全部
▼
热搜:
 1112
1112
 0
0
本发明公开了一种3D玻璃热弯机用均热板及其生产方法,以wt%计,基体80~95、粘结剂或添加剂材质5~20,各组份质量百分含量之和为100。把基体材质、粘结剂及添加剂材质、无水乙醇、成型剂和分散剂一同放入球磨机中球磨,控制好球、料质量比(2~5):1,球磨机转速30~70rpm和球磨时间24~60h,得到均匀混合料浆,喷雾制粒,得到混合料粒,把混合料粒放入模压机在100~250MPa下模压成均热坯板,均热坯板放入真空烧结炉或压力烧结炉中,烧结温度1350~1550℃,保温1.0~3.0h,均热坯板烧结成能耐高温的均热板,线切割定尺,平面磨床磨削至客户需要的尺寸,厚度为8~15mm,电火花孔型加工。均热板均热性能好,高温抗氧化性能强,热变形小。
 1077
0
1077
0
一种高温、真空硬质合金焊接方法,其特征在于它的焊接方法为:步骤一:焊接面的表面处理,将硬质合金条的其中一端磨削出一个15°-25°的角度,再将两块被焊接的块料的焊接端面磨平、抛光至镜面;步骤二:定型处理,将焊接面用无水酒精清洗干净,再将一种无氧胶涂在焊接面表面上,然后把两个焊接面粘结在一起将其定型;步骤三:真空焊接,将定型后的焊接产品用石墨舟皿装好放在真空烧结炉的烧结区内,并将焊接口用重力压实。它通过斜角焊接的方式,解决了超长、超大硬质合金焊接难的问题。

本发明涉及一种VC‑VN中合金热作模具钢基钢结硬质合金的制备方法,包括如下步骤:按照比例称量碳化钛粉和中合金热作模具钢基体粉,将合金粉放入球磨机中进行混合及破碎,其中添加无水乙醇为过程控制剂,球磨后将湿混合粉放入真空干燥箱中进行干燥,干燥后备用。把有机单体和引发剂加入到溶剂中制备预混液;加入提高浆料流动性和分散性的添加剂;加入催化剂和pH调节剂并搅拌均匀,得到浆料;将浆料注入注凝模抽真空或震动除气,浆料固化成型后将坯体放入真空干燥箱中进行干燥,将干燥后的坯体在真空烧结炉中进行一体化脱胶和烧结,制备钢结硬质合金。本发明在保证了钢结硬质合金宏观性能的基础上,具有工艺简单、成本较低、易于制备大尺寸、复杂形状零部件的优点。
 737
0
737
0
一种飞机起落架用耐磨耐腐蚀涂层的制备方法,包括下述步骤:将喷涂粉末烘干;对飞机起落架材料300M钢进行860℃±20℃,保温时间60min±10min,油冷的淬火,随后进行310℃±10℃,保温时间2h,空气冷却,回火两次;采用活性燃烧超音速火焰喷涂技术对预处理和喷砂处理的基体表面进行预热后喷涂WC-10Co4Cr粉末,形成具有耐磨耐腐蚀性能的涂层;对活性燃烧超音速火焰喷涂技术制备的涂层在800-1100℃真空烧结炉中保温60-90min进行热处理,进一步提高涂层与基体的结合强度。本发明喷涂工艺简单,可适用于大量喷涂粉末及相应工件,操作灵活。
 734
0
734
0
本发明涉及一种VC中合金热作模具钢基钢结硬质合金的制备方法,包括如下步骤:按照比例称量碳化钛粉和中合金热作模具钢基体粉,将合金粉放入球磨机中进行混合及破碎,其中添加无水乙醇为过程控制剂,球磨后将湿混合粉放入真空干燥箱中进行干燥,干燥后备用。把有机单体和引发剂加入到溶剂中制备预混液;加入提高浆料流动性和分散性的添加剂;加入催化剂和pH调节剂并搅拌均匀,得到浆料;将浆料注入注凝模抽真空或震动除气,浆料固化成型后将坯体放入真空干燥箱中进行干燥,将干燥后的坯体在真空烧结炉中进行一体化脱胶和烧结,制备钢结硬质合金。本发明在保证了钢结硬质合金宏观性能的基础上,具有工艺简单、成本较低、易于制备大尺寸、复杂形状零部件的优点。
 912
0
912
0
本发明供一种烧结钕铁硼永磁体的焊接加工方法,其包括以下步骤:将烧结钕铁硼毛坯加工成片状后,对其表面进行擦拭、清洗;在密封的惰性气体保护手套箱中,将片状永磁体按待焊接的形状置于搅拌摩擦焊接机机床上,并用夹具固定;用搅拌头上的搅拌针对片状永磁体的待焊接面进行至少一次搅拌摩擦焊接处理;置于真空烧结炉中进行热处理150~300min;进行倒角、去氧化层、酸洗、磷化或电镀、清洗、钝化处理,得烧结钕铁硼永磁体焊接件。本发明采用搅拌摩擦焊接方法将多个加工成片状的烧结钕铁硼进行焊接成一个大尺寸的整件,使其满足特殊领域的使用要求。且焊缝金相一致性高,焊缝无热裂纹、无夹杂、无气孔等熔焊缺陷。
 882
0
882
0
本发明涉及一种金刚石锯片刀头的制备方法,属于超硬材料制备技术领域。首先将下列质量百分比的粉末:25%~30%Fe粉、10%~20%Co粉、35%~45%Cu粉、3%~8%Ni粉、5%~9%Sn粉、1%~6%SiC粉混合均匀得到混合粉末;再加入金刚石混合;上述金属粉末之和为100%;其刀头金刚石浓度为20%;将得到的混合粉末加入钢模压制成型得到冷压刀头;将得到的刀头进行微波真空烧结,烧结温度为750℃~900℃,烧结气氛为氩气,保温3~10min,得到金刚石锯片刀头。本方法主要是运用微波烧结技术同时采用底钴的配方,得到低成本高性能的金刚石锯片刀头。
 1038
0
1038
0
本发明涉及手机配件,具体涉及一种手机卡托的制造方法。本发明的方案包括以下步骤:(1)将不锈钢粉末与有机高分子材料混合、造粒;(2)对造粒后的混合物在成型模具里进行注射成型,注射温度181~200℃,压力60~120MPa,模温110~130℃,注射获得手机卡托胚件;(3)注射后对胚件进行脱脂,脱脂温度100~120℃,时间0.5~3小时,得脱脂件;(4)脱脂后对产品进行真空烧结,烧结温度1000~1500℃,烧结真空度为1~50000Pa,并采用惰性气体为烧结保护气氛;烧结件进行校正机加工,即得手机卡托产品。本发明的方法制造出来的手机卡托一致性好,还具有高强度和高耐腐蚀的优点。
 1230
0
1230
0
本发明公开了一种高碳化钛钢结硬质合金模具材料,包括碳化钛和铁基粘结相,碳化钛的重量百分含量为55~65%,铁基粘结相的重量百分含量为35~45%;其中铁基粘结相的组分包括:C:0.2~0.6%,Cr:1.5~4%,Mn:0.8~1.8%,Mo:2.0~4.0%,Ni:2~8%,Cu:0.5~2.0%,合金添加剂:0~1.01%,余量为Fe;其制备方法,通过将原料粉末按优化的比例充分混合,得到混合粉末,经过湿磨→过滤干燥→冷等静压成形→真空烧结→热处理,得到所需要的模具材料。本发明的高碳化钛钢结硬质合金只采用正火热处理硬度达到HRA87以上,强度高,满足常温以及高温模具材料的使用性能。
 775
0
775
0
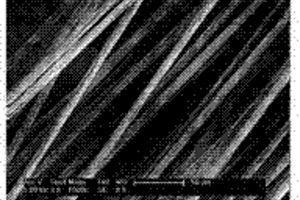
本发明涉及一种利用稻壳制备微纳米直径碳化硅短纤维和晶须的方法。在石墨坩埚中,加入清洗干燥后的稻壳,于真空炉中在一定温度下碳化;将碳化后的稻壳与一种或两种催化剂机械混合均匀,或不添加催化剂;将混合均匀催化后的稻壳或不添加催化剂碳化后的稻壳放入石墨坩埚中,盖上石墨盖,放入真空烧结炉中,通入惰性气体保护,以一定速率升温,随后冷却到室温;打开烧结炉,石墨坩埚内稻壳上表面有白色絮状的碳化硅短纤维和晶须产生,稻壳间有白色至淡蓝色团絮物碳化硅短纤维和晶须生成。应用本发明制备的碳化硅短纤维和晶须纯度高,碳化硅短纤维和晶须长径比大,晶须直径10-200纳米,长度可到8mm,生产成本低,生产工艺简单,生产设备简单。
 944
0
944
0
本发明涉及一种AL2O3-Fe基陶瓷复合材料及制作方法;按以下原料配料和步骤完成,原料采用AL2O3,CaCO3,SiO2,Fe和AL2O3.2SiO2.2H2O五种原料,通过干粉混料球磨、混料制浆、成型、排蜡、高温真空烧结表、面处理和检验等步骤制作成AL2O3-Fe基陶瓷复合材料。本发明通过上述方法制作成AL2O3-Fe基陶瓷复合材料。本发明是在高温烧结时采用氢气保护还原气氛烧结,使摄入的Fe基材料在烧结完成后,一单质态Fe存在于陶瓷基体中,即高铝瓷中存在单质铁,起到了更好的增韧效果。克服了高铝瓷和锆瓷的一些弱性,就增大了其相关的使用领域。
 979
0
979
0
本发明公开了一种超强耐腐蚀性钕铁硼磁体的制备方法。其步骤为:1)母合金采用铸锭工艺制成钕铁硼铸锭合金或采用速凝薄片铸造工艺制成钕铁硼速凝薄片;2)将母合金氢爆或机械破碎,然后通过气流磨或球磨制成粉;3)将母合金粉首先用除油液除油,然后用活化液活化;4)将活化后的母合金粉加到镀液中,进行电镀铜,然后用真空烘干机烘干;5)烘干后的粉末在磁场中压制成型;6)在高真空烧结炉内制成烧结磁体;7)磁体表面除油活化后再电镀铜。采用该发明制得的烧结钕铁硼磁体的耐腐蚀性明显提高,镀层与基体界面结合力大,且工艺过程简单,适合于大规模批量化生产。
 1059
0
1059
0
发明公开了热蒸发硅法生成碳化硅涂层的方法。?本发明在聚丙肺腈碳纤维表面合成SiC涂层。将硅粉或硅块碎片放入石墨坩锅底部,碳纤维横置于坩锅顶部,为了尽可能增加碳纤维与硅蒸汽的接触并固定碳纤维,倒置同样大小的坩锅于搁置了碳纤维的坩锅上,硅碎片和碳纤维之间始终保持距离。把这个装置放入高温真空烧结炉中,机械泵预抽真空1~5Pa,然后充入氩气保护气,再次用机械泵及扩散泵抽至10-4~10-2Pa,然后再次充入氩气保护气,关闭氩气源。然后升温到硅的熔点之上,保温1~9小时,关掉电源,冷却后取出纤维,纤维表面生成了一层碳化硅涂层。本发明具有设备简单、无需氯硅烷或聚碳硅烷先驱气体和氢气等一系列优点。
 959
0
959
0
本发明公开了铒镱双掺氧化镧镥激光材料,其特征在于,包括式(Ⅰ)所示的结构:Er2x,Yb2y:(La0.1Lu0.9‑x‑y)2O3(Ⅰ);其中,0.01≤x≤0.09,0.01≤y≤0.07。本发明公开了铒镱双掺氧化镧镥激光材料的制备方法,包括如下步骤:步骤一、称取Er2O3、Yb2O3、La2O3、Lu2O3溶于硝酸后恒温加热得到混合溶液,在混合溶液中加入燃烧剂后,再加入分散剂,待完全溶解后调节pH至7,继续恒温加热逐渐脱水得到凝胶;步骤二、将所述凝胶干燥后进行研磨和煅烧,煅烧之后再进行研磨得到纳米粉体;步骤三、在所述纳米粉体中加入烧结助剂和无水乙醇后进行搅拌、烘干和研磨得到预处理粉体;步骤四、将所述预处理粉体进行压制得到素坯后,再冷等静压得到坯体;步骤五、将所述坯体进行恒温真空烧结得到所述激光材料。
 1058
0
1058
0
本申请涉及铜合金领域,具体公开了一种高强高导铜合金的制备工艺及制得的铜合金,铜合金的制备工艺包括以下步骤:步骤一,将原料铜进行熔融并加入复合金属粉料,并在复合气体吹扫下保温1‑2h,制得半成品铜合金;步骤二,将半成品铜合金进行气流磨,并加入复合剂混合均匀,随后压制成型,并进行真空烧结,获得烧坯;步骤三,将烧坯进行破碎磨粉,加入稀土金属搅拌混合均匀后制得混料,将混料再次压制成型后进行真空细化工艺,制得细化压坯;步骤四,将细化压坯进行渗碳处理,随后进行二次烧结,获得成型铜合金;步骤五,将成型铜合金进行退火处理,制得铜合金产品。通过上述制备工艺制得的铜合金强度高,耐腐蚀性佳且导电性优异。
 790
0
790
0
本发明公开一种喷涂钼粉的制备方法,包括以下步骤:步骤一、将钼粉原料在500T液压机或等静压下,压制成条块坯状;步骤二、将步骤一中压制好的条块坯状置于中频炉内,在氢气气体保护气氛下,升温至800℃,升温时间2h,保温2h,实现对条块坯状内杂质元素的初步处理,得到预处理的条块;步骤三、将预处理的条块置于真空烧结炉中,在温度1000~1100℃下烧结,时间2h,升温速度为6℃/min;步骤四、将烧结后的条块置于车床上,进行机加工处理至表面光滑,然后进行超声清洗;步骤五、将表面光滑且清洗干净的烧结坯料,放入粉碎机上粉碎,过100目筛网;步骤六、将100目筛分过的钼粉放到球磨机内进行球磨,球磨时间是24h,球磨后再过150目筛网,制得最终喷涂钼粉。
 921
0
921
0
本发明涉及一种YT硬质合金的烧结方法,包括以下步骤:将硬质合金半成品放入真空烧结炉内,依次经过脱蜡、脱气、高温烧结阶段;所述高温烧结阶段的烧结工艺:烧结温度1440‑1480℃,保温60‑90分钟;保温时通入Ar/N2混合气体进行分压烧结,Ar与N2的比例为90:10‑5,分压压力9KPa;冷却出炉,得到YT硬质合金其合金表面形成一层适宜的贫钴富钛层,既保证了YT合金有良好的焊接性能,同时具有较高的耐磨性能和良好的冲击性能。
 1150
0
1150
0
本发明公开了一种低重稀土高矫顽力烧结钕铁硼磁体的制备方法,包括:采用气相沉积的方法,在钕铁硼粉末上同步进行M金属和R‑R或R‑H金属的沉积而形成金属混合镀层,其中M金属为Mo/W/Zr/Ti/Nb中的至少一种,R为Pr/Nd/La/Ce中的至少一种,H为Cu/Al/Ga中的一种,之后取向压制成型、真空烧结时效处理,最终获得高矫顽力烧结钕铁硼磁体。本发明利用烧结时效过程中,钕铁硼粉末表面的混合镀层中的高熔点的M金属作为支撑部分,将不同主相晶粒支撑起来形成晶界通道,混合镀层中低熔点的R‑R/R‑H在晶界通道内液相流动扩散形成网状晶界相,使得钕铁硼磁体的矫顽力显著提高。
 834
0
834
0
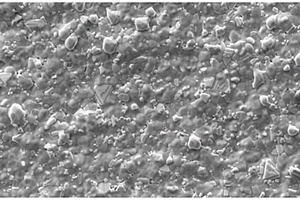
本发明将质量百分比为钼铁15~21%、锰铁11~16%、铁粉7~9%、镍为余量的比例进行精确称量后,先采用雾化工艺制备预合金化粉末,再采用真空烧结制备Ni‑Fe‑Mo‑Mn多孔材料。本发明制得的多孔材料的孔隙丰富、均匀可控,具有比表面积大、析氢过电位低、催化性良好、耐腐蚀性优良、工作性能稳定、制备工艺简单环保等优点,其制备成本低,且工艺简单易于实现。本发明制备的多孔材料可用于电解析氢阴极材料。

本发明公开了一种采用真空自耗电弧熔炼TiCu50母合金材料的制备方法,主要包括:步骤(1)原材料的混合:按重量百分含量计,原料中各元素百分含量为:Cu50%,Ti050%,按比例称取所需原料,在混料机内进行混合;步骤(2)压制:将混合好的混合粉装入胶套内并进行机械震动、擀料、反向墩料后,采用冷等静压法进行压制,然后进行保压处理;步骤(3)烧结:将压制好的自耗电极装入真空烧结炉内进行烧结,控制烧结温度、保温时间、真空度;步骤(4)熔炼:将烧结后的自耗电极装入真空自耗电弧熔炼炉内进行熔炼;本发明制备的TiCu50母合金材料气体含量低、夹杂物少、并且组织成分均匀,无Cu、Ti富集等宏观、微观缺陷。
 830
0
830
0
本发明公开了一种铜基石墨复合润滑密封材料的制备方法,是先将石墨颗粒埋入铬粉中,置于真空烧结炉中进行热处理,得到表面具有碳化铬层的石墨颗粒;再将聚乙烯醇溶液均匀喷洒在具有碳化铬层的石墨颗粒表面,然后与铜粉或铜合金粉混合均匀,使石墨颗粒表面包覆铜粉或铜合金粉体得复合颗粒;最后将复合颗粒干压成型后经排胶、热压烧结得到复合材料。本发明制备的铜基石墨复合润滑密封材料中,石墨颗粒作为润滑相组元在基体铜或铜合金材料中呈非均一的、团簇颗粒分布;基体材料形成三维贯通的网状骨架结构;石墨颗粒与铜或铜合金基体通过碳化铬界面相,提高基体和石墨颗粒的结合强度,进而提升材料整体力学性能及可靠性。
 1016
0
1016
0
本发明公开了一种生产低氧钼铌合金靶材的方法,包括以下步骤:1、将钼粉放在真空烧结炉中进行热处理;2、将铌金属粉与碱金属卤化物MX均匀混合得到混合粉;3、将步骤1中得到的钼粉与步骤2得到的混合粉放入V型混料机中混合,放入胶套后通过冷等静压压制成型;4、将压锭放在真空‑氢气两用烧结炉中进行热处理。本发明相对于现有技术,该方法除氧成本低,效果好,所得钼铌合金靶材杂质、氧含量低,性能优异。
 832
0
832
0
本发明公开了一种碳化硼复合材料的无压烧结制备方法,制备原料为碳化硼83~94.9%,硼化铪1~6%,二氧化钛1~5%,碳0.1~6%,粘结剂2~20%,聚酰亚胺0.5~5%,分散剂0.5‑2%;将物料经过球磨、喷雾干燥、过筛烘干、混合、压制成型、素坯真空烧结等步骤制成碳化硼复合材料。本发明碳化硼陶瓷复合材料配伍合理,在碳化硼粉的基础上,添加一定量的硼化铪、二氧化钛以作为增韧相,并控制优化的制备工艺条件,使制得的碳化硼复合材料在具有高硬度、比重小、耐高温、化学稳定性好、热膨胀系数小、导热率好等特点的同时韧性提高。
 1151
0
1151
0
本发明公开了一种碳纤维增强钛基复合材料及其制备方法;所述复合材料中碳纤维体积分数控制在0.5%~25%,合金元素的重量百分比含量为0%~16%。按如下重量百分比含量称取各组分,混合均匀:C纤维或石墨纤维0.01%~5.6%、合金元素0~16%、余量为钛;采用成形方法将混合粉末压制成具有预定外形的生坯,将生坯放入真空烧结炉中进行烧结,随炉冷却即得碳纤维增强钛基复合材料。本发明简捷、成本低,并可通过调整碳纤维增强体含量、长径比及基体合金成分制备所需的复合材料。
 1074
0
1074
0
本发明涉及一种新型高阻尼钛合金的制备方法,包括:采用高纯Ti粉、高纯Nb粉、高纯B粉按照Ti-25Nb-xB(x=0.5-2.0at%)的配比进行称量;用球磨机对称量的原材料粉碎;将球磨好的粉末进行冷压成型,其冷压成型压强为7.5-8.5MPa,时间为2-4min;将冷压好的压坯进行真空烧结,其烧结温度为1200℃-1250℃,烧结时间为4.5至5.5h。本发明制备的阻尼材料除了具备较高的阻尼值以外,并适合用于服役环境温度较高的场合,以弥补常规阻尼材料使用温度的不足。同时该合金制备方法经济简单、成分精确可控。
 1210
0
1210
0
一种压裂泵阀体、阀座真空熔覆表面强化方法。采用真空熔覆的方法,以镍基自熔合金粉末为原料,添加WC硬质强化相粉末,在压裂泵阀体、阀座表面制备出具有高的耐磨耐蚀耐冲击性涂层。工艺步骤为:工件表面预处理—球磨混料—制成料浆—涂覆于工件表面—烘干—真空烧结。其中配料组成按重量百分比为WC粉5~30%,Ni-Cr-Mo-Fe-B-Si-C合金粉末70~95%。本发明所制备的熔覆涂层致密度高,内应力小;涂层与基体之间产生很好的冶金结合,大大提高阀体、阀座熔覆涂层表面的耐磨、耐蚀和耐冲击性等,从而有效的提高阀体、阀座的使用寿命;且本发明工艺操作简单,原材料利用率高,成本低,工艺性能稳定,适合大规模生产。
 1036
0
1036
0
本发明公开了一种立方相Ca3Si合金及其制备方法,包括以下步骤:(1)将Ca粉和Si粉按比例在Ar保护气氛下混合均匀,得到混合物;(2)将所述混合物,在Ar气保护气氛下放入球磨罐中,将球磨罐密封好,避免氧气进入;(3)将步骤(2)中准备好的球磨罐,放入球磨机中以一定的转速进行球磨,使粉末充分反应,得到均匀的混合粉体;(4)将步骤(3)中得到均匀的混合粉体取出,装入所需规格的不锈钢模具中,采用真空等离子烧结的方式进行真空烧结压片,即得立方相Ca3Si片状或块状合金材料。本发明具有工艺简单、操作容易、成本低等优势,所得的立方相Ca3Si片状或块状合金,产品纯度较高,结合紧密,有较好的产业化前景。
本发明提供了一种粉末冶金制备ZTA颗粒增强金属基耐磨复合材料的方法,包括:1)将活性金属元素粉末均匀包覆在ZTA颗粒表面;2)将经包覆后的颗粒与金属基体粉末放入球磨罐或混料机中进行混料;3)向混合后的材料中加入粘结剂并进行冷压成型;4)对冷压成型件进行真空烧结,冷却后即可得到耐磨复合材料。通过本发明的技术方案,不仅体现了粉末冶金净尺寸制造、节约材料、成分可设计性和温度可控性的优点,而且充分发挥了ZTA颗粒高强高硬性和金属基体高韧性的特性,使制造出来的复合材料具有较高的抗冲击能力和耐磨性,大大提高了耐磨材料的使用寿命。
 834
0
834
0
本发明公开了一种高性能高耐蚀烧结钕铁硼磁体的制备方法,涉及永磁材料制备技术。其步骤为:1)主相合金采用铸造工艺或速凝甩带工艺制成铸锭或速凝薄带,晶界相合金采用快淬工艺制成快淬带;2)将主相合金和晶界相合金分别制粉;3)将除油液,活化液和化学镀铜液配制好;4)将主相合金磁粉用除油液除油,并用活化液活化;5)将活化的主相合金磁粉进行酸性化学镀铜,然后真空烘干;6)将镀铜的主相合金磁粉与晶界相合金磁粉均匀混合,在磁场中压制成型坯件;7)将型坯件进行真空烧结和回火制成最终磁体。本发明制得的钕铁硼磁体性能高,耐蚀性好,而且工艺简单、易操作,适于大规模批量化生产。因此,通过本发明可以制备高性能高耐蚀烧结钕铁硼磁体。
 932
0
932
0
本发明公开一种降低钽电容器漏电流值的烧结方法,将熔点较低、且其本身或氧化物易与水或酸反应的金属作为脱氧剂和经过压制和烧结的钽块放在真空烧结炉中烧结。在烧结过程中,真空度始终大于2×10-3Torr,烧结温度介于700~1170℃之间,钽块与脱氧剂的重量比为1:0.001~1:0.08,达到烧结温度后的保温时间为1~9小时,采用镁作为脱氧剂。完成脱氧烧结并在真空状态下降至室温后,为清除钽块表面残留的金属脱氧剂以及该脱氧剂的氧化物,将钽块放入稀酸中浸泡30分钟,再用去离子水冲洗3~4次。本发明通过对钽块进行二次烧结,在较低温度烧结的情况下除去氧杂质,有效地提高钽块的纯度,产品的漏电流值减小30%以上。
中冶有色为您提供最新的有色金属真空冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日 













