全部
▼
热搜:
 845
845
 0
0
本发明一种公开了一种PP和PA6共混改性复合材料及其制备方法。该复合材料由PP与PA6共混为主要原料、各种助剂组成,质量百分比为聚丙烯93.2~73.7%,尼龙6 4.7~19%,相容剂1.2~4.8%,润滑剂0.3~1%,抗氧剂0.6~1.5%。通过调整组分及配方制得,并介绍了PP与PA6共混的步骤制定与实施。并研究了不同份量的PA6对PP与PA6共混的工艺与产品质量的影响,根据实践结果总结出PP与PA6共混改性中PA6的最佳份量,讨论加工工艺过程中的注意事项。
 729
0
729
0
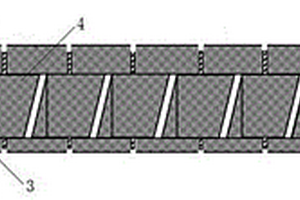
本发明公开一种耐高温隔热减振复合材料,包括从上至下依次设置的防护层、上隔热层、中低阻尼层、下隔热层和阻尼合金层,所述防护层为玻璃纤维布、聚酰亚胺泡沫或硅胶防火布,上隔热层和下隔热层均为二氧化硅气凝胶保温材料,中低阻尼层为粘弹性阻尼材料,阻尼合金层为减振合金。本发明的减振复合材料,轻质高效、耐高温、耐辐照,不但具有优异的隔热性能,而且具有较高的减振功能;自身的结构也避免了粉尘脱离以及由于受热、振动而引起的材料变形等问题;安装时不会造成工作人员皮肤不适,方便施工,更适用于核反应堆系统热力设备及管道的隔热保温。
 755
0
755
0
本发明提供了一种多层次阻燃复合材料的制备方法,包括以下步骤:将N,N‑二甲基甲酰胺和氧化石墨烯超声分散,然后加入膨胀型阻燃剂超声分散,离心、清洗和烘干,得改性阻燃剂一;将N,N‑二甲基甲酰胺和氧化石墨烯超声分散,然后加入膨胀型阻燃剂超声分散,再加入二环己基碳二亚胺机械搅拌,依次经离心、清洗和干燥,得改性阻燃剂二;将膨胀型阻燃剂和聚对苯二甲酸丁二酯分别干燥,然后按不同的质量比混合,加入改性阻燃剂一或改性阻燃剂二,挤出造粒,依次经干燥和注塑,得多层次阻燃结构的阻燃材料。本发明制备流程简单易控制,能够改善阻燃复合材料的阻燃性能和力学性能,有效解决了现有技术中材料易熔融滴落和力学性能降低等问题。
 1124
0
1124
0
本发明公开了一种制备高致密度铝/聚四氟乙烯防撞复合材料的方法,包括以下步骤:步骤一、将聚四氟乙烯和铝粉混合,得到混合物;步骤二,将混合物常温真空抽滤,烘干;步骤三、将烘干后的物料真空热压烧结,得到高致密度铝/聚四氟乙烯防撞复合材料。本发明的制作操作简单、参数可控、一次性成型、成本低、可重复度高。在后续烧结之后,材料的密度表现好,材料的致密度可达0.99,在材料致密度上有很大的优势,材料结合紧密,提高产品的使用性能,发明过程各个参数易于调节。
 1112
0
1112
0
本发明公开了一种具有高温介电性的苯乙烯树脂复合材料及其制备方法,包括以下重量份原材料制备而成:10‑30份的苯乙烯树脂,5‑15份的聚乙烯醇,5‑15份的聚四氟乙烯,2‑5份的磺酸,0.1‑0.5份的二氧化钛,0.5‑2份的二氧化硅,0.5‑1份的氧化铜,1‑3份的偶联剂,1‑5份的交联剂;本发明复合材料具有介电常数大,工作温度高的优点,促进了介电材料在高温环境中工作的电子器件上的应用。
 1094
0
1094
0
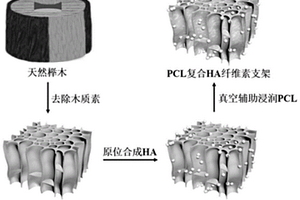
本发明提供一种仿骨复合材料支架及其制备方法,天然木材去木质素处理,再采用羟基磷灰石进行复合,得到具有骨诱导性的支架材料,再通过浸润聚己内酯对细胞外基质进行模拟,得到仿骨复合材料支架。本发明得到高度各向异性多孔性支架,三维孔结构为营养物质运输及细胞内向生长再生提供通道,克服传统各向同性支架材料的缺点并且满足骨组织再生的强度及稳定性要求。该方法无需使用特殊的试剂和设备,操作难度不大,工艺条件温和,具有容易实现生产和推广应用的特点。
 1141
0
1141
0
本发明公开了一种加工纸基蜂窝复合材料的组合式立铣刀,包括连圆柱形的刀体和设置在刀体、刀柄以及设置在刀体下端面的圆盘锯齿状切割刀。所述刀体上设置有不少于4组沿圆周方向等距分布的定位面、容屑槽和内冷孔,所述定位面上固定安装有与定位面配合且刀口伸出刀体圆柱面的切削刀片,所述内冷孔为设置在刀柄和刀体内部的通孔,且与容屑槽相通形成出气口。所述切削刀片为多个形成左右双螺旋槽型的细齿切削刃组成的可拆卸刀片。该立铣刀以磨代铣,有利于减少纸基蜂窝复合材料的切削力和切削温度,防止变形和撕裂等缺陷的产生,当粉尘状切屑粘结在切削刃上难以清除时,可以更换新刀片使用,减少粉末切屑粘结切削刃导致的不利影响。

本发明公开了一种颗粒增强金属基复合材料的熔融金属包覆热等静压制备方法,目的在于解决目前采用粉末冶金法中的热等静压工艺制备颗粒增强金属基复合材料时,需要制作密封性良好的包套,工序繁杂,通常只能制备形状简单坯料,生产效率受限,且焊接过程中,会产生强光和烟尘等,对环境友好性较差的问题。本发明的方法包括原料混合、冷等静压成型、装配、热等静压四个关键步骤。本发明作为一种新的热等静压方法,能有效解决传统方法需要进行封焊包套的问题,有效简化生产工艺,提高生产效率,突破生产效率的瓶颈。同时,本发明在保证材料质量的同时,有效降低生产能耗和成本,并且对环境友好,具有较高的应用价值,值得大规模推广和应用。
 723
0
723
0
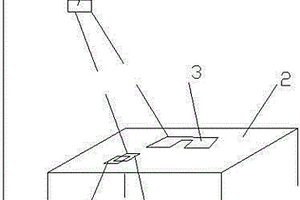
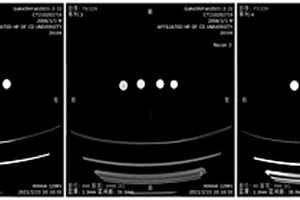
本发明公开了激光投影铺叠复合材料零件定位验证方法,包括如下步骤:在原铺叠工装数模中增加一个验证图形,形成新的铺叠工装数模;在铺叠工装(2)上刻出验证图形;计算机生成加入所述的验证图形后的每一铺层的投影程序;激光投影仪(1)借助投影程序生成各铺层的轮廓图形和验证图形;在铺叠前,同时在铺叠工装(2)上投影出某铺层的轮廓图形光影(3)和验证图形光影(5),通过比较投影出的验证图形光影(5)的位置与铺叠工装上的验证图形(4)的位置的重合性,来验证投影出的某铺层的轮廓图形光影(3)位置是否偏移,这样,在铺叠中避免了因各铺层的位置发生偏移而最终使得复合材料零件被拒收甚至报废的问题发生。
 731
0
731
0
本发明公开了一种玄武岩纤维增强聚碳酸酯复合材料及其制备方法,本发明先利用改性剂对玄武岩纤维进行表面改性处理,所述改性剂包括有机酸盐、强碱和羰基二咪唑,使纤维表面粗糙度增加并形成大量活性位点和活性基团,从而增加玄武岩纤维与聚碳酸酯材料的相容性,使玄武岩纤维能与聚碳酸酯材料进行化学键合和机械铆合,再将经过改性处理的玄武岩纤维与聚碳酸酯材料复合得到性能更优异的玄武岩纤维增强聚碳酸酯复合材料。
 1207
0
1207
0
本发明公开了一种玄武岩纤维增强聚乙烯树脂复合材料及其制备方法,本发明先利用改性剂对玄武岩纤维进行表面改性处理,所述改性剂包括双氧水、有机酸、有机改性硅酸盐,使纤维表面粗糙度增加并形成大量活性位点和活性基团,从而增加玄武岩纤维与聚乙烯树脂材料的相容性,使玄武岩纤维能与聚乙烯树脂材料进行化学键合和机械铆合,再将经过改性处理的玄武岩纤维与聚乙烯树脂材料复合得到性能更优异的玄武岩纤维增强聚乙烯树脂复合材料。
 711
0
711
0
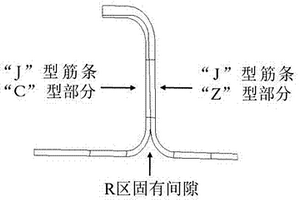
本发明涉及复合材料加筋结构共胶接成型技术领域,具体是一种复合材料共胶接加筋结构胶接面补偿方法,包括如下步骤:第一步:胶接前的准备工作;第二步:准备常温固化胶液和无碱玻璃布介质的组合;第三步:加筋结构部件胶接前组装定位;第四步:加筋结构筋条及壁板蒙皮间的间隙测量;第五步:加筋结构筋条与壁板蒙皮胶接面补偿;胶接。本申请以传统的胶接成型方法为基础,针对大型加筋结构壁板的复杂性和特殊性,增加了共胶接前胶膜补偿技术,完善了胶接工艺方案,较好地克服了传统胶接成型方法对大型加筋结构壁板胶接面间隙难以掌握的不足。
 743
0
743
0
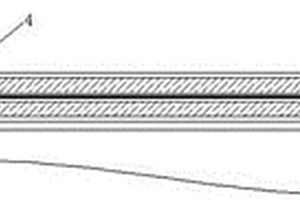
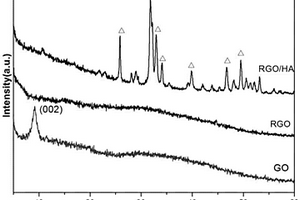
一种石墨烯/羟基磷灰石复合材料的制备方法,其步骤是:将浓度为0.5~5mg/ml的氧化石墨烯与钙离子浓度为0.01~3.0mol/L的溶液或悬浊液混合均匀得到混合液一,再按钙/磷摩尔比为1.5~2.0:1的比例,将磷酸根离子浓度为0.01~2.0mol/L的溶液在磁力搅拌的作用下,加入到混合液一中混合均匀,并用pH调节剂其pH为8~14,得到混合液二;将混合液二转入反应釜中,在160~240℃下进行1~12小时水热处理,再冷到室温,经洗涤、冷冻干燥,即得。该方法环境友好、方法简单、利于大规模生产;制得的石墨烯/HA复合材料具有更好的力学性能、导电性、吸附性及良好的生物相容性、成骨活性。
 687
0
687
0
本发明公开了一种原位增强半芳香聚酰胺复合材料的制备方法,其特点是按重量份计,将半芳香聚酰胺预聚体1000~5000份、催化剂1~50份、增强纤维500~5000份和分子量调节剂1~10份加入反应挤出机,在温度290~330℃、螺杆转速20~200rpm和真空度0.04~0.09MPa下反应挤出;挤出物经牵引、冷却、切粒和干燥后获得原位增强半芳香聚酰胺复合材料。
 1023
0
1023
0
本发明公开一种石墨烯与金属氧化物/金属化合物的复合方法,包括以下步骤:将氧化石墨烯溶于分散剂中调节溶液PH值为5-9,制得氧化石墨烯溶液;b.将氧化物/金属化合物加入到氧化石墨烯溶液中经超声混合后在温度为70-120℃下反应32-40小时;本发明的石墨烯与金属氧化物/金属化合物的复合材料的制备方法,不采用还原剂,利用氧化石墨在水热环境下的还原性对自身进行还原,同时利用氧化石墨烯良好的水溶性使最终产物形成分散均匀的石墨烯与氧化物/金属化合物的复合材料;该材料可以有效提高氧化物作为锂离子电池电极的循环性能、倍率性能、克容量,并降低其阻抗。
 1216
0
1216
0
发明涉及锆/羧甲基纤维素复合材料及其制备工艺,采用硝酸锆、羧甲基纤维素与五水戊二醛等原料,经配比、溶解、交联等制得。发明制备的新型复合材料,可用于氟废液的吸附净化处理。
 1157
0
1157
0
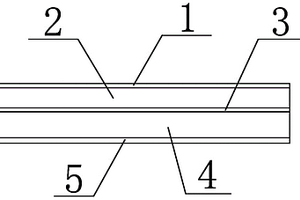
本发明涉及一种建筑用菱镁筋型复合材料及制 造方法。该菱镁筋型复合材料由镁质水泥和纤维材料组 成,其中的镁质水泥的基本组分为由至少一种镁盐、 氧化镁(或苦土)和水组成的可凝结硬化的混合物,根 据对筋材使用性能的不同要求,还可添加各种外加改 性剂,可配制成轻型高性能的筋型材料,可在硅酸盐 水泥砂石混凝土建筑中取代钢筋材料。
 1121
0
1121
0
本发明公开的一种各向异性导电高分子复合材料的制备方法,该方法是先将1.5~4.5份碳纳米管与分散剂混合,并超声振荡0.5~1.5小时后加入100份聚乙烯,继续超声振荡并机械搅拌1~2小时,抽滤、烘干再与10~60份干燥的聚碳酸酯预混后,置于螺杆挤出机中熔融共混挤出,并依次在常温空气下进行热拉伸、冷却水槽中强制冷却、切粒机切粒即可。由于本发明改变了现有物料的混合顺序,因而不仅使分散相聚碳酸酯形成了取向良好并且分布均匀的微纤,而且还使碳纳米管最终分布于聚碳酸酯微纤和聚乙烯的界面处,使导电通路更容易构建,各向异性更明显,导电性能也有大幅提高,且该方法工艺简单,易于控制,可连续化生产,易于推广应用。
 1139
0
1139
0
利用磨盘形力化学反应器独特的三维剪结构提供的强大挤压、剪切力场,实现具弱层间结构无机物的固相剪切层间滑移与剥离,制备宽厚比大的纳米层状填料;利用磨盘碾磨粉碎、分散、混合、力活化的多功能作用,在磨盘碾磨过程中同时实现层状无机物的粉碎、片层滑移和剥离,聚合物的粉碎和嵌入,聚合物与无机填料的固相分散和混合,制备聚合物/层状无机物复合粉体,然后经过通用加工方法制备聚合物/层状无机物纳米复合材料。
 960
0
960
0
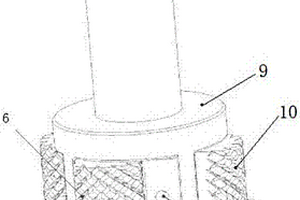
本实用新型公开了一种成型复合材料筋条R区填充芯材的工装结构,其特征在于:包括底板、可拆卸芯模、芯模连接件和上盖板,所述芯模连接件包括螺栓和螺杆,所述底板与所述上盖板相对的一侧设置有凹槽式的自定位装置,所述芯模两端设置有凸台式的自定位装置,所述芯模间用螺栓连接。本实用新型结构简单,采用模压的方式生产所需的复合材料筋条R区填充芯材,并能通过增加芯模数量提高生产效率。
 943
0
943
0
本实用新型公开了一种B4C/Al复合材料板材轧制导位装置,目的在于解决现有用于B4C/Al复合材料的板材轧制结构,导位装置宽度调整不方便,适应性较差的问题。该导位装置包括设置在轧机上的进料端底板、进料定位架、导向杆、双头螺杆、进料导位板、与双头螺杆相配合的螺纹套、设置在轧机上的出料端底板、出料定位架、出料导位板、出口导杆、压缩弹簧、与出料导位板固定连接的拉杆。本实用新型能够用于不同宽度B4C/Al复合板材的轧制入料和出料的导位,规范轧制板型,提高B4C/Al中子吸收材料板材的轧制成品率。本实用新型构思巧妙,设计合理,适应性强,能够满足不同宽度B4C/Al复合板材的轧制要求,且操作简单,安装维护方便,具有较高的应用价值和较好的应用前景。
 1010
0
1010
0
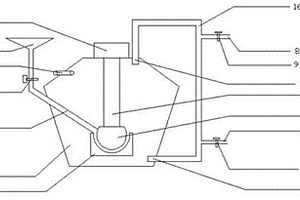
本实用新型涉及石墨烯复合材料制取设备。本实用新型包括反应仓;所述反应仓中间底部设置研磨槽;所述研磨槽连接原料管道;所述反应仓右下角设置气体入口;所述反应仓左上角安装真空泵;所述反应仓顶部安装电机;所述电机下面连接转动杆;所述转动杆底部设置研磨球体;所述反应仓右上角设置气体出口。所述原料倾倒口下面设置密封阀门A。所述气体入口与气体出口设置气体管道。所述气体管道右侧上部设置气体输入口;所述气体输入口左侧设置密封阀门B;所述气体管道右侧下部设置气体输入口;所述气体输入口左侧设置密封阀门C。能够将复合材料以及石墨烯本身相关联,具有较好的产出率和较高的产品质量,适合工业化生产,降低成本。
 938
0
938
0
本实用新型公开了一种用于玻璃钢复合材料加工的硬质合金钻头。该硬质合金钻头主要由钻头本体(1)构成,所述钻头本体(1)一端设置有一个用于环形槽切削加工的第一切削刃(2)、以及至少两个用于被钻削孔切割加工的第二切削刃(3);且第一切削刃(2)的轴向前角γ为18°~22°,第一切削刃(2)的宽度E为1.9mm。本实用新型通过对切削刃的数量、切削刃的轴向前角和切削刃的宽度进行改进,提高了切削刃的锋利程度,降低了切削力和切削温度,彻底杜绝了由于上下孔口翻边造成的纤维毛刺,提高了被钻削孔的表面质量,从而满足玻璃钢复合材料的钻削加工要求;同时,钻头的耐用度也得到大幅度的提高。
 1078
0
1078
0
本发明公开了一种共挤制备PC及TPU复合材料的装置,包括挤出机、设于挤出机出口端的模头组件,以及复合PC膜和TU膜的压辊机构,于所述挤出机上分设PC膜挤出通道和TPU膜挤出通道,模头组件包括第一子模头和第二子模头,第一子模头与PC膜挤出通道的挤出口连通,第二子模头与TPU膜挤出通道的挤出口连通的,第一子模头的出口端至压辊机构的距离大于第二子模头的出口端至压辊机构的距离,于PC膜挤出通道上设第一加热机构,于TPU膜挤出通道上设第二加热机构,可以分别对PC膜挤出通道和TPU膜挤出通道进行加热,然后经不同子模头挤出后在压辊机构处复合,可利用不同子模头至压辊机构的距离差来减小膜复合时的温度差,实现PC/TPU复合材料的制备。
 1080
0
1080
0
本发明公开了具有CT影像学效果的3D打印复合材料及其制备方法和运用。所述3D打印复合材料由以下质量百分比的各组分组成:光敏树脂40~70wt%、分散剂5wt%、羟基磷灰石20~50wt%、二氧化钛5wt%。本发明通过调整光固化3D打印机的打印参数,配置具有CT影像学效果的打印浆料,可打印出具有CT影像学效果的骨骼模型和术前导板,使医生可以在CT影像下进行骨科手术的术前演练,有效的提高了手术成功率。
 678
0
678
0
本发明公开了一种高温自润滑复合材料及其制备方法和应用,涉及耐磨材料技术领域。该制备方法包括以下步骤:将Ti3SiC2粉和Cu粉均匀混合后,在真空条件下,采用放电等离子烧结工艺,升温至850~1350℃烧结5~10min,再降温至650~1100℃,保温10~20min,即得所述Ti3SiC2/Cu高温自润滑复合材料。本发明采用放电等离子烧结(SPS)技术,在相对比较低的温度下,较短的时间内完成块体材料的制备,能够解决Ti3SiC2高温分解的问题。
 793
0
793
0
本申请涉及复合材料加工技术领域,公开了一种复合材料格栅类零件成型方法,主要包括格栅零件成型工装组装步骤、铺层铺叠步骤、封袋组装步骤、固化成型步骤以及脱模步骤。本申请在格栅类零件的成型工装中引入可插拔式拔钉的设计思路,将格栅孔的位置使用分块/可拆卸式拔钉代替;零件铺叠时在拔钉位置预留出孔径,零件环绕拔钉进行横纵向铺叠,固化成型后,将分块式拔钉去除,即可脱模格栅零件,由于拔钉与制件接触面积少、表面也涂覆有脱模剂材料,在去除拔钉时不会伤到格栅孔壁,易于成型复杂结构的格栅类零件。
 1140
0
1140
0
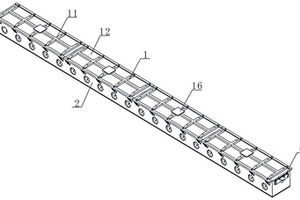
本发明提供了一种复合材料发射箱导轨成型模具及导轨成型方法,涉及发射箱导轨成型领域,导轨成型模具包括下模、上模、镶件及螺栓组件,下模设置有导轨型腔,上模采用多段拼接,多段上模与下模采用螺栓组件连接,螺栓组件连接产生的压力使待成型导轨在导轨成型模具型腔内加压固化成型。采用本发明的导轨成型模具能够有效保证发射箱导轨的成型尺寸精度、表面光洁度和材料密实度,经济高效地实现高精度、超细长比的复合材料导轨成型。本发明中的导轨成型采用树脂预浸湿法加压成型工艺方法,能够显著提高生产效率,减少辅材的浪费,从而降低成本。
 657
0
657
0
本发明公开了一种聚酯/石墨烯气凝胶复合材料的制备方法,首先将氧化石墨烯分散于去离子水中形成氧化石墨烯分散液;将某一种聚酯加入到乙醇中,搅拌溶解混合均匀;将其搅拌混合后得到含聚合物的氧化石墨烯溶液;加入还原剂加热进行化学还原法还原,得到含有聚酯石墨烯复合水凝胶;重复得到含有另一聚酯的氧化石墨烯溶液;石墨烯复合水凝胶的外围包裹上含有另一聚酯的复合型石墨烯水凝胶;经过去杂干燥处理后得到复合型石墨烯水凝胶。利用该方法制备出的石墨烯气凝胶复合材料可复合石墨烯与添加聚酯的优点,从而使石墨烯气凝胶具有多种特性和功能。
 917
0
917
0
本发明涉及建筑领域,尤其是一种st型防火阻燃复合材料。其原料按重量份计为:水泥45~55份、煤渣8~12份、岩棉丝16~22份、珍珠岩18~22份、玻化微珠8~12份、陶瓷粉末8~12份、石墨烯6~10份,余量为水与碳纤维布。可以用于添加在移动金库墙体内部的复合材料,增强金库强度的同时有防火阻燃功能。
中冶有色为您提供最新的四川有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 

有限责任公司")







































































