全部
▼
热搜:
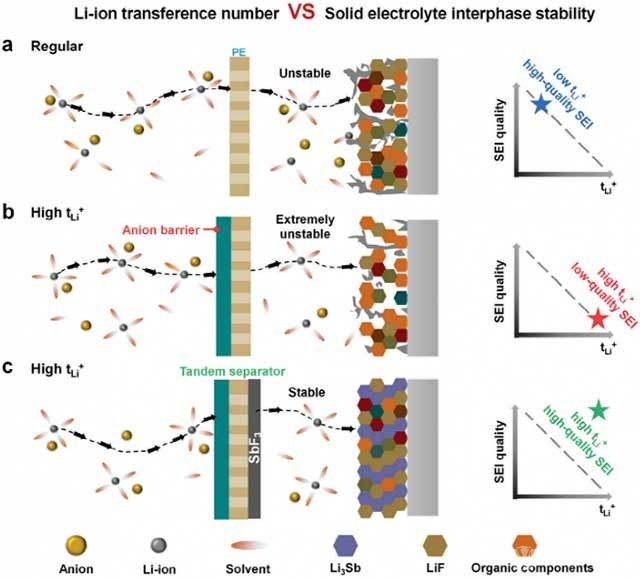
随着储能需求的不断增长,迫切需要开发高能量密度电池。然而,由于锂枝晶和锂离子通量不均匀,导致锂金属电池(LMBs)的循环寿命较短,库仑效率(CE)较低,因此LMBs的实际应用受到了极大的限制。锂枝晶的形成可分为成核和生长两个过程,根据“Sand’s time”模型,锂成核与锂离子的迁移数(tLi+)密切相关。较高的tLi+能延缓枝晶成核的发生。因此,许多研究人员将目光聚焦在开发阴离子锚定隔膜,即通过增加tLi+来抑制LMBs中锂枝晶的形成,这种策略在一定程度上可以实现抑制枝晶生长的效果。
 981
981
 0
0
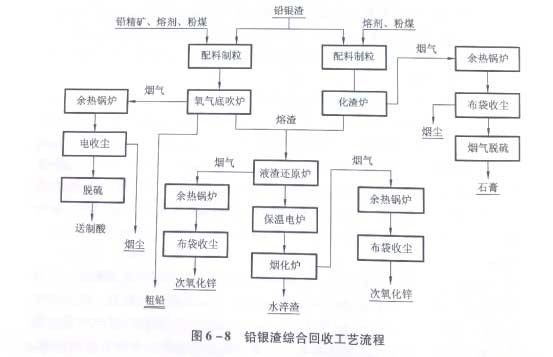
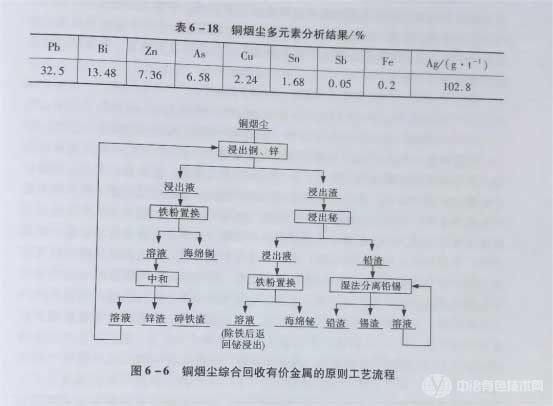
铅银渣综合回收方式分为直接法和间接法。直接法是以铅银渣作为主要原料,选择适宜的工艺对铅银渣中有价金属进行回收。间接法是将铅银渣以配料的方式加入铅精矿,在铅冶炼的工艺过程中进行回收。
1761
0

电解槽目前分为三种主要技术:碱性、质子交换膜(PEM)和固体氧化物。其中碱性是最成熟的,PEM是第二种广泛商用的技术,固体氧化物最近进入市场。在欧洲和美国,碱性电解槽成本估计约为100-600欧元/kW,PEM电解槽成本约为300-900欧元/kW。固体氧化物电解槽成本预计超过2000欧元/kW。
878
0
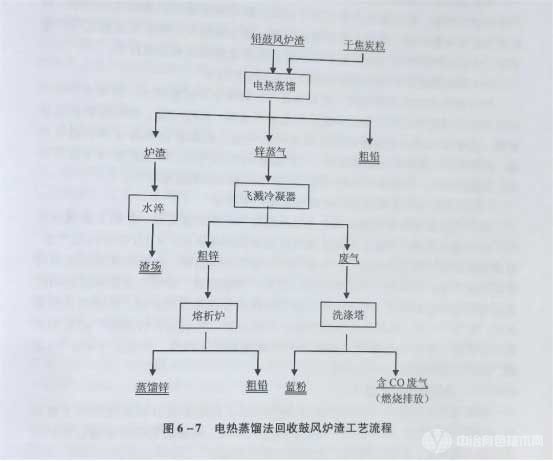
炼铅炉渣中含有0.5%~5%的铅、4%~20%的锌,既污染环境也浪费金属资源,其中的锌、铟可以氧化物烟尘的形式回收后送湿法炼锌厂,铅进入浸出渣返回炼铅,高温熔渣含有大量的显热,可以蒸汽的形式部分回收。炼铅炉渣可用回转窑、电炉和烟化炉等火法冶金设备进行处理。
1097
0
返回重熔和还原造锍是铜渣火法贫化的主要方式。炉渣返回重熔可回收铜得到的铜锍返主流程,炉渣的钴、镍回收采取在主流程之外的单独还原造镜。
2576
0

随着全球各国加速脱碳进程,展望未来,对“绿氢”的需求量会越来越大。众所周知,绿色氢需要大量的水进行电解,而催化剂就成了尤为重要的一环。
1299
0
给电动汽车充电通常需要10小时或更长时间,即使采用快速充电方式,也至少需要30分钟。近期,某研究团队最新开发的一项突破性技术,可将存储容量提高到理论极限的约1.5倍,从而使电动汽车能够在短短6分钟内充满电。
967
0

铝电解废槽衬的主要化学成分有碳素材料、冰晶石、剩余的耐火材料和保温材料等。我国废旧阴极大部分采用露天或掩埋堆放的方式处理,废内衬中含有可溶氟和氰化物等有毒物质,会随雨水渗入土壤,造成污染。
849
0

人类文明的发展离不开大量资源,当前世界不断发展,科学技术不断创新,人类对地球资源开发已发展到了很高的水平,使得许多资源不断地减少,甚至濒临枯竭,特别是一些稀有的战略资源——比如锑矿,属于不可再生,正日益面临日渐稀少的资源困境,人类发展何去何从?这对资源的技术开发提出了新课题和更高的挑战要求。
1257
0
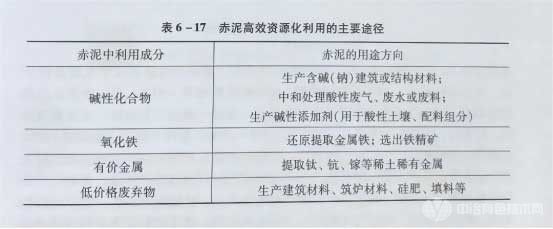
赤泥堆存最大的污染控制目标主要是减轻赤泥附水的碱渗透和污染。目前最为有效的赤泥安全堆存的控制技术是赤泥进行压滤后形成干滤饼再予堆存的技术。赤泥干滤饼含附液量低于30%,成干块状,堆存时不会产生大量的附液积聚,因此安全性较高;由于附液大量进入滤液被返回氧化铝厂,不仅降低了赤泥堆存碱污染的风险,而且还降低了氧化铝和碱消耗。此外,赤泥堆场底部及周边的防渗技术、烧结法赤泥混合筑坝、赤泥坝边坡加固绿化、赤泥库内回水聚集回收等技术已经推广应用。采用具有防渗功能的防渗薄膜填衬在堆场底部,可起到附液防渗作用。
905
0

固体废物的处理是通过物理化学和生物手段将废物中对人体或环境有害的物质分解为无害成分或转化为毒性较小的物质进行运输、资源化利用和最终处置的过程,如废物解毒、有害成分的分离和浓缩、废物的稳定化等。固废的处置是通过焚烧、填埋或其他改变废物的物理、化学、生物特性的方法减少已产生的固体废物数量、缩小固体废物体积、减少或者消除其危险成分,并将其置于与环境相对隔绝的场所,避免其中的有害物质危害人体健康或污染环境。
1347
0

研究人员预测,使用超薄锂金属阳极(LMAs)取代锂离子电池中的石墨阳极,锂金属电池(LMBs)可以实现高达500 Wh kg-1的高能量密度。但是LMAs中锂枝晶问题时刻威胁着电池的安全。因此,抑制锂枝晶的生长被认为是实现实用LMBs的前提。大部分的LMAs通过压延和挤压锂锭来生产制造。由于锂的反应性较高,LMAs表面在制造过程中容易受到大气污染,表面通常覆盖着由Li2CO3、LiOH和Li2O组成的原生钝化层(NPL)。此外,为获得表面高度光滑的超薄LMAs,通常会使用过度压延从而破坏NPL,导致裂纹、划痕和坑洞等表面缺陷。
1051
0
5G通信技术已成为世界各国发展的重要战略,不管是在关键元器件、上游材料制备还是在网络部署等方面都开始积极布局,抢先发展先机。而随着5G时代的到来,半导体芯片功率不断增加,轻型化和高集成度的发展趋势日益明显,散热问题的重要性也越来越突出,这无疑对封装散热材料提出了更为严苛的要求。
1838
0
近日,某实验室已经想出了一个可能产生重大影响的小调整方法。通过对一种固态电池的制造方式进行小的改变,科学家们成功地消除了电解质薄膜的缺陷,为更安全和更高效的电池开辟了道路。
1004
0
有色冶金废水排放特征总体表现为:产排放量大,规模达到数万吨/天。目前,中国氧化铝生产废水排放已得到控制,大部分氧化铝企业的碱性生产废水通过回收利用,基本上达到了废水零排放。
1124
0
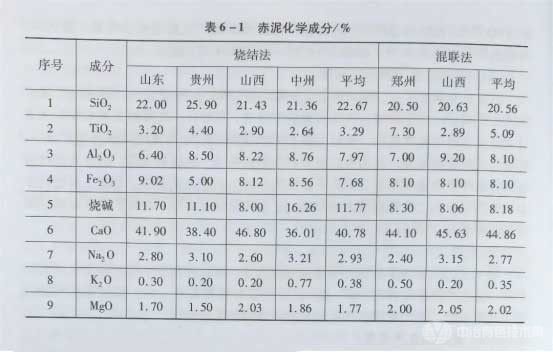

由于国内铝土矿资源的铝硅比普遍偏低,因此氧化铝的生产过程一般都需要使用大量的水,同时也产生了大量外排废水。据有关资料统计,国内大型氧化铝厂外排废水可达4~6万m³/d。氧化铝生产废水主要来源于现场的含碱废液、生产设备冷却水、工厂自备热电厂的生产污水及其他附属单位的生产排水。赤泥及其含碱附液是氧化铝厂的主要环境污染因素。
1754
0

兼具与锂金属负极的动力学稳定性,以及可以阻挡枝晶的坚硬力学特性,基于无机固态电解质的全固态电池被认为是适配锂金属负极的下一代高比能高安全电池技术。不管是液态电解液Sand‘s time的扩散控制枝晶模型,还是聚合物电解质枝晶的剪切模量判据都预测全固态电池中不会有枝晶产生,然而实际应用中,即使在较低的电流密度下锂枝晶仍然能够刺穿固态电解质并引发短路。柔软的锂金属为什么能够刺穿并碎裂坚硬的固态电解质,是全固态电池中热烈讨论而又未有定论的核心问题,也是阻碍全固态电池规模化应用的核心瓶颈之一。
1371
0

在新能源汽车渗透率逐步提升、环保要求愈发提高及动力电池退役量不断增加等因素综合作用下,动力电池回收产业驶入发展快车道。动力电池回收具有很高的经济价值、环保价值,有利于促进新能源汽车产业持续健康发展。废旧锂电池回收确实是门好生意。不过,目前主流的电池回收企业都不得不面对一个大麻烦,即电池回收的过程能耗大,经济成本高,并会产生大量有毒副产品。
867
0
有色金属冶金生产过程往往伴随着废气、废水及固体废物的环境污染。当环境保护成为制约有色冶金发展主要因素的同时,环境压力却又成为推动有色冶金技术进步的动力。人类总是在社会的发展中不断进行调整,科学技术的进步可以很好地协调有色冶金与环境保护的关系,有色冶金全过程污染控制、三废终端深度治理是实现有色冶金可持续发展的有效途径。
1395
0
近日,昆明理工大学材料科学与工程学院葛振华教授与北京航空航天大学赵立东教授,郑州大学王东阳研究员等合作,在单晶SnSe的卓越热电转换性能方面取得重要研究进展,研究成果以Lattice plainification advances highly effective SnSe crystalline thermoelectrics为题,发表在国际顶级刊物Science上。昆明理工大学材料科学与工程学院博士生王子渊、杨添驭分别为论文第四、第八作者。
1086
0
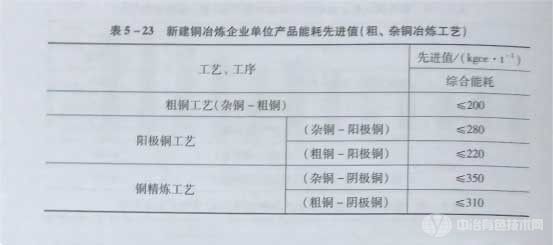
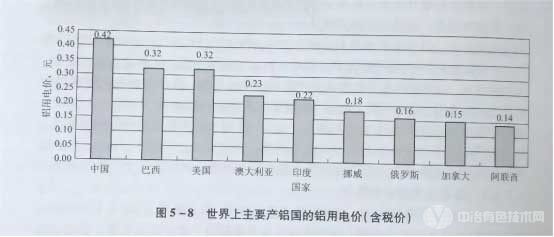
能源价格攀升成为有色冶金企业的新挑战,节能降耗应作为有色冶金企业的长期战略任务。尽管我国有色金属工业节能减排依靠科技进步取得了显著成效,但与世界先进水平相比仍有较大的差距。《关于有色金属工业节能减排的指导意见》(工信部节【2013】56号)中指出2011年我国铅冶炼综合能耗与国外先进水平相比,仍然存在较大差距。国内企业间能耗水平相差悬殊。我国电解铝综合交流电耗已处于世界先进水平,但是国内电解铝企业之间差距较大。
1004
0
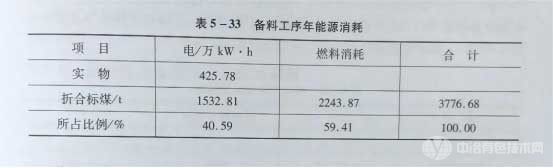
冶金属于耗能型行业,其能耗占全国能耗的10%,占工业部门能耗的15.25%。有色金属工业是以开发利用矿产资源为主的基础原材料产业,也是我国能源资源消耗和污染物排放的重点行业之一。2010年,有色金属行业能耗占全国能源消耗的2.8%,但工业增加值只占全国的1.99%;有色金属工业能源消费主要集中在冶炼环节,约占行业能源消耗总量的80%,加工占11%,矿山占5%。在冶炼环节中,铝冶炼占61%,铅锌冶炼占7%,镁冶炼占6%,铜冶炼占2%。其中,电解铝行业的电力消费占有色金属工业电力消费总量的80%,占全国电力消费的5%。
2236
0
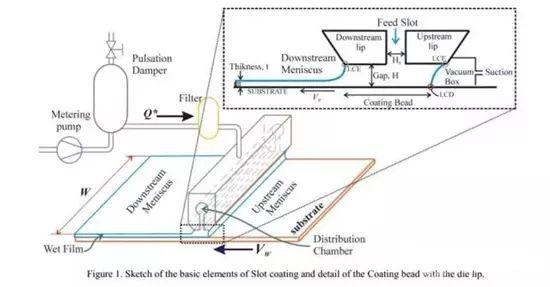
关于挤压涂布我理解为通过流体通过挤压经过有特殊流道的涂布头涂覆在运动的基材上。整个系统如下图所示(图片来自于Quinones D M, Carvalho M D S. EFFECT OF DIE LIP CONFIGURATION ON THE OPERATING WINDOW OF SLOT COATING PROCESS[J]. Abcm.org.br, 2006.)。
2039
0
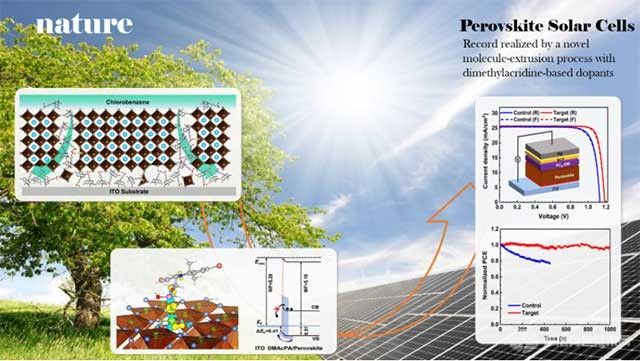
近日,南方科技大学何祝兵教授团队设计了一种带有位阻效应的二甲基吖啶小分子,发展了一种全新的“分子挤出”工艺。该工艺实现了该分子在钙钛矿结晶成膜过程中,被挤出到晶界和底面的出色效果,并获得了无预置空穴传输层的倒置钙钛矿光伏电池 25.86% 的纪录效率。
954
0
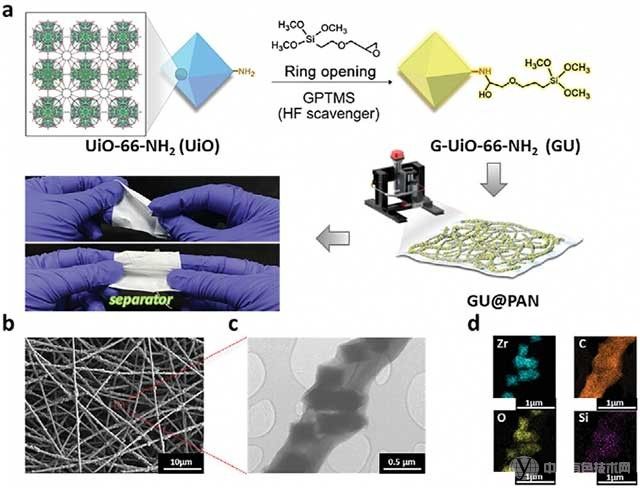
锂离子电池(LIBs)有机电解液中的LiPF6会与微量的水发生副反应,产生高腐蚀性的HF,诱发过渡金属溶解、腐蚀电极和SEI膜。电解液的持续消耗导致容量衰减,从而缩短了电池的寿命,增加了电池阻抗,降低了锂离子电导率,严重降低了电池的整体性能。对此问题,常用的解决方法是在阴极表面增加一层无机/有机材料。然而,涂层厚度和均匀性很难控制,抑制副反应效果欠佳。在此情况下,使用添加剂清除水或产生的HF成为人们的研究热点。
1434
0