1.本发明涉及粉末输送设备技术领域,具体涉及一种超细粉体定量送粉装置及方法。
背景技术:
2.随着粉末制备技术的发展以及粉末在各领域中应用越来越广泛,经常需要实现粉体流量的定量送粉。目前应用的粉末粒径越来越小,而在很多情况下,要输送的粉末粒径微细(小于20μm,甚至10μm、5μm),当粒径减小后,粉体容易团聚,粉末的流动性较差,在送粉器中容易架桥、压实、结块、堵粉,造成粉末输送中断。此外,在很多应用中所输送的粉末是活泼性质物,容易在空气中受潮被氧化。例如钛粉、微细
铜粉、
锡粉等,流动性差,很难输送,并且粉末间隙带入空气,在输送后续过程中,粉体容易发生氧化造成性能恶化。
3.当前由于超细粉体的特殊性质容易团聚,振动送粉过程中更易振实,因此常规单纯振动送粉器不能实现定量送粉。虽然有公开用于输送微细粉体的送粉器(如cn 108529142a),可以在一定程度上提高超细粉体的送粉流量精度,但是在振动过程中依然存在超细粉体团聚、结块的情况,当出现上述情况时会出现送粉断流情况。此外,目前也有利用气力送粉或真空送粉的方式,可以有效解决粉体团聚,容易结块问题,但是,这些装置一般体积比较大,超细粉体容易粘附在设备内壁,重量损失较大。
技术实现要素:
4.为了克服现有技术中的不足,本发明的主要目的在于提供一种超细粉体定量送粉装置及方法,该超细粉体定量送粉装置通过振动送粉机构、
振动筛分机构、重量监控器以及第一振动装置的设置,使得整个送粉装置实现超细粉体的定量送粉,且送粉过程中无粉体团聚、结块,有效防止架桥堵粉的现象发生。
5.为了实现上述目的,根据本发明的第一方面,提供了一种超细粉体定量送粉装置。
6.该超细粉体定量送粉装置包括上下依次连通的第一料仓、第二料仓和第三料仓,并且所述第一料仓和所述第二料仓之间连接有振动送粉机构;
7.所述第二料仓内设置有振动
筛分机构,并且所述第二料仓连接有重量监控器,用于监测所述振动筛分机构上粉末重量并反馈至所述振动送粉机构;
8.所述第三料仓连接有第一振动装置,用于防止粉末附着在仓壁上。
9.进一步的,所述振动筛分机构包括设置在所述第二料仓内部的第二筛网,以及连接所述第二筛网的第二振动装置;
10.优选的,所述第二筛网的目数为400~600目。
11.进一步的,所述振动送粉机构包括振动送粉器以及与其控制连接的控制器,所述振动送粉器分别连通所述第一料仓的出料口以及第二料仓的进料口。
12.进一步的,所述第一料仓内部设置有至少一个第一筛网,所述第一筛网的目数为40~200目。
13.进一步的,所述第一筛网设置有多个,且相邻两个所述第一筛网的间距为150~250mm;靠近所述第一料仓底部的所述第一筛网,其与所述第一料仓出料口的间距为50~200mm。
14.进一步的,所述第一料仓底部外接有至少一个第三振动装置,用于防止粉体架桥。
15.进一步的,所述第一振动装置为超声振动装置或电磁振动装置,所述第二振动装置为超声振动装置或电磁振动装置,所述第三振动装置为喷气振动装置。
16.进一步的,还包括控制系统,所述控制系统分别控制连接所述第一振动装置、所述第二振动装置、所述第三振动装置、所述控制器和所述重量监控器。
17.进一步的,所述第二料仓的进料口和所述振动送粉器之间连接有第一软管,所述第二料仓和所述第三料仓之间连接有第二软管。
18.为了实现上述目的,根据本发明的第二方面,提供了一种超细粉体定量送粉方法。
19.该超细粉体定量送粉方法基于上述的超细粉体定量送粉装置,其中,所述的方法包括以下步骤:
20.调节振动送粉机构以控制第一料仓的送粉流量,并通过重量监控器实时监测第二料仓内粉末重量以调控所述振动送粉机构;
21.持续或间歇启动振动筛分机构,以控制粉末连续或定量输送至第三料仓;
22.持续或间歇启动第一振动装置以使粉末连续均匀通过第三料仓出料口。
23.本发明中的超细粉体定量送粉装置能够均匀输送超细粉体,包括粒度小于20um流动性的粉末,并且送粉量可调,有效防止架桥堵粉的现象发生。
附图说明
24.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
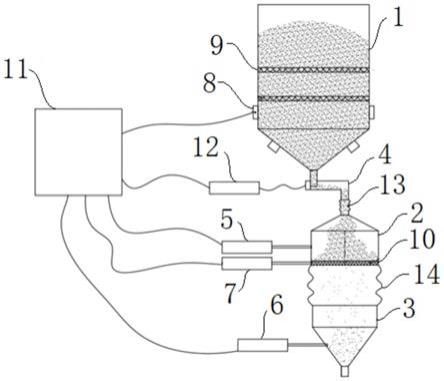
25.图1为本发明提供的实施例中超细粉体定量送粉装置的结构示意图。
26.图中:
27.1、第一料仓;2、第二料仓;3、第三料仓;4、振动送粉器;5、重量监控器;6、第一振动装置;7、第二振动装置;8、第三振动装置;9、第一筛网;10、第二筛网;11、控制系统;12、控制器;13、第一软管;14、第二软管。
具体实施方式
28.下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
29.根据本发明的具体实施方式,提供了一种超细粉体定量送粉装置。
30.如图1所示,该超细粉体定量送粉装置包括上下依次连通的第一料仓1、第二料仓2和第三料仓3,并且第一料仓1和第二料仓2之间连接有振动送粉机构,可以通过设置振动送粉机构的振动幅度和频率来控制第一料仓1的送粉流量,其中具体的控制参数可以根据实
际需要进行设置;第二料仓2内部设置有振动筛分机构,该振动筛分机构用于调节控制第二料仓2的送粉流量,如可以连续或者定量输送粉末至第三料仓3内;并且第二料仓2连接有重量监控器5,该重量监控器5用于监测振动筛分机构上粉末重量并反馈至振动送粉机构,由此可以通过重量监控器5、振动送粉机构以及振动筛分机构将第二料仓2内的粉末量控制在一定范围内;第三料仓3连接有第一振动装置6,持续或间歇启动该第一振动装置6,具体根据粉体特性设置第一振动装置6的振动强度,以避免粉末附着在仓壁上,实现粉末的连续输送。
31.在上述实施例中,通过在第一料仓1和第二料仓2之间连接振动送粉机构,实现第一料仓1送粉流量的控制;通过在第二料仓2内设置振动筛分机构以及外接重量监控器5,可以调控第二料仓2内的粉末量以及实现送粉流量的控制;最后外接在第三料仓3上的第一振动装置6,实现粉末的连续输送,因而使得整个送粉装置实现超细粉体的定量送粉,且送粉过程中无粉体团聚、结块的情况出现。此外,整个送粉装置体积小,加之第一振动装置6的设置能够避免超细粉体粘附在设备内壁上,将粉体重量损失控制在误差范围内。
32.其中,重量监控器5用于监测并控制第二筛网10上粉体重量在一定范围内,并将监测结果反馈给振动送粉机构,如当重量超过粉重控制上限时,降低振动送粉器4的振动强度;而当重量小于粉重控制下限时,提高振动送粉器4的振动强度,以确保第二筛网10上存放适当重量的粉体。
33.在本发明的实施例中,第一料仓1由上下两部分组成,其中上部呈桶形,下部呈倒锥形。
34.图1中示出的第一料仓1的上部为圆柱形筒体,下部为空心倒圆锥体,且其底部开设有下料口。
35.如图1所示,该振动送粉机构包括振动送粉器4以及与其控制连接的控制器12,可以通过控制器12控制振动送粉器4的振动幅度和频率来控制第一料仓1的送粉流量;其中,振动送粉器4分别连通第一料仓1的出料口以及第二料仓2的进料口。
36.在本发明的实施例中,振动送粉器4连接第一料仓1的出料口;第二料仓2的进料口和振动送粉器4之间通过第一软管13密封连接,第二料仓2的出料口和第三料仓3的进料口之间通过第二软管14密封连接。
37.在本发明的实施例中,重量监控器5可以为悬臂重量
传感器,主要用于监控第二料仓2中第二筛网10上粉体重量在一定范围内,并将监测结果反馈给振动送粉机构。
38.在本发明的实施例中,第一振动装置6可以为超声振动装置或电磁振动装置。当然还可以根据实际需要选择其它振动装置,只要能够实现粉末的连续输送即可。
39.如图1所示,该振动筛分机构包括设置在第二料仓2内部的第二筛网10,其中,第二筛网10安装在第二料仓2的底部,形成第二料仓2的出料口,主要用于调节控制送粉流量。当然,第二筛网10的安装位置也可以根据实际送粉需要进行灵活设置。
40.第二筛网10的筛网目数可以根据不同粉体粒度和特性选择以达到控制送粉目的,在本发明的实施例中第二筛网10的目数在400~600目范围内。
41.如图1所示,该振动筛分机构还包括连接第二筛网10的第二振动装置7,第二振动装置7外接在第二料仓2外部,其与第二筛网10电连接,当开启第二振动装置7后粉体通过第二筛网10,当关闭第二振动装置7后粉体停止下落,因而可以通过第二振动装置7的设置控
制第二筛网10的振动筛分功能,实现连续或定量输送粉末。
42.在本发明的实施例中,第二振动装置7为超声振动装置或电磁振动装置,当然也可以为其它振动装置,只要能够实现控制第二筛网10的振动筛分功能即可。
43.如图1所示,第一料仓1内部设置有至少一个第一筛网9,主要用于缓解第一料仓1内粉体自重造成的压实结块;根据粉体特性可以安装多层第一筛网9,以减轻由于装料量大造成的底部粉体压实,第一筛网9固定在第一料仓1的仓壁上。其中,该第一筛网9的目数在40~200目范围内。
44.在本发明的实施例中,第一筛网9设置有多个,且相邻两个第一筛网的间距在150~250mm范围内;靠近第一料仓1底部的第一筛网,其与第一料仓1出料口的间距在50~200mm范围内。
45.如图1所示,该第一料仓1底部外接有至少一个第三振动装置8,主要用于防止粉体架桥,并且其具体启动时机可以根据架桥情况自动反馈控制,如将架桥信息反馈给控制系统11,并由控制系统11控制开启,避免频繁启动。其中,第三振动装置8可以为喷气振动装置。
46.在本发明的实施例中,第三振动装置8设置有四个,沿第一料仓1的周向分布。当然第三振动装置8的数量以及位置分布可以根据实际需要进行设置,不作具体限定。
47.如图1所示,该超细粉体定量送粉装置还包括控制系统11,该控制系统11分别控制连接第一振动装置6、第二振动装置7、第三振动装置8、控制器12和重量监控器5,用于实时控制整个送粉装置的送粉流量。
48.具体控制过程为:
49.控制系统11控制第二振动装置7持续或间隙启动以及控制第一振动装置6持续或间隙启动,以保证第二筛网10上粉体和第三料仓3内粉体连续均匀下落;
50.进一步的,通过重量监控器5监测第二筛网10上粉体重量在一定范围内,监测结果实时反馈给振动送粉机构,当重量超过粉重控制上限时,降低振动送粉器4的振动强度;而当重量小于过粉重控制下限时,提高振动送粉器4的振动强度,以确保第二筛网10上存放适当重量的粉体;
51.进一步的,通过重量监控器5监测第二筛网9上粉体重量,当长时间(可以根据实际情况设置时长,如设置时间为3~5min)小于下限重量时,说明第一料仓1中粉体架桥,此时向控制系统11反馈信号,启动喷气振动装置,处理粉体架桥故障,当启动喷气振动装置且停止持续反馈信号一段时间(可以根据实际情况设置时长,如设置时间为3~5min)后,可以断定粉体通过振动送粉器4后顺利落到第二筛网10上,避免频繁启动喷气振动装置。
52.根据本发明的具体实施方式,还提供了一种超细粉体定量送粉方法。
53.该方法基于上述的超细粉体定量送粉装置,包括以下步骤:
54.调节振动送粉机构以控制第一料仓的送粉流量,并通过重量监控器实时监测第二料仓内粉末重量以调控振动送粉机构;
55.持续或间歇启动振动筛分机构,以控制粉末连续或定量输送至第三料仓;
56.持续或间歇启动第一振动装置以使粉末连续均匀通过第三料仓出料口。
57.以下将通过具体实施例对本发明中超细粉体定量送粉装置及其操作方法进行说明。
58.实施例1:
59.在第一料仓1(不锈钢材质,壁厚2mm,内直径400mm,桶高度500mm,下锥度90度)内装50公斤不锈钢粉末,粉末粒度-600目,流动性差(测试霍尔流速为300s/50g),第一料仓1内安装两层150目第一筛网9,位于底层的第一筛网9距离第一料仓1底部50mm,两层第一筛网9的间距为200mm。
60.在第一料仓1底部安装4个喷气振动器,接8mm气管,连接到压力0.8mpa氮气气源;第一料仓1的出料口接一个振动送粉器4;该振动送粉器4的出料口通过软管密封连接第二料仓2的进料口。
61.第二料仓2底部固定安装400目第二筛网10,并且第二筛网10配置电磁振动装置,用于调整第二筛网10的振动以使粉体通过第二筛网10下落;第二料仓2的出料口通过软管与第三料仓3密封连接。
62.第三料仓3配置电磁振动器,第三料仓3通过软管连接筛机进料口。
63.设置振动送粉器4的控制器12的振动强度为5(满量程10);
64.设置悬臂重量传感器的反馈上限为3kg,下限为0.5kg;
65.设置第二振动装置7的振动强度为3(满量程10),振动模式设定为连续振动;
66.设置第一振动装置6的振动强度为2(满量程10),振动模式设定为连续振动;
67.启动振动送粉器4的控制器12,振动送粉器4开始送粉;
68.等待15s后启动第二振动装置7,粉体通过第二筛网10下落至第三料仓3;
69.启动第一振动装置6,粉体通过第三料仓3的出料口流向筛机。
70.定期测量流向筛机不锈钢粉(-600目)重量,计算送粉流量,如下表1所示:
71.表1实施例1中送粉流量数据汇总
[0072][0073]
实施例2:
[0074]
在第一料仓1(不锈钢材质,壁厚2mm,内直径3500mm,桶高度500mm,下锥度90度)内装100公斤锡粉,粉末粒度-500目,流动性差(测试霍尔流速:无流动性),第一料仓1内加两层180目第一筛网9,位于底层的第一筛网9距离第一料仓1底部60mm,两层第一筛网9的间距180mm。
[0075]
在第一料仓1底部安装3个喷气振动器,接8mm气管,连接到压力0.8mpa氮气气源;第一料仓1底部出料口接一个振动送粉器4;振动送粉器4出料口通过软管密封连接第二料仓2的进料口。
[0076]
第二料仓2底部固定安装450目第二筛网10,并且第二筛网10配置超声振动装置,用于调整第二筛网10的振动以使粉体通过第二筛网10下落;第二料仓2的出料口通过软管与第三料仓3密封连接。
[0077]
第三料仓3配置电磁振动器,第三料仓3通过软管连接筛机进料口.
[0078]
设置振动送粉器4的控制器12的振动强度6(满量程10);
[0079]
设置悬臂重量传感器的反馈上限为2kg,下限为0.5kg;
[0080]
设置控制第二筛网10的超声振动装置7的输出功率为50%(满量程100%),振动模式设定为脉冲振动,脉冲间隔3秒;
[0081]
设置第一振动装置6的振动强度为4(满量程10),振动模式设定为连续振动;
[0082]
启动振动送粉器4的控制器12,振动送粉器4开始送粉;
[0083]
等待15s后启动超声振动装置,粉体通过第二筛网10下落至第三料仓3;
[0084]
启动第一振动装置6,粉体通过第三料仓3的出料口流向筛机。
[0085]
定期测量流向筛机锡粉(-500目)重量,计算送粉流量,如下表2所示:
[0086]
表2实施例2中送粉流量数据汇总
[0087][0088]
实施例3:
[0089]
在第一料仓1(不锈钢材质,壁厚2mm,内直径3500mm,桶高度500mm,下锥度90度)内装80公斤超细铜粉,粉末粒度-635目,流动性差(测试霍尔流速:无流动性),第一料仓1内加两层180目第一筛网9,位于底层的第一筛网9距离第一料仓1底部60mm,两层第一筛网9的间距180mm。
[0090]
在第一料仓1底部安装3个喷气振动器,接8mm气管,连接到压力0.8mpa氮气气源;第一料仓1底部出料口接一个振动送粉器4;振动送粉器4出料口通过软管密封连接第二料仓2的进料口。
[0091]
第二料仓2底部固定安装400目第二筛网10,并且第二筛网10配置超声振动装置,用于调整第二筛网10的振动以使粉体通过第二筛网10下落;第二料仓2的出料口通过软管与第三料仓3密封连接。
[0092]
第三料仓3配置电磁振动器,第三料仓3通过软管连接筛机进料口。
[0093]
设置振动送粉器4的控制器12的振动强度7(满量程10);
[0094]
设置悬臂重量传感器的反馈上限为1.5kg,下限为0.5kg;
[0095]
设置控制第二筛网10的超声振动装置7的输出功率为50%(满量程100%),振动模式设定为脉冲振动,脉冲间隔3秒;
[0096]
设置第一振动装置6的振动强度为4(满量程10),振动模式设定为连续振动;
[0097]
启动振动送粉器4的控制器12,振动送粉器4开始送粉;
[0098]
等待15s后启动超声振动装置,粉体通过第二筛网10下落至第三料仓3;
[0099]
启动第一振动装置6,粉体通过第三料仓3的出料口流向筛机。
[0100]
定期测量流向筛机超细铜粉(-635目)重量,计算送粉流量,如下表3所示:
[0101]
表3实施例3中送粉流量数据汇总
[0102][0103]
结合表1,表2和表3可以看出,流量稳定性较好,在10%波动范围内,对于粒径在25μm以内的超细粉末,整个送粉过程无粉体团聚、结块的情况出现,并且送粉量可调,能够有效防止架桥堵粉的现象发生。
[0104]
本发明中的定量送粉装置可以适用于钛粉、微细铜粉、锡粉以及不锈钢粉末的输送。
[0105]
需要说明的是,本发明的说明书和权利要求书中的术语“包括”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列部件不必限于清楚地列出的那些部件,而是可包括没有清楚地列出的或对于部件固有的其它部件。
[0106]
在本发明中,术语“上”、“下”、“底”、“顶”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本发明及其实施例,并非用于限定所指示的装置、元件或者组成部分必须具有特定方位,或以特定方位进行构造和操作。
[0107]
并且,上述部分术语除了可以用于表示方位或者位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或者连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本发明中的具体含义。
[0108]
另外,本发明中涉及的“第一”、“第二”等的描述,该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
[0109]
另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0110]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。技术特征:
1.一种超细粉体定量送粉装置,其特征在于,包括上下依次连通的第一料仓、第二料仓和第三料仓,并且所述第一料仓和所述第二料仓之间连接有振动送粉机构;所述第二料仓内设置有振动筛分机构,并且所述第二料仓连接有重量监控器,用于监测所述振动筛分机构上粉末重量并反馈至所述振动送粉机构;所述第三料仓连接有第一振动装置,用于防止粉末附着在仓壁上。2.根据权利要求1所述的超细粉体定量送粉装置,其特征在于,所述振动筛分机构包括设置在所述第二料仓内部的第二筛网,以及连接所述第二筛网的第二振动装置;优选的,所述第二筛网的目数为400~600目。3.根据权利要求1所述的超细粉体定量送粉装置,其特征在于,所述振动送粉机构包括振动送粉器以及与其控制连接的控制器,所述振动送粉器分别连通所述第一料仓的出料口以及第二料仓的进料口。4.根据权利要求1所述的超细粉体定量送粉装置,其特征在于,所述第一料仓内部设置有至少一个第一筛网,所述第一筛网的目数为40~200目。5.根据权利要求4所述的超细粉体定量送粉装置,其特征在于,所述第一筛网设置有多个,且相邻两个所述第一筛网的间距为150~250mm;靠近所述第一料仓底部的所述第一筛网,其与所述第一料仓出料口的间距为50~200mm。6.根据权利要求1所述的超细粉体定量送粉装置,其特征在于,所述第一料仓底部外接有至少一个第三振动装置,用于防止粉体架桥。7.根据权利要求2或6所述的超细粉体定量送粉装置,其特征在于,所述第一振动装置为超声振动装置或电磁振动装置,所述第二振动装置为超声振动装置或电磁振动装置,所述第三振动装置为喷气振动装置。8.根据权利要求1或2或3或6所述的超细粉体定量送粉装置,其特征在于,还包括控制系统,所述控制系统分别控制连接所述第一振动装置、所述第二振动装置、所述第三振动装置、所述控制器和所述重量监控器。9.根据权利要求3所述的超细粉体定量送粉装置,其特征在于,所述第二料仓的进料口和所述振动送粉器之间连接有第一软管,所述第二料仓和所述第三料仓之间连接有第二软管。10.一种超细粉体定量送粉方法,其特征在于,所述的方法基于权利要求1-9任一项所述的超细粉体定量送粉装置,其中,所述的方法包括以下步骤:调节振动送粉机构以控制第一料仓的送粉流量,并通过重量监控器实时监测第二料仓内粉末重量以调控所述振动送粉机构;持续或间歇启动振动筛分机构,以控制粉末连续或定量输送至第三料仓;持续或间歇启动第一振动装置以使粉末连续均匀通过第三料仓出料口。
技术总结
本发明提供了一种超细粉体定量送粉装置及方法,该超细粉体定量送粉装置包括上下依次连通的第一料仓、第二料仓和第三料仓,并且第一料仓和第二料仓之间连接有振动送粉机构;第二料仓内设置有振动筛分机构,并且第二料仓连接有重量监控器,用于监测振动筛分机构上粉末重量并反馈至振动送粉机构;第三料仓连接有第一振动装置,用于防止粉末附着在仓壁上。该送粉装置通过振动送粉机构、振动筛分机构、重量监控器以及第一振动装置的设置,使得整个送粉装置实现超细粉体的定量送粉,且送粉过程中无粉体团聚、结块,有效防止架桥堵粉的现象发生。有效防止架桥堵粉的现象发生。有效防止架桥堵粉的现象发生。
技术研发人员:李志刚 王志刚 林刚 贺会军 温余苗 刘建 张富文 张品
受保护的技术使用者:北京康普锡威科技有限公司
技术研发日:2022.03.01
技术公布日:2022/5/30
声明:
“超细粉体定量送粉装置及方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 779
编辑:北方有色网
来源:北京康普锡威科技有限公司
779
编辑:北方有色网
来源:北京康普锡威科技有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















