1.本发明属于膜制备技术领域,涉及一种聚四氟乙烯过滤膜的制备,尤其涉及一种半导体行业用的聚四氟乙烯过滤膜的制备。
背景技术:
2.微孔折叠膜滤芯也叫微孔滤芯/折叠膜滤芯,其以复合型折叠式微膜作为过滤的介质,通过膜表面的微孔筛选,达到一定的微粒过滤作用。微孔膜折叠式滤芯因具有高截留率、高流通量、低压差和广泛的化学相容性等特点,在医药、食品、饮料、啤酒、化工等行业中广泛使用,微孔折叠膜滤芯中的滤膜材料主要有聚四氟乙烯ptfe、聚偏氟乙烯pvdf、聚丙烯pp和聚醚砜pes等。其中,聚四氟乙烯ptfe是一种对强酸、强碱、有机溶剂等具有良好耐受性的膜材料,以ptfe为原料制备的微孔膜折叠式滤芯具有孔径分布均匀、孔隙率高、水通量大、截留率高、良好的化学耐受性和热稳定性等特点,广泛应用于各领域。
3.在空气水过滤领域,申请号为201810488542.6的发明专利申请就公开了一种超滤微孔反渗透ptfe膜的制备方法、滤芯及过滤系统,其先将ptfe树脂与润滑剂置于高温混料机中混合并熟化,得到糊料;其次将糊料经挤出机设备挤出成型得到初料;然后将初料在150-350℃温度下先经过纵向拉伸制备成基膜,然后在横向拉伸机上拉伸成宽幅为1-3m的ptfe双向拉伸微孔膜;再在naoh的碱性催化下采用聚丙烯酸丁脂的乙醇溶液浸润peft膜,对peft膜表面进行水解改性;再将ptfe微孔复合膜表面喷涂氟树脂悬浮乳液并烘干;最后烧结定型,制得超滤微孔反渗透ptfe膜。其通过对ptfe树脂及润滑剂混合、熟化、挤出、拉伸、改性、复合、烧结,制得超滤微孔反渗透ptfe膜,ptfe膜的平均孔径最小可达0.9um。
4.在光谱检测领域,申请号为2015109866589的发明专利申请就公开了一种带有防水防尘透气膜的光谱仪氩气过滤器的滤芯,其芯管的内孔壁面周圈沿左、右长度方向设有内层防水防尘透气膜,芯管的外径表面周圈沿左、右长度方向设有外层防水防尘透气膜,外层防水防尘透气膜的外表面周圈沿左、右长度方向设有毛线过滤层;内层防水防尘透气膜和外层防水防尘透气膜由聚四氟乙烯膨化拉伸扩展而成,拉伸之后的聚四氟乙烯膜的表面每平方寸有90多亿个微孔,每个微孔直径为0.1~0.3微米。
5.微孔折叠膜滤芯除了在医药、食品、饮料、啤酒、化工等行业中广泛使用外,近年来在半导体制造领域也逐渐越来越广泛应用。电子半导体行业精密过滤器(包括微孔折叠膜滤芯)主要应用于:液晶显示、光刻机、光盘、
铜箔、集成电路及其他微电子及电子产品制造过程的各种化学品及处理;电镀液、工艺气体纯化和净化间气体过滤;半导体、仪表、显像管等生产厂的纯水制备、洗涤水的过滤;电子、微电子、半导体工业用高纯水预过滤、终端过滤;工艺用水前处理、磁带涂剂,预过滤;滤冷却水,清除
电解铜箔稳定槽中的杂质、纯净的水过滤器、化学药浆过滤、
芯片研磨废水的循环过滤、过滤pcb印刷油墨、铜箔除油膜过滤器滤芯之前制造;印刷线路板、电镀液、芯片处理液、高纯水、膜过滤前级处理;各种电镀液及水过滤。
6.根据电子半导体行业的特殊性,其对过滤膜的过滤精度也提出了更高要求,其过
滤精度要求可高达10nm。而传统的医药、食品、饮料、啤酒、化工等行业中,滤芯的过滤膜的过滤精度大多为300-500nm,过滤精度要求高一点的可到100nm,但也很难适用于电子半导体行业中10nm的过滤精度。因而,很有必要提供一种过滤精度达到10nm的半导体行业用聚四氟乙烯过滤膜的制备方法。
技术实现要素:
7.本发明的目的在于:为了解决现有技术中聚四氟乙烯过滤膜的过滤精度较低、无法达到10nm的技术问题,提供一种半导体行业用聚四氟乙烯过滤膜的制备方法。
8.一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料;s2,挤出;将步骤s1的混合料通过模具挤出,形成带材;步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带;步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带;步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜;步骤s5中,横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度;在扩幅区内的高温环境中,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜;在稳定区内,薄膜在相同宽度的轨道上运行,薄膜在扩幅区内形成的孔径进一步稳定;在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成双向拉伸薄膜。
9.进一步地,步骤s5中,预热区的轨道宽度为80-120mm,扩幅区的轨道宽度由80-120mm逐渐增大到1400-1700mm;稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1500-1800mm;定型区温度的轨道宽度等于稳定区的轨道宽度。
10.更进一步地,预热区的轨道宽度为100mm,扩幅区的轨道宽度由100mm逐渐增大到1500mm;稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1600mm;定型区温度的轨道宽度为1600mm。
11.进一步地,步骤s5中,预热区温度为200-250
°
c,扩幅区温度为250-300
°
c,稳定区温度为250-300
°
c,定型区温度为300-400
°
c。
12.更进一步地,步骤s5中,预热区温度为220
°
c,扩幅区温度为290
°
c,稳定区温度为290
°
c,定型区温度为360
°
c。
13.进一步地,步骤s1中,聚四氟乙烯分散树脂与助剂的重量比为1:3-1:5;步骤s2中,在挤出带材时,挤出的带材的厚度为0.2-0.8mm;步骤s3中,压延时,压薄后的基带的厚度为0.1-0.7mm;步骤s4中,纵向拉伸时,纵向拉伸倍率为3-20倍;步骤s5中,横向拉伸时,横向拉伸倍率为5-20倍。
14.进一步地,步骤s4中,纵向拉伸时,使用3辊或5辊的拉伸烘箱,利用辊速差对基带
进行拉伸,拉伸温度为250-300
°
c,辊转速为5-10m/min。
15.本发明的有益效果如下:1、本发明中,基带在横向拉伸的过程中,在预热区,基带被加热到利于扩幅的温度,在扩幅区的高温环境下,轨道由窄变宽,从而将基带进行横向拉伸扩幅,并形成均匀的孔径,在稳定区,膜在相同宽度的轨道运行一段距离,保证在扩幅区形成的孔径进一步稳定,在定型区,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的薄膜;通过调整纵向拉伸工艺参数、调整横向拉伸工序的分区、温度、轨道宽幅,即可生产满足10nm滤芯的聚四氟乙烯薄膜。
16.2、本发明中,混料时,仅采用聚四氟乙烯分散树脂与助剂按比例混合,不含其它材质,材料洁净,不会带入杂质元素,满足过滤需求较高的过滤器。
具体实施方式
17.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
18.因此,以下对本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例1一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
20.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
21.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
22.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
23.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
24.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
25.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
26.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
27.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.4m/min。
28.步骤s5,横向拉伸;
将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
29.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
30.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
31.其中,预热区温度为210
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1400mm。稳定区温度为260
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为310
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度,轨道宽度为1700mm。
32.实施例2一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
33.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
34.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
35.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.4mm。
36.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
37.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.3mm。
38.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
39.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为6倍。
40.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为270
°
c,辊转速为7m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.3m/min。
41.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
42.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为8倍。
43.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一
段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
44.其中,预热区温度为220
°
c,预热区的轨道宽度为90mm。扩幅区温度为270
°
c,扩幅区的轨道宽度由100mm逐渐增大到1500mm。稳定区温度为265
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1600mm。定型区温度为330
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度。
45.实施例3一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
46.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:4的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
47.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
48.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.5mm。
49.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
50.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.4mm。
51.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
52.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为10倍。
53.在进行纵向拉伸时,使用5辊的拉伸烘箱,拉伸温度为280
°
c,辊转速为8m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1m/min。
54.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
55.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为12倍。
56.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
57.其中,预热区温度为225
°
c,预热区的轨道宽度为100mm。扩幅区温度为275
°
c,扩幅区的轨道宽度由110mm逐渐增大到1600mm。稳定区温度为270
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为350
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度。
58.实施例4一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
59.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:5的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
60.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
61.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.7mm。
62.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
63.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.6mm。
64.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
65.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为15倍。
66.在进行纵向拉伸时,使用5辊的拉伸烘箱,拉伸温度为290
°
c,辊转速为9m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
67.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
68.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为15倍。
69.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
70.其中,预热区温度为240
°
c,预热区的轨道宽度为110mm。扩幅区温度为290
°
c,扩幅区的轨道宽度由110mm逐渐增大到1700mm。稳定区温度为290
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1800mm。定型区温度为380
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度。
71.基于实施例1,设计了多个试验例,每个试验例的具体内容如下:试验例1s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
72.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
73.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
74.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
75.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
76.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
77.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
78.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
79.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
80.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
81.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
82.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
83.其中,预热区温度为220
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1400mm。稳定区温度为260
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为310
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度,轨道宽度为1700mm。
84.试验例2s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
85.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
86.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
87.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
88.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
89.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
90.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中
的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
91.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
92.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
93.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
94.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
95.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
96.其中,预热区温度为210
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1500mm。稳定区温度为260
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为310
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度,轨道宽度为1700mm。
97.试验例3s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
98.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
99.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
100.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
101.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
102.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
103.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
104.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
105.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
106.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
107.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
108.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
109.其中,预热区温度为210
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1600mm。稳定区温度为260
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为310
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度,轨道宽度为1700mm。
110.试验例4一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
111.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
112.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
113.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
114.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
115.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
116.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
117.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
118.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
119.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
120.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
121.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基
带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
122.其中,预热区温度为210
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1400mm。稳定区温度为280
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为310
°
c,定型区温度的轨道宽度等于稳定区的轨道宽度,轨道宽度为1700mm。
123.试验例5一种半导体行业用聚四氟乙烯过滤膜的制备方法,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料。
124.混料时,聚四氟乙烯分散树脂采用国产聚四氟乙烯分散树脂,按照1:3的重量比将聚四氟乙烯分散树脂与助剂进行混合。其中,助剂为异构烷烃溶剂。
125.s2,挤出;将步骤s1的混合料通过模具挤出,形成带材。
126.在挤出带材时,通过模具挤出并形成带材,挤出的带材的厚度为0.3mm。
127.步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带。
128.通过压延工序将带材厚度压薄,压薄后的基带的厚度为0.2mm。
129.为了得到孔径小、孔隙率高的双向拉伸聚四氟乙烯膜,必须重点控制拉伸工序中的各项参数,具体为:步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带。
130.通过高温纵向拉伸,使基带纵向延展、厚度变薄、强度变大、形成孔隙;纵向拉伸时,纵向拉伸倍率为4倍。
131.在进行纵向拉伸时,使用3辊的拉伸烘箱,拉伸温度为255
°
c,辊转速为6m/min。利用辊速差对基带进行拉伸,相邻两根辊的辊转速差为1.1m/min。
132.步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜。
133.通过高温横向拉伸,使基带横向延展、厚度进一步变薄、横向强度变大、孔隙减小;横向拉伸时,横向拉伸倍率为5倍。
134.横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度。在扩幅区内的高温环境中,轨道宽度由窄到宽,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜。在稳定区内,薄膜在相同宽度的轨道上运行一段距离,保证薄膜在扩幅区内形成的孔径进一步稳定。在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的双向拉伸薄膜。
135.其中,预热区温度为210
°
c,预热区的轨道宽度为88mm。扩幅区温度为260
°
c,扩幅区的轨道宽度由88mm逐渐增大到1400mm。稳定区温度为260
°
c,稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1700mm。定型区温度为280
°
c,定型区温度的轨道宽度
等于稳定区的轨道宽度,轨道宽度为1700mm。
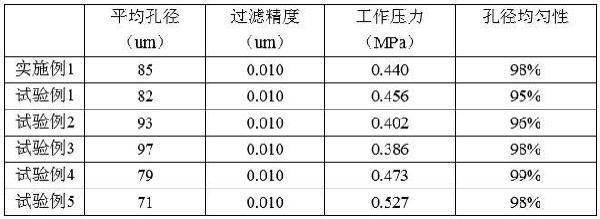
136.采用实施例1以及试验例1-5的方法制备的聚四氟乙烯过滤膜进行性能检测,得到如下的检测结果,如表1所示:表1通过上述测试结果可知:1、采用本技术的方法制备的聚四氟乙烯过滤膜的过滤精度可达10nm;2、采用本技术的方法制备的聚四氟乙烯过滤膜的孔径均匀性较高;3、制备时,预热区温度升高,聚四氟乙烯过滤膜的孔径减小;4、制备时,扩幅区的轨道宽度增加,聚四氟乙烯过滤膜的孔径增大;5、制备时,稳定区温度升高,聚四氟乙烯过滤膜的孔径减小;6、制备时,定型区温度降低,聚四氟乙烯过滤膜的孔径减小。
137.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。技术特征:
1.一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于,包括如下步骤:s1,混料;将聚四氟乙烯分散树脂与助剂按比例混合,得到混合料;s2,挤出;将步骤s1的混合料通过模具挤出,形成带材;步骤s3,压延;将步骤s2的带材进行压延处理,得到压薄后的基带;步骤s4,纵向拉伸;将步骤s3的基带进行纵向拉伸处理,得到纵向拉伸后的基带;步骤s5,横向拉伸;将步骤s4的纵向拉伸后的基带进行横向拉伸,得到双向拉伸薄膜;步骤s5中,横向拉伸包括预热区、扩幅区、稳定区和定型区;在预热区内,将纵向拉伸后的基带加热至预热温度;在扩幅区内的高温环境中,轨道宽度逐渐增加,基带进行横向拉伸扩幅,形成孔径均匀的薄膜;在稳定区内,薄膜在相同宽度的轨道上运行,薄膜在扩幅区内形成的孔径进一步稳定;在定型区内,通过高温固化聚四氟乙烯微观孔隙结构,形成双向拉伸薄膜。2.如权利要求1所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:步骤s5中,预热区的轨道宽度为80-120mm,扩幅区的轨道宽度由80-120mm逐渐增大到1400-1700mm;稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1500-1800mm;定型区温度的轨道宽度等于稳定区的轨道宽度。3.如权利要求2所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:预热区的轨道宽度为100mm,扩幅区的轨道宽度由100mm逐渐增大到1500mm;稳定区的轨道宽度大于扩幅区的轨道宽度,稳定区的轨道宽度为1600mm;定型区温度的轨道宽度为1600mm。4.如权利要求1所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:步骤s5中,预热区温度为200-250
°
c,扩幅区温度为250-300
°
c,稳定区温度为250-300
°
c,定型区温度为300-400
°
c。5.如权利要求4所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:步骤s5中,预热区温度为220
°
c,扩幅区温度为290
°
c,稳定区温度为290
°
c,定型区温度为360
°
c。6.如权利要求1所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:步骤s1中,聚四氟乙烯分散树脂与助剂的重量比为1:3-1:5;步骤s2中,在挤出带材时,挤出的带材的厚度为0.2-0.8mm;步骤s3中,压延时,压薄后的基带的厚度为0.1-0.7mm;步骤s4中,纵向拉伸时,纵向拉伸倍率为3-20倍;步骤s5中,横向拉伸时,横向拉伸倍率为5-20倍。7.如权利要求1所述的一种半导体行业用聚四氟乙烯过滤膜的制备方法,其特征在于:步骤s4中,纵向拉伸时,使用3辊或5辊的拉伸烘箱,利用辊速差对基带进行拉伸,拉伸温度为250-300
°
c,辊转速为5-10m/min。
技术总结
本发明公开了一种半导体行业用聚四氟乙烯过滤膜的制备方法,属于膜制备技术领域中的聚四氟乙烯过滤膜的制备,其目的在于解决现有技术中聚四氟乙烯过滤膜的过滤精度较低、无法达到10nm的技术问题。制备时,基带在横向拉伸的过程中,在预热区,基带被加热到利于扩幅的温度,在扩幅区的高温环境下,轨道由窄变宽,从而将基带进行横向拉伸扩幅,并形成均匀的孔径,在稳定区,膜在相同宽度的轨道运行一段距离,保证在扩幅区形成的孔径进一步稳定,在定型区,通过高温固化聚四氟乙烯微观孔隙结构,形成性能稳定、强度高的薄膜;通过调整纵向拉伸工艺参数、调整横向拉伸工序的分区、温度、轨道宽幅,即可生产满足10nm滤芯的聚四氟乙烯薄膜。膜。
技术研发人员:李建友 安振华 钱剑中 陈尧
受保护的技术使用者:安徽省众望科希盟科技有限公司
技术研发日:2023.04.02
技术公布日:2023/5/5
声明:
“半导体行业用聚四氟乙烯过滤膜的制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1212
编辑:北方有色网
来源:安徽省众望科希盟科技有限公司
1212
编辑:北方有色网
来源:安徽省众望科希盟科技有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















