Ti-6Al-4V合金具有良好的强度、塑性、韧性、成形性、可焊性、耐蚀性和生物相容性,得到了广泛的应用[1, 2]
但是,用传统锻造、轧制以及挤压等加工工艺难以生产大型复杂的构件[3]
激光立体成形是一种近净成形的材料加工方法,此法以数字模型为基础,将材料不断添加、逐层堆积而成为三维实体零件[4]
但是与其它金属相比,激光立体成形的Ti-6Al-4V合金零部件其加工硬化率低且塑性较差[5, 6]
对Ti-6Al-4V合金进行机械加工和后续热处理,能优化其显微组织
但是,激光立体成形属于近净成形工艺,难以用后续机械加工控制晶粒尺寸或形态而只能进行后续热处理调整其晶粒尺寸或形态
Zhao等[7]将激光立体成形的Ti-6Al-4V样品在980℃退火1 h和在920℃固溶1 h后再在550℃时效4 h,其显微组织由β、等轴α和板条状α相组成,延伸率达到25%
Sabban等[8]将选区激光熔化的Ti-6Al-4V样品在975℃~875℃循环热处理24 h后试样的显微组织也由β、等轴α和板条状α相组成,其延伸率约为18%
已有研究表明,由β、等轴α和板条状α相构成的显微组织能显著提高延伸率,但是对加工硬化能力没有明显的影响[7]
De Formanoir等[9, 10]通过热处理调控电子束选区熔化Ti-6Al-4V组织,使其转变为α'+α,与锻造和热等静压的Ti-6Al-4V样品相比,这种热处理方式能同时提高这种合金的抗拉强度、延伸率和加工硬化能力
强度和塑性的提高,可归因于α'+α组织具有较高的加工硬化能力
许多学者的研究结果表明,α''马氏体具有比α'马氏体更高的加工硬化能力[11~13],而α''马氏体相转变与β相的稳定能力密切相关
但是,α''+α显微组织对激光立体成形Ti合金力学性能的影响尚不清楚
本文作者所在课题组长期研究了多组元复杂准晶、非晶以及固溶体合金的成分规律和结构特征,基于合金的近程有序结构提出了“团簇加连接原子”结构模型[14]
该模型认为,任何一个合金相的近程序都可简化成第一近邻团簇加上若干位于次近邻的连接原子,连接原子填充相互孤立的团簇之间的间隙
此模型可表示为统一的团簇式形式[团簇](连接原子)x,其中x为连接原子的个数
这种团簇式形式的结构单元,称为化学结构单元[15]
引入Friedel振荡机制可解决团簇密堆的中程序堆垛结构以及相应的原子密度计算,进而定量计算固溶体合金的化学结构单元的成分式
团簇式不仅给出了化学成分信息,还给出了重要的内在结构信息
“团簇加连接原子模型”,已经应用于固溶体合金的成分设计并得到了验证[16~18]
鉴于此,本文以Ti-6Al-4V合金团簇成分式为基础使用“团簇加连接原子”结构模型设计新型的Ti-4.13Al-9.36V合金,采用激光立体成形工艺制备块体材料,研究沉积态Ti-4.13Al-9.36V和Ti-6.05Al-3.94V(对比合金)合金的组织-性能变化规律,以及固溶温度对新型Ti-4.13Al-9.36V合金显微组织和力学性能的影响,以揭示α''+α组织影响激光立体成形Ti合金力学性能的规律
1 实验方法1.1 成分设计
Ti-6Al-4V合金有两种固溶体相,分别为密排六方(Hexagonal Close-Packed,HCP)结构的α相和体心立方(Body-centered cubic,BCC)结构的β相
根据实际测得的α和β相的成分得到了两相的团簇加连接原子结构单元,分别为α-[Al-Ti12](AlTi2)和β-[Al-Ti14](V2Ti)
将α和β相的结构单元看成在空间堆垛的两个半径不同的硬球,根据团簇共振模型,硬球的堆垛满足球周期序,即以任一硬球为中心,其第一近邻的硬球位于径向距离为r1的壳层位置,对应于Friedel振荡势函数的第一个波谷中心处,于是中心硬球与第一近邻硬球就构成了一个硬球团簇
将此团簇再匹配以若干位于次近邻的连接硬球,从而构建出硬球堆垛的团簇加连接原子模型
在Ti-6Al-4V合金中,β相的含量较低为溶质硬球,α相的含量较高为溶剂硬球
描述硬球堆垛结构单元的团簇式可写为[{β}-{α}12]{β}x{α}y,即以{β}硬球为中心,以{α}为第一近邻硬球,再匹配以连接硬球,其中x和y各为{β}和{α}硬球的个数
x与y的关系[14]为
x?Rβ/α3+y=2.03?Rβ/α+13-Rβ/α3-12
(1)
式中Rβ/α为{β}和{α}硬球的半径比,Rβ/Rα= RAl3+14RTi31/3/RAl3+12RTi31/3=1.049
({α}硬球含有原子个数为[Al-Ti12],{β}硬球含有原子个数为[Al+Ti14]),其中,连接原子个数x与y满足
1.154x+y≈4.309
(2)
由(2)可计算出x+y≈4
因此,硬球堆垛的团簇式为[{β}-{α}12]{β}x{α}4-x,即团簇式中共有17个硬球
由此唯一确定了Ti-6Al-4V的双团簇成分式为12[Al-Ti12](AlTi2)+5[Al-Ti14](V2Ti)
将β相作为溶剂硬球,α相作为溶质硬球,则硬球堆垛结构单元的团簇式的表达式为[{α}-{β}12]{α}x{β}y,即以{α}硬球为中心,以{β}为第一近邻硬球,再匹配以连接硬球,其中x和y各为{α}和{β}硬球的个数
则(1)式变为
x?Rα/β3+y=2.03?Rα/β+13-Rα/β3-1
(3)
其中连接原子个数x与y满足
1.154x+y≈4.309
(4)
根据(4)可得最优整数解为x=3,y=0
因此新合金的成分式为[{α}-{β}12]{α}3=4[Al-Ti12](AlTi2)+12[Al-Ti14](V2Ti)
本文中新型Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的团簇成分式和其成分,列于表1
Table 1
表1
表1Ti-Al-V合金的团簇成分式及其化学成分
Table 1Cluster formulas of designed Ti-Al-V alloys and their compositions
|
Alloy
|
Cluster formulas
/(atom fraction, %)
|
Composition
/(mass fraction, %)
|
[Mo]eq
|
|
1
|
12[Al-Ti12](AlTi2)+5[Al-Ti14](V2Ti)
|
Ti-6.05Al-3.94V
|
2.64
|
|
2
|
4[Al-Ti12](AlTi2)+12[Al-Ti14](V2Ti)
|
Ti-4.13Al-9.36V
|
6.27
|
1.2 激光立体成形
实验中用混合元素法配比成分
实验用原料为纯Ti、纯Al和纯V粉末
Ti为球形粉,粒子尺寸分布范围为50~150 μm;Al为球形粉,粒子尺寸分布范围为50~75 μm;V为非球形粉,粒子尺寸分布范围为50~75 μm
将Ti、Al、V元素粉末按预设比例配置后在混料机里混合8 h,然后在真空干燥炉中以120℃的温度干燥8 h去除粉末中的湿气,以保证打印过程中粉末的流动性
用混合元素法制备的Ti-6.05Al-3.94V合金,如图1a所示
图1
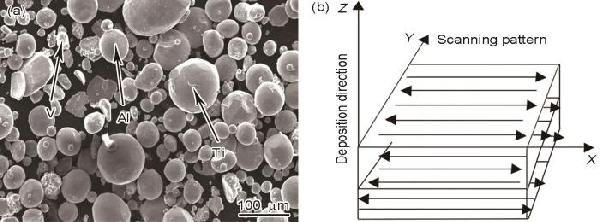
图1用纯Ti、纯Al和纯V粉末混合制备的Ti-6.05Al-3.94V合金的SEM照片和激光立体成形扫描方式
Fig.1SEM image of Ti, Al and V powders mixture for Ti-6.05Al-3.94V (a) and scanning strategy for laser additive manufacturing (b)
使用激光打印系统打印Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金样品,该系统由高性能YLS-6000型掺镱光纤激光器(最大输出功率为6000 W)、RC-LDM-8060三轴数控工作台、RC-PGF-D-2型送粉器、同轴送粉喷嘴和惰性气氛加工室组成
在充满氩气的惰性气氛下打印样品,氧含量低于100×10-6
打印基材为Ti-6Al-4V板材,尺寸为150 mm×100 mm×20 mm
在打印前,用120#粗砂纸将基材表面打磨干净并用丙酮擦洗
优化后的工艺参数为:激光功率1800 W,扫描速度480 mm/min,搭接率30%,送粉率8 g/min,Z轴增量0.6 mm
扫描方式为Z字型扫描(图1b),成形后样品的尺寸为67 mm×15 mm×13 mm
将一部分打印好的样品进行固溶+淬火热处理
根据De Formanoir等的实验结果,在920℃固溶2 h后淬火的Ti-6Al-4V,具有最佳的强塑性
因此,将Ti-6.05Al-3.94V合金在920℃固溶2 h后淬火做对比实验,而对Ti-4.13Al-9.36V采用三种制度进行热处理,分别为700℃固溶2 h后淬火、750℃固溶2 h后淬火和800℃固溶2 h后淬火
1.3 组织结构
先后用200#、400#、600#、800#和1000#砂纸将打印样品打磨后,用Bruker D8 Focus X (XRD)测定其横截面的相结构(图2b),工作电压为40 kV,工作电流为40 mA,扫描速度为4°/min,扫描角度为20~100°
图2

图2Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金样品的测试位置
Fig.2Measurement locations of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V
用240#和320#砂纸打磨打印样品,然后依次用粒径为9和3 μm的金刚石抛光液以及SiO2和H2O2混合抛光液抛光,然后用3%HF+7%HNO3+90H2O(体积分数)腐蚀液腐蚀15 s
用型号为Olympus BX51的光学显微镜(OM)观察打印样品纵截面的金相组织形貌(图2b)
用Zeiss Supra 55扫描电子显微镜(SEM)观察打印样品的横截面(图2b)
用Philips Tecnai G2型透射电子显微镜(TEM) 观察打印样品的明场像、暗场像和选区电子衍射以分析其微观组织形貌和相结构,加速电压为200 kV
将透射电镜样品机械减薄至50 μm,再用电解双喷仪(DJ3000)进行化学减薄,双喷腐蚀液为6%HClO4+34%C4H10O+60%CH3OH,双喷温度为-30℃,电压为40 mV
1.4 力学性能测试
经SiO2-H2O2抛光液抛光后,用HVS-1000型维氏显微硬度仪测试打印样品纵截面的硬度
测试载荷为300 g,保载时间为15 s,每个样品测试15次取其结果的平均值
用UTM5504-G电子万能试验机对打印样品进行室温拉伸,板材拉伸样品尺寸为49 mm×10 mm×2 mm,拉伸件主轴垂直于打印方向(图2c),拉伸应变速率为2.7×10-4 s-1
每个成分测试2个平行试样,取其结果的平均值
2 实验结果2.1 物相分析
图3a给出了沉积态和固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金横截面的XRD衍射谱
可以看出,Ti-6.05Al-3.94V合金的XRD谱中的主峰为α相的衍射峰,而β相的衍射峰不明显,因为Ti-6.05Al-3.94V合金样品中β相的含量较低
从图3a还可见,与Ti-6.05Al-3.94V合金相比,Ti-4.13Al-9.36V合金的XRD谱中除了α相衍射峰还有明显的β相衍射峰
其原因是,Ti-4.13Al-9.36V合金含有较多的β相稳定元素V,使其在快冷过程中得以保留β相
图3
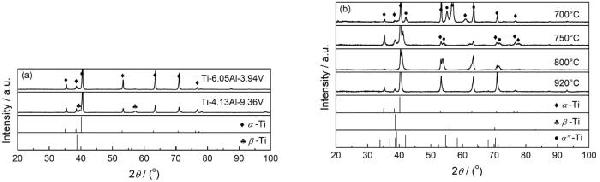
图3激光立体成形Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金横截面的XRD谱
Fig.3XRD spectra of the laser solid formed Ti-6.05Al-3.94V and Ti-4.13Al-9.36V samples (a) XRD spectra of the as-deposited samples, and (b) XRD spectra of the different solution temperature, wherein Ti-4.13Al-9.36V alloy solution temperature subjected to 700℃, 750℃ and 800℃, and is Ti-6.05Al-3.94V subjected to 920℃, respectively
图3b给出了Ti-4.13Al-9.36V合金在700℃~800℃固溶处理后和Ti-6.05Al-3.94V合金在920℃固溶处理后横截面的XRD谱
可以看出,固溶处理后的Ti-4.13Al-9.36V合金主要包含α''和α两相,β相因大量转变为α''相而含量较低而并未出现在XRD谱中
由图3b还可见,随着固溶温度的提高α''衍射峰的强度增强,表明α''相逐渐增多
但是,因α'和α相衍射峰位十分相近而难以区分
2.2 显微组织
图4给出了沉积态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金纵截面OM照片
由图4a和图4b可见,Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金都由不规则外延生长的初生β柱状晶组成
与Ti-6.05Al-3.94V合金相比,Ti-4.13Al-9.36V合金的初生β柱状晶的宽度较小
使用Image Pro软件测量了初生β柱状晶的宽度,Ti-6.05Al-3.94V合金β柱状晶的宽度约为770 μm,Ti-4.13Al-9.36V合金β柱状晶的宽度约为606 μm
图4c和图4d给出了激光立体成形Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金β晶内的显微组织
可以看出,Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金β晶内都由网篮组织构成,其中Ti-6.05Al-3.94V合金α板条的宽度较大,约为0.71 μm,而Ti-4.13Al-9.36V合金α板条的宽度较小,约为0.48 μm
图4

图4沉积态Ti-6.05Al-9.36V和Ti-4.13Al-9.36V的OM和SEM照片
Fig.4As-deposited microstructure of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V (a, b) OM images of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V, (c, d) SEM images of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V
图5给出了在不同温度固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的SEM照片
由图5a可见,在920℃固溶处理后Ti-6.05Al-3.94V合金的α板条宽度明显比对应沉积态组织(图4c)的尺寸大,约为1.03 μm
同样,固溶处理后Ti-4.13Al-9.36V合金的α板条宽度与沉积态(图4d)相比也明显增大,且随着固溶温度从700℃提高到800℃,α板条宽度从0.52 μm增大到0.63 μm(表2)
图5
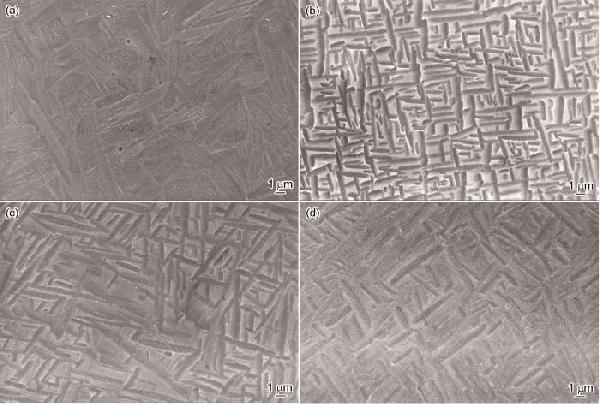
图5Ti-6.05Al-9.36V和Ti-4.13Al-9.36V合金的SEM照片
Fig.5SEM images of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V (a) SEM image of Ti-6.05Al-3.94V after solution treatment at 920℃, and (b)(c)(d) SEM images of Ti-4.13Al-9.36V after solution treatment at 700℃, 750℃ and 800℃, respectively
Table 2
表2
表2Ti-6.05Al-9.36V和Ti-4.13Al-9.36合金α板条宽度随固溶温度的变化
Table 2Changes of α laths width in Ti-6.05Al-3.94V and Ti-4.13Al-9.36V with different solution temperature
|
Temperature/℃
|
The α laths width / μm
|
|
Ti-6.05Al-3.94V
|
Ti-4.13Al-9.36V
|
|
700
|
-
|
0.52±0.05
|
|
750
|
-
|
0.56±0.03
|
|
800
|
-
|
0.63±0.09
|
|
920
|
1.03±0.09
|
-
|
图6给出了在920℃固溶处理后的Ti-6.05Al-3.94V样品和在800℃固溶处理后的Ti-4.13Al-9.36V样品的TEM照片
其中图6a~c给出了Ti-6.05Al-3.94V合金的TEM形貌和选区电子衍射谱,6d~f给出了Ti-4.13Al-9.36V合金的TEM形貌图和选区电子衍射谱
从图6c~f可见,固溶处理后的Ti-6.05Al-3.94V合金有α'马氏体组织,而固溶处理后的Ti-4.13Al-9.36V合金有α''马氏体组织
此外,与α相相比α'和α''马氏体均呈针状形态,宽度均约为200 nm
图6
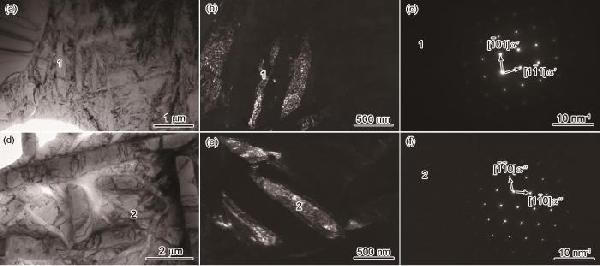
图6固溶处理后Ti-6.05Al-9.36V和Ti-4.13Al-9.36V合金的TEM组织形貌和衍射谱
Fig.6TEM morphological images and diffraction pattern of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V (a~c) TEM morphological images and diffraction pattern of Ti-6.05Al-3.94V after solution treatment at 920℃, (d~f) TEM morphological images and diffraction pattern of Ti-4.13Al-9.36V after solution treatment at 800℃
2.3 力学性能
表3列出了沉积态和在不同温度固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的维氏硬度
由表3可见,沉积态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的维氏硬度相差不大,均约为330 HV
但是固溶温度对合金硬度的影响较大
随着固溶处理温度从700℃提高到 800℃,Ti-4.13Al-9.36V合金的维氏硬度从348 HV降低到289 HV
在920℃固溶处理的Ti-6.05Al-3.94V合金其维氏硬度达到374 HV
Table 3
表3
表3沉积态和固溶态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的维氏硬度
Table 3Vickers hardness of the as-deposited and solution heat treatment in Ti-6.05Al-3.94V and Ti-4.13Al-9.36V
|
Temperature/℃
|
Vickers hardness / HV
|
|
Ti-6.05Al-3.94V
|
Ti-4.13Al-9.36V
|
|
Room temperature
|
331±10
|
337±7
|
|
700
|
-
|
348±5
|
|
750
|
-
|
298±6
|
|
800
|
-
|
289±4
|
|
920
|
374±6
|
-
|
图7a给出了沉积态和固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的室温拉伸工程应力-应变曲线
可以看出,与Ti-6.05Al-3.94V合金的屈服强度(924 MPa)和抗拉强度(977 MPa)相比,Ti-4.13Al-9.36V合金的屈服强度和抗拉强度都略有提高,分别达到950 MPa和989 MPa,而两种合金的延伸率均约为10%
图7b给出了在不同温度固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的工程应力-应变曲线
可以看出,在700℃固溶处理后Ti-4.13Al-9.36V合金的屈服应力较高(约为900 MPa),而在750℃和800℃固溶处理后的屈服强度较低(分别约为383 MPa和424 MPa)
此外,固溶温度对合金塑性的影响也较大,与在700℃和800℃固溶处理后10%的延伸率相比,在750℃固溶处理后Ti-4.13Al-9.36V合金的延伸率达到了17%
不同热处理工艺后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的室温拉伸力学性能,列于表4
图7

图7沉积态和固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的室温拉伸工程应力-应变曲线
Fig.7Engineering stress-strain curves of the as-deposited and solution heat treatment Ti-6.05Al-3.94V and Ti-4.13Al-9.36V (a) stress-strain curves of the as-deposited Ti-6.05Al-3.94V and Ti-4.13Al-9.36V, (b) stress-strain curves of Ti-6.05Al-3.94V and Ti-4.13Al-9.36V subjected to different solution-treatment temperature
Table 4
表4
表4沉积态和固溶态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的屈服强度(σYS)、抗拉强度(σUTS)和延伸率(δ)
Table 4Yield strength (σYS), tensile strength (σUTS) and elongation (δ) of the as-deposited and solution- treatment Ti-6.05Al-3.94V and Ti-4.13Al-9.36V alloy
|
Alloy
|
σYS / MPa
|
σUTS / MPa
|
δ / %
|
|
As-deposited (Ti-6.05Al-3.94V)
|
924±9
|
977±10
|
10±1
|
|
As-deposited (Ti-4.13Al-9.36V)
|
950±11
|
989±5
|
10±0.5
|
|
700℃ (Ti-4.13Al-9.36V)
|
900±9
|
986±8
|
10±1
|
|
750℃ (Ti-4.13Al-9.36V)
|
383±12
|
989±11
|
17±0.7
|
|
800℃ (Ti-4.13Al-9.36V)
|
424±7
|
895±8
|
10±0.6
|
|
920℃ (Ti-6.05Al-3.94V)
|
893±10
|
1071±7
|
3±1
|
为了进一步研究固溶温度对Ti-4.13Al-9.36V合金加工硬化能力的影响,图8给出了三种在不同温度固溶处理后Ti-4.13Al-9.36V合金的加工硬化率曲线
作为对比,也给出了Ti-6.05Al-3.94V合金在920℃固溶处理后的加工硬化率曲线
可以看出,与Ti-6.05Al-3.94V合金对比,在不同温度固溶处理的Ti-4.13Al-9.36V合金均显示出了更持久的加工硬化过程,表明新设计的Ti-4.13Al-9.36V合金具有更可观的加工硬化能力
另一方面,在750 ℃固溶处理的Ti-6.05Al-3.94V合金显示了更强的持久加工硬化能力;同时,在指定的真变量下其加工硬化率也明显高于其余两种在700 ℃和800 ℃固溶处理的加工硬化率
综合考虑物相分析和显微组织观察结果,α''+α显微组织能有效改善激光增材制造Ti合金的加工硬化能力
图8
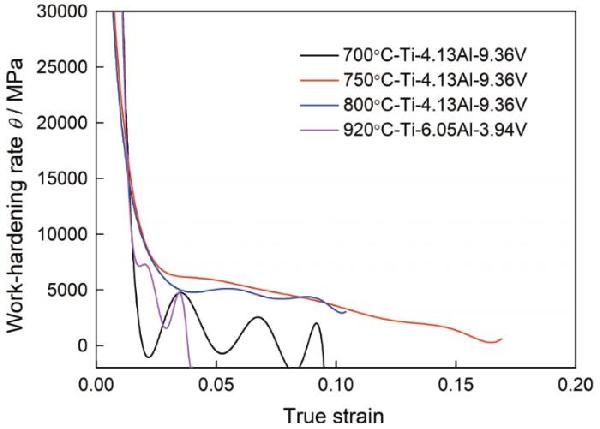
图8加工硬化率曲线
Fig.8Curve of work hardening rate
2.4 断口形貌
图9给出了沉积态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的SEM断口形貌
由图9可见,Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的断口均呈现出大量韧窝,表明两种合金均具有良好的塑性
此外,与图9a和9b对比,Ti-6.05Al-3.94V合金的韧窝较大,其形貌为板条和等轴韧窝混合组织
同时,与Ti-6.05Al-3.94V相比,Ti-4.13Al-9.36V合金的韧窝尺寸较小,而且呈现出均匀的等轴状
其原因是,与Ti-6.05Al-3.94V相比,Ti-4.13Al-9.36V合金中α相的晶粒更为细小(图5)、长/宽比也较小
图9

图9沉积态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的SEM断口形貌
Fig.9SEM fracture morphologies of the as-deposited Ti-6.05Al-3.94V and Ti-4.13Al-9.36V, (a) Ti-6.05Al-3.94V, (b) Ti-4.13Al-9.36V
图10给出了固溶处理后Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的SEM断口形貌
可以看出,与沉积态(图9)相比,固溶处理后合金的断口形貌由较大韧窝和较小韧窝混合构成(图10),较大的韧窝是初生α相所致,较小的韧窝则由淬火时生成的α'马氏体所致
图10b~d分别给出了在700℃、750℃和800℃固溶处理后Ti-4.13Al-9.36V合金的断口形貌
可以看出,随着固溶温度的提高韧窝的数量逐渐增多
还可以发现,与700℃和800℃相比,750℃固溶态Ti-4.13Al-9.36V合金的韧窝分布更加均匀
图10

图10固溶态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的SEM断口形貌
Fig.10SEM fracture morphologies of the solution-treatment Ti-6.05Al-3.94V and Ti-4.13Al-9.36V (a) Ti-6.05Al-3.94V after solution treatment at 920℃, (b, c, d) Ti-4.13Al-9.36V after solution treatment at 700℃, 750℃ and 800℃
3 讨论
沉积态Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金倾向于外延生长柱状晶
其原因,一方面是激光立体成形定向凝固特征
在激光立体成形过程中高能激光束与金属粉末短期交互作用,熔池的冷却是通过基材和周围保护气实现的
通过基材的热损失大于对流和辐射,从而使初生β晶定向生长且生长方向与冷却方向相反
打印下一层粉末时,前一层晶粒的顶部部分重熔作为异质形核剂生长为柱状晶[19];另一方面,使用JMatPro软件计算出Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的液-固两相区较窄,分别为13.31℃和30.29℃
液-固两相区越小,越有利于柱状晶生长[20]
在沉积态柱状晶内形成的网篮组织,与合金的成分和热历史有关
在激光立体成形过程中,已打印的沉积层再次加热至峰值温度时,Ti-6.05Al-3.94V合金显微组织由成分为Cα的α相和成分为Cβ的β相组成
Ti-6.05Al-3.94V合金的β稳定元素V含量较少,从而使初生α相的含量远高于β相
在随后的快冷过程中α相不发生相变,而β相转变为亚稳β相
在随后的热循环过程中,亚稳β相分解为亚稳等温ω相或β'相
等温ω相或β'相在热力学上是不稳定的,在随后的加热冷却过程中最终分解为平衡组织α+β
ω相或β'作为α相形核析出的质点[21]使α相的形核率提高,从而生成高度弥散、细密编织的次生α相
但是因初生α相的比例较大,Ti-6.05Al-3.94V试样最终的组织结构由大量初生α相+少量细密的次生α相以及相间β构成
当Ti-4.13Al-9.36V合金再次加热至峰值温度时,其组织也由成分为Cα的α相和成分为Cβ的β相组成
但是β相的稳定元素V含量较高,使β相的含量远高于初生α相
β相在随后的冷却及热循环过程中导致了亚稳相的形成和分解,大量的亚稳相作为α相形核析出的质点,从而使α相的形核率大大提高
同时,由于初生α相的比例较小,大量次生α相的析出截断了初生α板条,使α板条的长宽比减小[22]
在700℃固溶处理后Ti-4.13Al-9.36V合金的室温拉伸曲线与沉积态相似,表明在拉伸过程中没有生成或生成较少的应力诱发α''马氏体
其原因,一方面,固溶温度较低使初生α相转为β相的含量较低,在拉伸变形时能发生马氏体转变的β相含量不足,因此不能生成或生成较少的应力诱发α''马氏体;另一方面,快冷生成的α''马氏体是部分应力诱发α''马氏体的形核点[23, 24]
固溶温度低使快冷生成的α''马氏体含量较低,不能为应力诱发α''马氏体提供充足的形核点而使其含量较低
在750℃和800℃固溶处理的试样其拉伸曲线都出现了双屈服现象,屈服强度只有约400 MPa,表明在拉伸过程中出现了应力诱发α''马氏体
与在750℃固溶处理相比,在800℃固溶处理的Ti-4.13Al-9.36V合金其应力诱发α''马氏体含量较低与固溶温度较高有关
一方面,随着固溶温度的提高初生α相逐渐转变为β相,从而降低了β相的稳定性
在随后的淬火过程中,快冷α''马氏体逐渐增多
拉伸变形时,在800℃固溶处理的样品能发生马氏体转变的β相含量较低,从而降低了应力诱发α''马氏体的含量;另一方面,固溶处理消除了激光立体成形过程中产生的应力,固溶温度越高样品中的应力越小
因此,在750℃固溶处理的样品其应力小于在800℃固溶处理的样品,在随后的拉伸过程中不但提高了应力诱发α''马氏体的形核率而且促进了应力诱发α''马氏体的长大[25, 26],使在750℃固溶处理的Ti-4.13Al-9.36V合金的屈服应力低于在800℃固溶处理的样品
更多的应力诱发α''相的出现可有效改善合金的加工硬化能力,从而实现一个良好的强韧化匹配
其原因是,α''相含量的提高使晶粒内发生更多的有效分割:一方面,这些有效分割有效降低了位错的交滑移频率[27, 28]进而降低了位错的湮灭速率,使晶内位错的累积能力增大;另一方面,这些有效分割对位错滑移的阻碍[29]使晶内位错的平均滑移自由程显著降低进而引发动态Hall-Petch效应,从而有利于提高合金的加工硬化率
综上所述,引入更多的应力诱发α''相可能是提高激光立体成形Ti合金加工硬化能力的一个有效途径
4 结论
(1) 激光立体成形Ti-6.05Al-3.94V和Ti-4.13Al-9.36V合金的显微组织均由基体外延生长的初生β柱状晶和晶内细小的α相组成
与Ti-6.05Al-3.94V合金相比,Ti-4.13Al-9.36V合金的显微组织更为细小
(2) 经920℃固溶-淬火处理后Ti-6.05Al-3.94V样品的显微组织为α'+α,其室温拉伸屈服强度约为 893 MPa,抗拉强度约为1071 MPa, 延伸率约为3%;经750℃固溶淬火后Ti-4.13Al-9.36V试样的显微组织为α''+α,与α'马氏体相比应力诱发的α''马氏体能显著提高合金的加工硬化能力,试样的室温拉伸屈服强度约为 383 MPa,抗拉强度约为989 MPa,延伸率达到了17%
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Yang M, Wang G, Teng C Y, et al.
3D phase field simulation of effect of interfacial energy anisotropy on sideplate growth in Ti-6Al-4V
[J]. Acta. Metall. Sin, 2012, 48: 148
[本文引用: 1]
杨梅, 王刚, 滕春禹等.
Ti-6Al-4V 中界面对α相片层生长的影响三维相场模拟
[J].金属学报, 2012, 48: 148
[本文引用: 1]
[2]
Liu S Y, Shin Y C.
Additive manufacturing of Ti6Al4V alloy: A review
[J]. Mater. Des, 2019, 164: 107552
[本文引用: 1]
[3]
Zheng Z Y, Cai L J, Xiang K, et al.
Typical Microstructural Characteristics of Ti-5Al-5Mo-5V-3Cr-1Fe Metastable β Ti Alloy Forged in α+β Region
[J]. Acta. Metall. Sin. (Engl. Lett.), 2020, 33: 1601
[本文引用: 1]
[4]
Ren Y M, Lin X, Fu X, et al.
Microstructure and deformation behavior of Ti-6Al-4V alloy by high-power laser solid forming
[J]. Acta Mater, 2017, 132: 82
[本文引用: 1]
[5]
Niinomi M.
Mechanical properties of biomedical titanium alloys
[J]. Mater. Sci. Eng., A, 1998, 243: 231
[本文引用: 1]
[6]
De Formanoir C, Martin G, Prima F, et al.
Micromechanical behavior and thermal stability of a dual-phase α+α′ titanium alloy produced by additive manufacturing
[J]. Acta Mater, 2019, 162: 149
[本文引用: 1]
[7]
Zhao Z, Chen J, Tan H, et al.
Achieving superior ductility for laser solid formed extra low interstitial Ti-6Al-4V titanium alloy through equiaxial alpha microstructure
[J]. Scripta Mater, 2018, 146: 187
[本文引用: 2]
[8]
Sabban R, Bahl S, Chatterjee K, et al.
Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness
[J]. Acta Mater, 2019, 162: 239
[本文引用: 1]
[9]
De Formanoir C, Brulard A, Vivès S, et al.
A strategy to improve the work-hardening behavior of Ti-6Al-4V parts produced by additive manufacturing
[J]. Mater. Res. Lett, 2016: 1
[本文引用: 1]
[0]
Sofinowski K, Smíd M, Kuběna I, et al.
In situ characterization of a high work hardening Ti-6Al-4V prepared by electron beam melting
[J]. Acta Mater, 2019, 179: 224
[11]
Kim H S, Lim S H, Yeo I D, et al.
Stress-induced martensite transformation of metastable β-titanium alloy
[J]. Mater. Sci. Eng., A, 2007, 449: 322
[本文引用: 1]
[12]
Grosdidier T, Philippe M J.
Deformation induced martensite and superelasticity in a β-meta stable titanium alloy
[J]. Mater. Sci. Eng., A, 2000, 291: 218
[13]
Duerig T W, Terlinde G T, Williams J C.
Phase transformation and tensile properties of Ti-10V-2Fe-3Al
[J]. Metall. Trans., A, 1980, 11A: 1987
[本文引用: 1]
[14]
Dong C, Dong D D, Wang Q.
Chemical Units in Solid Solutions and Alloy Composition Design
[J]. Acta. Metall. Sin, 2018, 54: 293
[本文引用: 2]
董闯, 董丹丹, 王清.
固溶体中的化学结构单元与合金成分设计
[J]. 金属学报, 2018, 54: 293
[本文引用: 2]
[15]
Dong C, Wang Z J, Zhang S, et al.
Review of structural models for the compositional interpretation of metallic glasses
Int. Mater. Rev, 2020, 65: 286
[本文引用: 1]
[16]
Qian S N, Dong C, Liu T Y, et al.
Solute-homogenization model and its experimental verification in Mg-Gd-based alloys
[J]. J. Mater. Sci. Technol, 2018, 34: 1132
[本文引用: 1]
[17]
Jiang B B, Wang Q, Wen D H, et al.
Effects of Nb and Zr on structural stabilities of Ti-Mo-Sn-based alloys with low modulus
[J]. Mater. Sci. Eng., A, 2017, 687: 1
[18]
Jiang B B, Wen D H, Wang Q, et al.
Design of near-α Ti alloys via a cluster formula approach and their high-temperature oxidation resistance
[J]. J. Mater. Sci. Technol, 2019, 35: 1008
[本文引用: 1]
[19]
Wu X H, Liang J, Mei J F, et al.
Microstructure of laser-deposited Ti-6Al-4V, Mater
Des, 2004, 25: 137
[本文引用: 1]
[20]
Vrancken B, Thijs L, Kruth J P, et al.
Microstructure and mechanical properties of a novel β titanium metallic composite by selective laser melting
[J]. Acta Mater, 2014, 68: 150
[本文引用: 1]
[21]
Zhang B C. Non-Ferrous Metals and Heat Treatment [M].
Xi'an:
Northwestern Polytechnical University Press, 1993: 88
[本文引用: 1]
[22]
Tan H, Zhang F Y, Chen j, et al.
Microstructure Evolution of Laser Solid Formed Ti-XAl-YV Alloys from Blended Elemental Powders
[J]. Rare Metal Materials and Engineering, 2011, 40: 1373
[本文引用: 1]
谭华, 张凤英, 陈静等.
混合元素法激光立体成形Ti-XAl-YV合金的微观组织演化
[J].
稀有金属材料与工程, 2011, 40: 1373
[本文引用: 1]
[23]
Kolli R P, Joost W J, Ankem S.
Phase Stability and Stress-Induced Transformations in Beta Titanium Alloys
[J]. JOM, 2015, 67(6):1273
[本文引用: 1]
[24]
Grosdidier T, Combress Y, Gautier E, et al.
Effect of microstructure variations on the formation of deformation-induced martensite and associated tensile properties in a β metastable Ti alloy
[J]. Metall. Mater. Trans., A, 2000, 31A: 1095
[本文引用: 1]
[25]
Li C, Chen J, Ren Y J, et al.
Effect of solution heat treatment on the stress-induced martensite transformation in two new titanium alloys
[J]. J. Alloys. Compd, 2015, 641: 192
[本文引用: 1]
[26]
Zhang J, Yang, Y, Cao S, et al.
Fine equiaxed β grains and superior tensile property in Ti-6Al-4V alloy deposited by coaxial electron beam wire feeding additive manufacturing
[J]. Acta Metall. Sin. (Engl. Lett.), 2020, 33: 1311
[本文引用: 1]
[27]
Han D, Wang Z Y, Yan Y, et al.
A good strength-ductility match in Cu-Mn alloys with high stacking fault energies: Determinant effect of short range ordering
[J]. Scripta Mater, 2017, 133: 59
[本文引用: 1]
[28]
Castany P, Gloriant T, Sun F, et al.
Design of strain-transformable titanium alloys
[J]. CR Phys, 2018, 19: 710
[本文引用: 1]
[29]
Marteleur M, Sun F, Gloriant T, et al.
On the design of new β-metastable titanium alloys with improved work hardening rate thanks to simultaneous TRIP and TWIP effects
[J]. Scripta Mater, 2012, 66: 749
[本文引用: 1]
Ti-6Al-4V 中界面对α相片层生长的影响三维相场模拟
1
2012
声明:
“基于α''组织设计适于激光立体成形的新型高塑性Ti-4.13Al-9.36V合金” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1166
编辑:
来源:刘田雨,朱智浩,张爽,董闯,闵小华,王清
1166
编辑:
来源:刘田雨,朱智浩,张爽,董闯,闵小华,王清



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















