件;优选地,所述第三排气段按原料输送路径依次包括3-5个44/44元件;优选地,所述计量段按原料输送路径依次包括2-4个32/32元件和2-4个22/22元件。8.根据权利要求5所述的制备方法,其特征在于,从主喂料口下料的主增韧剂与从侧喂料口下料的辅增韧剂的质量比为(2-4):1;优选地,所述双螺杆挤出机各区段的控制温度为270℃-300℃,螺杆转速设定为250rpm-300rpm。9.根据权利要求5所述的制备方法,其特征在于,在进行挤出造粒后,将得到的粒子进行烘干后,用单螺杆挤出机挤出成管材。10.根据权利要求9所述的制备方法,其特征在于,所述烘干温度为130-140℃,烘干时间为4-6h;优选地,所述单螺杆挤出机各区段的控制温度为280℃-300℃,螺杆转速设定为200rpm-280rpm。
技术总结
本发明提供了一种挤出级PPS复合材料及其制备方法,所述复合材料按重量份计包括以下组分:PPS 50份-60份;有机硅共聚PC 10份-12份;增韧剂25份-35份;润滑剂0.5份-2份;炭黑0.5-1.5份。本发明通过采用线性PPS作为第一基体树脂,有机硅共聚PC做为第二基体树脂,通过多种功能化增韧剂优化组合增韧改性,同时采用合适的润滑剂体系和优化螺杆组合,解决挤出加工过程中管材内外壁凹坑问题,以及挤出模头有污垢残留的问题,最终制备的PPS复合材料具备良好的延展性,耐化学溶剂能力和挤出弯折定型性能。能。能。
技术研发人员:王晶 张天荣 牛志海 王凯 王明义
受保护的技术使用者:上海聚威
新材料股份有限公司
技术研发日:2022.02.22
技术公布日:2022/5/17
声明:
“挤出级PPS复合材料及其制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 786
编辑:北方有色网
来源:上海聚威新材料股份有限公司
786
编辑:北方有色网
来源:上海聚威新材料股份有限公司



 咨询细节
咨询细节








































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















