:
1.本发明涉及一种大型侧吹熔炼炉及熔炼方法,属于冶炼设备及冶炼方法领域。
背景技术:
2.侧吹熔炼炉是一个具有固定炉床、横截面为矩形的竖炉,现有侧吹熔炼炉为双室结构,两个炉室沿炉体长度方向排布,底部连通,上部被水冷炉渣隔墙分离。大的炉室为反应区,小的炉室为贫化区;反应区的两侧墙下部各设有一排一次风口,炉顶设有若干下料口和一个烟气出口,烟气出口设于炉顶靠近贫化区的一端。
3.目前侧吹熔炼炉已经成为最具竞争力的一种
铜冶炼熔炼窑炉。但基于其反应机理和工况特点,侧吹熔炼炉反应区炉床宽度固定在 2-2.5m之间,炉体纵向截面的结构和尺寸已趋于最优,并无大的变化,只能通过炉体长度的调整来适应不同的产能。因此,现有结构侧吹熔炼炉多应用于年产能为5-25万吨
阴极铜的铜冶炼生产线。如果将现有结构的侧吹熔炼炉应用于产能超过30万吨/年以上的铜冶炼生产线,只能通过进一步加长炉体、增加一次风口和下料口数量来实现,存在的问题是:
4.(1)现有结构侧吹熔炼炉的烟气出口位于反应区内的一端顶部,反应区熔体液面以上、炉顶以下的空间为炉内烟气通道,通过炉内烟气通道的烟气量过大,烟气流速高,导致烟气自下料口外溢散,同时会增加熔炼炉的烟尘率。
5.(2)反应区和贫化区加长,炉体总长过大,受热后的膨胀量大,不利于炉体结构的稳定。
6.(3)炉渣向贫化区运移的距离长,经过的风口数量多,炉渣会过吹,易发生泡沫渣喷发事故。
7.(4)现有的侧吹熔炼炉大多使用水冷烟道,容易爆管,安全隐患大。
技术实现要素:
8.基于现有侧吹熔炼炉通过进一步加长炉体、增加一次风口和下料口数量来进一步提高产量存在的一系列问题,本发明的第一个目的在于提供一种新型的侧吹熔炼炉,以实现其大型化应用。
9.本发明的第二个目的在于提供一种熔炼方法。
10.本发明的第一个目的由如下技术方案实施:
11.一种大型侧吹熔炼炉,其包括炉体、烟道和下料单元;
12.所述炉体为单室结构,包括从下到上的炉缸、炉身、炉膛和炉顶,在所述炉身内部两侧墙之间竖直设置两道炉渣隔墙,所述炉身被两道所述炉渣隔墙贯穿,分隔出一个贫化区和两个反应区,贫化区位于两道炉渣隔墙之间的炉身内,两个反应区位于两道炉渣隔墙相对外侧的炉身内;
13.在两个所述反应区的两侧水平设置一次风口;
14.在所述炉缸的一端设有虹吸道,所述虹吸道的出口高于所述炉渣隔墙的底面;在
所述贫化区的一侧设有排渣口;
15.在所述炉顶上部,位于所述炉身贫化区正上方的位置设有与所述炉膛连通的烟道;
16.在所述炉顶上部,所述烟道两端各设有一套与所述炉膛连通的下料单元。
17.进一步的,所述一次风口通过支管与富氧空气总管连接,每个反应区的富氧空气总管分别设置有流量计;一次风口由圆锥台形铜水套制成,浸没于渣层内,与所述排渣口底面的高差为300-600mm,风口通径为38-42mm。
18.进一步的,所述炉缸由炉底、炉缸端墙、炉缸侧墙围成,所述炉底为
耐火砖砌筑的反拱形结构,所述炉缸侧墙之间的距离为 1700-2200mm,炉缸的高度为700-1300mm,炉缸端墙和炉缸侧墙顶面向下300-400mm的位置由平板铜水套和耐火砖混合砌筑。
19.进一步的,所述虹吸道为一个倾斜向上的孔道,自所述炉缸端墙的底部向上、向外倾斜延伸,并贯穿所述炉缸端墙,炉缸端墙之外的所述虹吸道周围的耐火砖厚度不小于500mm,所述虹吸道的倾角为 25-35
°
,高度h5为1100-1800mm。
20.进一步的,炉身由铜水套制成的炉身侧墙和炉身端墙围成,炉身侧墙分为竖直设置的下段炉身侧墙和倾斜设置的上段炉身侧墙,下段炉身侧墙的顶部与上段炉身侧墙的底部对齐设置;两侧下段炉身侧墙的间距比炉缸侧墙之间的距离大300mm,上段炉身侧墙顶部之间的距离与炉膛的最小宽度相等;炉身高度h2为2500-4000mm。
21.进一步的,炉身侧墙、炉身端墙和炉渣隔墙由多块铜水套拼接而成,位于炉内的铜水套表面水平设有多排大燕尾槽,在相邻大燕尾槽之间水平设有小燕尾槽;所述大燕尾槽内嵌设有耐火砖,耐火砖凸出于对应的铜水套表面,相邻耐火砖之间形成的沟槽及小燕尾槽内填充有浇筑料。
22.进一步的,所述炉渣隔墙底部中间设有拱形的炉渣通道。
23.进一步的,所述排渣口由u形铜水套制成,其底面高度高于炉渣隔墙的底面600-900mm。
24.进一步的,贫化区内的所述炉身侧墙上也设有一次风口。
25.进一步的,所述炉膛由耐火砖砌筑的炉膛端墙和炉膛侧墙围成,所述炉膛的高度h3为2000-3200mm,宽度为3000-4500mm,炉膛侧墙的内侧为阶梯形,炉膛侧墙中间部分高度h4为2800-4000mm,炉膛侧墙和炉膛端墙底面向上1000-1500mm的区域由平板铜水套和耐火砖混合砌筑,两个所述炉膛端墙上均设有观察口,两个所述炉膛侧墙上各设有一排二次风口。
26.进一步的,所述炉顶包括分设于所述炉膛顶部两端的两套炉盖,两套所述炉盖之间设有所述烟气出口,所述烟气出口与所述烟道连通;
27.炉盖包括若干块内衬耐火材料的拱形钢制水套,所述钢制水套在炉体长度方向上并排设置,每套炉盖都设有若干个下料口和二次风口,所述下料口设置在所述炉盖的拱顶处,且间隔布置在不同的钢制水套上,并与下料单元的下料斗连接,二次风口设在无下料口的单块拱形钢制水套上,每块两个。
28.进一步的,每套所述下料单元包括下料皮带、犁式卸料器和下料斗,所述下料斗的出口与所述下料口连通,每套所述下料单元的上游依次连接输送皮带、计量皮带和料仓,共同构成两套独立的给配料单元;每套给配料单元单独计量、配料,分别向两套炉顶盖的下料
口输送配好的炉料。
29.进一步的,所述烟气出口是由下部烟气隔墙和上部烟气围墙组成的铜水套结构,所述烟气隔墙被所述炉盖和所述炉膛侧墙夹持,伸入并贯穿所述炉膛。
30.进一步的,所述烟道设于所述烟气出口上部,由耐火材料砌筑而成,其底面与烟气出口的顶面之间留有间隙。
31.进一步的,所述“平板铜水套和耐火砖混合砌筑”为在炉墙中砌入若干层与耐火砖厚度相等的平板铜水套,平板铜水套和耐火砖由耐火泥粘结为整体,不需要设置支撑或固定平板铜水套的机构,每两层平板铜水套之间砌筑2-5层耐火砖,平板铜水套的宽度不大于炉墙的厚度,不小于300mm。
32.进一步的,所述炉膛与炉身顶部之间留有间隙。
33.本发明的第二个目的由如下技术方案实施:
34.一种熔炼方法,
铜精矿、返料、燃料、熔剂等炉料经所述给配料单元单独计量、配料,分别输送至所述两个反应区内,具体过程如下:不同炉料分置于每套所述给配料单元的不同料仓内,经料仓下部可调速的计量皮带汇入输送皮带完成炉料的计量和配料,配好的炉料经输送皮带和下料皮带输送至炉顶上部的下料斗处,置于每个下料斗侧的犁式卸料器将下料皮带上的一部分炉料刮入下料斗,全部炉料经若干个与下料斗连接的下料口进入炉内反应区。含铜物料(铜精矿和返料) 的下料量根据其含铜量、生产线产能、铜回收率和侧吹熔炼炉的作业时间计算。燃料下料量根据炉温确定。熔剂下料量根据炉渣含铁量和渣型的铁硅比计算。
35.富氧空气(一次风)总量经所述位于富氧空气总管上的流量计单独计量后通过所述一次风口分别鼓入两个所述反应区的渣层,剧烈地搅动所述一次风口上方的熔体,迅速完成炉料的熔化、氧化和造渣,冰铜密度大、落入所述炉缸形成冰铜层,炉渣密度小、浮于冰铜层上部形成渣层,反应生成的冶炼烟气进入所述炉膛;
36.每个反应区的富氧空气总流量、冰铜产量、炉渣产量、炉渣含铁量和烟气量根据冶金计算确定;
37.综上,两个所述反应区的富氧空气流量和炉料的下料量分别计量、控制,相当于分别控制两个中小型侧吹熔炼炉,产出冰铜、炉渣和烟气。
38.两个反应区内所述一次风口下部的炉渣在虹吸作用下经所述炉渣隔墙底部进入炉身内部的所述贫化区,炉渣在自下向上的流动、扩散过程得以进一步贫化,降低渣含铜,贫化后的炉渣上升至所述排渣口后连续溢流排出。
39.落入所述炉缸下部的冰铜通过所述虹吸道连续放出,根据冰铜、炉渣成分和所述排渣口的高度,调整所述虹吸道的高度,从而使冰铜层的高度低于炉渣隔墙。
40.两个所述反应区的冶炼烟气分别进入两个炉内烟气通道(所述炉盖以下、熔体液面以上的空间),以低流速在所述烟气出口汇合后通过所述烟道进入余热锅炉,二次配风通过所述炉膛侧墙和所述炉盖的二次风口鼓入炉内,烟气中的单体硫和易燃物质与二次配风混合、燃烧,烟气中的悬浮颗粒、液滴在流动过程中,在炉顶二次风幕的作用下进一步沉降,以降低烟尘率。
41.通过锅炉烟气出口的残氧率来控制二次配风的风量。
42.进一步的,所述返料指除铜精矿以外的其他含铜物料,如吹炼渣、烟灰、渣
浮选铜
精矿。
43.进一步的,所述铜精矿品位为15-30%,冰铜品位为55-77%,铁硅比为1.5-2.5,炉温为1200-1350℃。
44.进一步的,燃料率为1-5%,所述一次风鼓风压力为0.1-0.13mpa,一次风氧浓为70-90%,二次风的鼓风压力为15-25kpa,二次风氧浓为15-80%,炉渣含铜为1-2.5%,烟尘率为1-2%,残氧率为2-4%。
45.补充说明:进一步的,反应区长度的确定:风口承受的熔体背压可计算,富氧空气总流量已知,根据上述参数可计算出每个风口的富氧空气流速和风口数量。风口之间的间距为600mm,进而可根据风口数量计算出炉身反应区的长度。进一步的,贫化区长度的确定:根据炉渣产量、贫化时间计算出炉身贫化区内的炉渣体积,再由炉渣体积、炉身宽度和排渣口底面与炉渣隔墙底面的高差计算。
46.进一步的,炉身长度等于两个反应区的长度、炉渣隔墙的厚度、贫化区长度之和,炉缸长度等于炉身长度,炉膛长度等于炉身长度。
47.本发明的优点:
48.1.本发明的一种大型侧吹熔炼炉适用于年产30-50万吨阴极铜,或年产相应规模阳极铜,或年产相应规模粗铜的单条铜冶炼生产线 (以上不同产品的含铜比率不同,产能规模可根据含铜比率换算,为统一,下文述及的产能特指生产线的产品为阴极铜)。
49.2.炉体为单室结构,烟气出口位于炉顶的两套炉盖之间,炉内的冶炼烟气被分为两部分,炉内烟气通道由一个变为两个,烟气流速也相应降低,烟气不会外逸,改善了操作环境,同时有利于降低熔炼炉烟尘率,突破了现有结构侧吹熔炼炉炉内烟气通道截面积的限制,现有结构
侧吹炉若要获得与本发明相同的烟气流速,需将炉内烟气通道的截面积加倍,导致炉体过高。
50.3.贫化区设置在烟气出口的正下方,具有以下优点:
51.(1)将侧吹熔炼炉的反应区一分为二,每个反应区各配备一套给配料单元,入炉物料单独计量、配料、输送、下料,每个反应区的富氧空气总流量单独计量,相当于将一个大型侧吹熔炼炉分为两个中小型侧吹熔炼炉进行控制,产能10-25万吨/年的中小型侧吹熔炼炉的控制技术已成熟运用。
52.(2)炉渣自反应区向贫化区的运移距离缩短,炉渣不过吹。
53.(3)炉体长度缩短了一个贫化区的长度,膨胀量小,炉体的结构稳定性强。
54.4.烟道为耐火材料砌筑而成,安全性高。
55.5.炉渣隔墙底部设有拱形炉渣通道,局部提升了炉渣隔墙的底部高度,适应冰铜高度的波动;贫化区侧墙设置了一次风口,该一次风口正常作业时被封堵,当炉渣温度低、流动性不好时,打开通入富氧空气,利用反应热提高贫化区的温度,使炉渣能够顺利流动;以上两点增加了熔炼炉的容错能力。
56.6.炉缸和炉膛的关键部位由耐火砖和铜水套混合砌筑,使其能够承受1350℃高温熔体和烟气的侵蚀、冲刷,炉墙保留厚度大,提高了炉体的使用寿命和结构稳定性。
57.7.排渣口为一个u形铜水套,能够耐受1350℃高温炉渣的冲刷、侵蚀,不需热修。
58.8.炉身侧墙和炉身端墙内侧镶砖、浇筑,覆盖了铜水套之间的安装间隙,避免了开炉初期的熔体从安装间隙泄露,铜水套不与熔体和烟气直接接触,利于降低炉体热损失并
增加了铜水套的使用寿命。
59.9.炉顶盖设置二次风口,不易被喷溅熔体挂渣堵塞,二次风喷向炉内熔体并形成多道风幕,对悬浮液滴和粉尘具有很强的阻挡和收集作用,有利于进一步减低熔炼炉的烟尘率和燃料率。
60.10.炉身与炉膛之间留有间隙,烟气出口与上升烟道之间留有间隙,避免炉体受热膨胀后,炉身和烟气出口挤压变形。
附图说明:
61.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
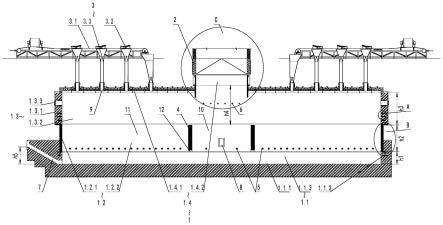
62.图1为实施例1大型侧吹熔炼炉的结构示意图;
63.图2为图1的纵截面图(不包含烟道和下料单元);
64.图3为图1的另一个纵截面图(不包含烟道和下料单元);
65.图4为实施例1大型侧吹熔炼炉的俯视图(不包含烟道和下料单元);
66.图5为图1的a处放大示意图;
67.图6为图1的b处放大示意图;
68.图7为图1的c处放大示意图;
69.图8为图2的d处放大示意图;
70.图9为图8去除耐火砖和浇筑料的示意图。
71.图中:炉体1,炉缸1.1,炉底1.1.1,炉缸端墙1.1.2,炉缸侧墙 1.1.3,炉身1.2,炉身端墙1.2.1,炉身侧墙1.2.2,炉膛1.3,炉膛端墙1.3.1,炉膛侧墙1.3.2,观察口1.3.3,炉顶1.4,炉盖1.4.1,烟气出口1.4.2,烟气围墙1.4.3,烟气隔墙1.4.4,烟道2,下料单元3,下料皮带3.1,犁式卸料器3.2,下料斗3.3,炉渣隔墙4,一次风口5,二次风口6,虹吸道7,排渣口8,下料口9,贫化区10,反应区11,炉渣通道12,支管13,富氧空气总管14,流量计15,铜水套16,耐火砖17,浇筑料18,大燕尾槽19,小燕尾槽20。
具体实施方式:
72.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
73.实施例1:
74.一种应用于年产40万吨阴极铜生产线的大型侧吹熔炼炉,其包括炉体1、烟道2和下料单元3;
75.炉体1为单室结构,包括从下到上的炉缸1.1、炉身1.2、炉膛 1.3和炉顶1.4,在炉身1.2内部两侧墙之间竖直设置两道炉渣隔墙4,炉身1.2被两道炉渣隔墙4分为一个贫化区10和两个反应区11,贫化区10位于炉身中间,两个反应区11位于两道炉渣隔墙4相对外侧的
炉身1.2内,对称设置,规模相同;
76.在两个反应区11内的炉身侧墙1.2.2上水平设有一次风口5;
77.在炉缸1.1的炉缸端墙1.1.2上设有虹吸道7,虹吸道7的出口高于炉渣隔墙4的底端;在贫化区10内的一侧炉身侧墙1.2.2上开设有排渣口8;
78.在炉顶1.4上部,位于炉身1.2贫化区10正上方的位置设有烟道 2;
79.在炉顶1.4上部,烟道2两端各设有一套下料单元3。
80.一次风口5通过支管13与富氧空气总管14连接,每个反应区 11的富氧空气总管14分别设置有流量计15;所有一次风口5由圆锥台形铜水套制成,浸没于渣层内,与排渣口8底面的高差为 300-600mm,风口通径为38mm。
81.炉缸1.1由炉底1.1.1、炉缸端墙1.1.2、炉缸侧墙1.1.3围成,炉底1.1.1为耐火砖砌筑的反拱形结构,炉缸侧墙1.1.3之间的距离为 2200mm,炉缸1.1高度h1为1300mm,炉缸端墙1.1.2和炉缸侧墙 1.1.3顶面向下300-400mm的位置由两层平板铜水套16和耐火砖17 混合砌筑。
82.虹吸道7为一个倾斜向上的孔道,自所述炉缸端墙1.1.2的底部向上、向外倾斜延伸,并贯穿所述炉缸端墙1.1.2,炉缸端墙1.1.2之外的所述虹吸道7周围的耐火砖厚度不小于500mm,所述虹吸道7 的倾角为30
°
,高度h5为1700mm。
83.炉身1.2置于炉缸1.1之上,由铜水套制成的炉身侧墙1.2.2和炉身端墙1.2.1围成,炉身侧墙1.2.2分为竖直设置的下段炉身侧墙和倾斜设置的上段炉身侧墙,下段炉身侧墙1.2.2的顶部与上段炉身侧墙 1.2.2的底部对齐设置;两侧下段炉身侧墙1.2.2的间距为2500mm,上段斜置的两侧炉身侧墙1.2.2的最大间距为3900m;炉身1.2的高度h2为3000mm。
84.炉身侧墙1.2.2、炉身端墙1.2.1和炉渣隔墙4由多块铜水套拼接而成,位于炉内的铜水套表面水平设有多排大燕尾槽19,在相邻大燕尾槽19之间水平设有小燕尾槽20;大燕尾槽19内嵌设有耐火砖,耐火砖凸出于对应的铜水套表面,相邻耐火砖之间形成的沟槽及小燕尾槽20内填充有浇筑料18。炉身贫化区10的长度为6000mm,炉身 1.2的总长为33000mm。
85.炉渣隔墙4底部中间设有拱形的炉渣通道12。
86.排渣口8由u形铜水套制成,其底面高度高于炉渣隔墙4的底面700mm。
87.贫化区10的另一侧侧墙设有2个一次风口5。
88.炉膛1.3位于炉身1.2之上,由炉膛端墙1.3.1和炉膛侧墙1.3.2 围成,炉膛1.3的高度h3为3000mm,最大宽度为4500mm,最小宽度为3900mm,炉膛侧墙的内侧1.3.2为阶梯形,每步台阶的宽度为 75mm,烟气出口下部炉膛侧墙的高度h4为3800mm,炉膛侧墙1.3.2 和炉膛端墙1.3.1底面向上1000-1500mm的区域由4层平板铜水套16 和耐火砖17混合砌筑,两个炉膛端墙1.3.1上各设有一个观察口1.3.3,两个烟道下部的炉膛侧墙1.3.2上各设有一排二次风口6。
89.炉膛1.3底面与炉身1.2的顶面之间留有间隙,间隙处填充有可压缩的耐火材料,如耐火纤维板。
90.炉顶1.4置于炉膛1.3之上,包括分设于炉膛1.3顶部两端的两套对称设置的炉盖1.4.1,两套炉盖1.4.1之间设有烟气出口1.4.2,烟气出口1.4.2位于炉顶中间并与烟道2连通;
91.炉盖1.4.1包括若干块内衬耐火材料的拱形钢制水套,钢制水套在炉体1长度方向上并排设置,每套炉盖1.4.1都设有4个下料口9 和14个二次风口6,下料口9间隔布置在拱顶处,并与下料单元3 的下料斗3.3连接,二次风口6设在无下料口9的单块拱形钢制水套上,每块两个。
92.炉顶1.4两端的炉盖1.4.1上分别设有两套对称设置的下料单元 3,每套下料单元3包括下料皮带3.1、犁式卸料器3.2和下料斗3.3,下料斗3.3的出口与下料口9连通,每套下料单元3的上游依次连接输送皮带、计量皮带和料仓,共同构成两套同等规模的给配料单元;每套给配料单元单独计量、配料,分别向两套炉盖1.4.1的下料口9 输送配好的炉料。
93.烟气出口1.4.2为上部烟气围墙1.4.3和下部烟气隔墙1.4.4构成的铜水套结构,烟气隔墙1.4.4被所述炉盖1.4.1和所述炉膛侧墙1.3.2 夹持,伸入并贯穿炉膛1.3。
94.烟道2设于烟气出口1.4.2的上部,由耐火材料砌筑而成,其底面与烟气出口1.4.2的顶面之间留有间隙,间隙处填充有可压缩的耐火材料,如耐火纤维板。
[0095]“平板铜水套16和耐火砖17混合砌筑”为在炉墙中砌入若干层与耐火砖17厚度相等的平板铜水套16,平板铜水套16和耐火砖17由耐火泥粘结为整体,不需要设置支撑或固定平板铜水套16的机构,每两层平板铜水套16之间砌筑2-5层耐火砖17,平板铜水套16的宽度不大于炉墙的厚度,不小于300mm。
[0096]
实施例2:
[0097]
利用实施例1所述的大型侧吹熔炼炉吹炼铜精矿,包括将铜精矿、燃料、石英石熔剂经所述给配料单元单独计量、配料,分别输送至所述两个反应区11内;富氧空气总量经所述位于富氧空气总管14 上的流量计15单独计量后通过所述一次风口5分别鼓入两个所述反应区11的渣层,剧烈地搅动所述一次风口5上方的熔体,迅速完成炉料的熔化、氧化和造渣,冰铜密度大、落入所述炉缸1.1形成冰铜层,炉渣密度小、浮于冰铜层上部形成渣层,反应生成的冶炼烟气进入所述炉膛1.3;
[0098]
综上,两个所述反应区的富氧空气流量和炉料的下料量分别计量、控制,相当于分别控制两个20万吨/年产能侧吹熔炼炉,产出冰铜、炉渣和烟气。
[0099]
两个反应区11内所述一次风口5下部的炉渣在虹吸作用下经所述炉渣隔墙4底部进入炉身1.2中间的所述贫化区10,炉渣在自下向上的流动、扩散过程得以进一步贫化,降低渣含铜,贫化后的炉渣上升至所述排渣口8后连续溢流排出。
[0100]
落入所述炉缸1.1下部的冰铜通过所述虹吸道7连续放出,根据冰铜、炉渣成分和所述排渣口8的高度通过调整所述虹吸道7的高度来使冰铜层的高度低于炉渣隔墙4。
[0101]
两个所述反应区11的冶炼烟气分别进入两个炉内烟气通道(所述炉盖1.4.1以下、熔体液面以上的空间),以低流速在所述烟气出口 1.4.2汇合后通过所述烟道2进入余热锅炉,二次配风通过所述炉膛侧墙1.3.2和所述炉盖1.4.1的二次风口6鼓入炉内,烟气中的单体硫和易燃物质与二次配风混合、燃烧,烟气中的悬浮颗粒、液滴在流动过程中,在炉顶二次风幕的作用下进一步沉降,以降低烟尘率。
[0102]
通过锅炉烟气出口测得的残氧率来控制二次配风的风量。
[0103]
本实施例中,铜精矿的主要成分:铜含量22%,铁含量27%,硫含量30%,二氧化硅含量10%;
[0104]
石英石熔剂的主要成分:二氧化硅含量95%;
[0105]
燃料的主要成分:固定碳含量83%;
[0106]
富氧空气氧浓为85%,二次风氧浓为20%;
[0107]
每个反应区的铜精矿下入量约为128t/h,每个反应区的石英石熔剂下入量约为5t/h,每个反应区的一次风量为28000-32000nm3/h;
[0108]
控制冰铜品位为75%,吹炼渣的铁硅比为2;控制炉温为 1300-1350℃,燃料率为1.5-2%;控制一次风鼓风压力为0.12mpa,二次风的鼓风压力为20kpa,控制残氧率为3%,二次风量为 20000-30000nm3/h。
[0109]
经熔炼,75%品位的冰铜产量约为1700t/d,炉渣产量为 3000-3500t/d,渣含铜为2%,烟气量为120000-130000nm3/h,烟尘率为1.5%。
[0110]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[0111]
如:
[0112]
(1)渣室或烟气出口1.4.2的位置调整,但其本质仍然是通过渣室和烟气出口1.4.2划分出两个相对独立的反应区11。
[0113]
(2)每个下料斗3.3的炉料单独计量,或每个一次风口5的富氧空气流量单独计量,本发明已经能够实现氧料比的合理控制,炉料和富氧空气的单独计量除了会大幅增加投资并不会产生其他有益效果。
[0114]
(3)微调某处具体结构、排布方式或公布某处具体尺寸,如:一次风口5、二次风口6、虹吸道7、排渣口8、排空口等孔口的位置、尺寸;虹吸道7角度;渣口数量;平板铜水套16和耐火砖17混合砌筑的形式。本发明已经说明了具体实施方法,实施单位可根据生产规模和场地条件等灵活调整,在此基础上的调整和新参数的公布并不具备新颖性和创新性。
[0115]
(4)如果该炉配合ps转炉等其他吹炼炉使用,也可在炉体1 两端各设一个虹吸道7。
[0116]
(5)本发明未说明工艺控制细节,原因是侧吹熔炼炉的工艺控制为成熟技术,并不是制约其大型化应用的主因,所以任何新的专利申请在本专利方案的基础上公布新的工艺控制参数并不具备新颖性和创新性。技术特征:
1.一种大型侧吹熔炼炉,其特征在于:其包括炉体、烟道和下料单元;所述炉体为单室结构,包括从下到上的炉缸、炉身、炉膛和炉顶,在所述炉身内部两侧墙之间竖直设置两道炉渣隔墙,所述炉身被两道所述炉渣隔墙贯穿,分隔出一个贫化区和两个反应区,贫化区位于两道炉渣隔墙之间的炉身内,两个反应区位于两道炉渣隔墙相对外侧的炉身内;在两个所述反应区内的两侧水平设置一次风口;在所述炉缸的一端设有虹吸道,所述虹吸道的出口高于所述炉渣隔墙的底面;在所述贫化区内的一侧开设有排渣口;在所述炉顶上部,位于所述炉身贫化区正上方的位置设有与所述炉膛连通的烟道;在所述炉顶上部,所述烟道两端各设有一套与所述炉膛连通的下料单元。2.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于,所述一次风口通过支管与富氧空气总管连接,每个反应区的富氧空气总管分别设置有流量计;一次风口由圆锥台形铜水套制成,与所述排渣口底面的高差为300-600mm,风口通径为38-42mm。3.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述炉缸由炉底、炉缸端墙、炉缸侧墙围成,所述炉底为耐火砖砌筑的反拱形结构,所述炉缸侧墙之间的距离为1700-2200mm,所述炉缸的高度h1为700-1300mm,所述炉缸端墙和炉缸侧墙顶面向下300-400mm的区域由平板铜水套和耐火砖混合砌筑。4.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述虹吸道为一个倾斜向上的孔道,自所述炉缸端墙的底部向上、向外倾斜延伸,并贯穿所述炉缸端墙,所述炉缸端墙之外的所述虹吸道周围的耐火砖厚度不小于500mm,所述虹吸道的倾角为25-35
°
,所述虹吸道出口距离所述炉缸底部的高度h5为1100-1800mm。5.根据权利要求3所述的一种大型侧吹熔炼炉,其特征在于:所述炉身由铜水套制成的炉身侧墙和炉身端墙围成,所述炉身侧墙分为竖直设置的下段炉身侧墙和倾斜设置的上段炉身侧墙,下段炉身侧墙的顶部与上段炉身侧墙的底部对齐设置;两个下段炉身侧墙的间距比炉缸侧墙之间的距离大300mm,上段炉身侧墙顶部之间的距离与所述炉膛的最小宽度相等;所述炉身的高度h2为2500-4000mm。6.根据权利要求5所述的一种大型侧吹熔炼炉,其特征在于:所述炉身侧墙、所述炉身端墙和所述炉渣隔墙由多块铜水套拼接而成,位于炉内的铜水套表面水平设有多排大燕尾槽,在相邻大燕尾槽之间水平设有小燕尾槽;所述大燕尾槽内嵌设有耐火砖,耐火砖凸出于对应的铜水套表面,相邻耐火砖之间形成的沟槽及小燕尾槽内填充有浇筑料。7.根据权利要求6所述的一种大型侧吹熔炼炉,其特征在于:所述炉渣隔墙底部中间设有拱形的炉渣通道。8.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述排渣口由u形铜水套制成,其底面高度高于所述炉渣隔墙的底面600-900mm。9.根据权利要求5所述的一种大型侧吹熔炼炉,其特征在于:所述贫化区内的所述炉身侧墙上也设有一次风口。10.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述炉膛由炉膛端墙和炉膛侧墙围成,所述炉膛的高度h3为2000-3200mm,宽度为3000-4500mm,所述炉膛侧墙的内侧为阶梯形,所述烟道下部的所述炉膛侧墙高度h4为2800-4000mm,所述炉膛侧墙和炉膛端
墙底面向上1000-1500mm的区域由平板铜水套和耐火砖混合砌筑,两个所述炉膛端墙上均设有观察口,两个所述炉膛侧墙上各设有一排二次风口。11.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述炉顶包括分设于所述炉膛顶部两端的两套炉盖,两套所述炉盖之间设有烟气出口,所述烟气出口与所述烟道连通;所述炉盖包括若干块内衬耐火材料的拱形钢制水套,所述钢制水套在炉体长度方向上并排设置,每套炉盖都设有若干个下料口和二次风口,所述下料口设置在所述炉盖的拱顶处,且间隔布置在不同的钢制水套上。12.根据权利要求11所述的一种大型侧吹熔炼炉,其特征在于:每套所述下料单元包括下料皮带、犁式卸料器和下料斗,所述下料斗的出口与所述炉盖的下料口连通,每套所述下料单元的上游依次连接输送皮带、计量皮带和料仓,构成两套独立的给配料单元。13.根据权利要求11所述的一种大型侧吹熔炼炉,其特征在于:所述烟气出口是由下部烟气隔墙和上部烟气围墙构成的铜水套结构,所述烟气隔墙被所述炉盖和所述炉膛侧墙夹持,伸入并贯穿所述炉膛。14.根据权利要求13所述的一种大型侧吹熔炼炉,其特征在于:所述烟道设于所述烟气出口上部,由耐火材料砌筑而成,其底面与烟气出口的顶面之间留有间隙。15.根据权利要求3或10所述的一种大型侧吹熔炼炉,其特征在于:所述平板铜水套和耐火砖混合砌筑为在炉墙中砌入若干层与耐火砖厚度相等的平板铜水套,平板铜水套和耐火砖由耐火泥粘结为整体,不需要设置支撑或固定平板铜水套的机构,每两层平板铜水套之间砌筑2-5层耐火砖,平板铜水套的宽度不大于炉墙的厚度,不小于300mm。16.根据权利要求1所述的一种大型侧吹熔炼炉,其特征在于:所述炉膛与炉身顶部之间留有间隙。17.根据权利要求1-16任一所述大型侧吹熔炼炉的熔炼方法,其特征在于:铜精矿、返料、燃料、熔剂经两套所述给配料单元单独计量、配料,分别输送至所述两个反应区内;富氧空气经位于富氧空气总管上的流量计单独计量后通过所述一次风口分别鼓入两个所述反应区的渣层,剧烈地搅动所述一次风口上方的熔体,迅速完成炉料的熔化、氧化和造渣,冰铜落入所述炉缸形成冰铜层,经虹吸道连续放出;两个反应区内所述一次风口下部的炉渣在虹吸作用下经所述炉渣隔墙底部进入炉身内部的所述贫化区,炉渣在自下向上的流动、扩散过程得以进一步贫化,降低渣含铜,贫化后的炉渣上升至所述排渣口后连续溢流排出;两个所述反应区的冶炼烟气分别进入两个炉内烟气通道,与二次风口配入的二次风混合,并燃烧烟气中的单体硫和易燃物质,经炉顶风幕进一步降低烟尘率,冶炼烟气最终以低流速在所述烟气出口汇合后通过所述烟道进入余热锅炉。18.根据权利要求17所述一种熔炼方法,其特征在于,所述返料指除铜精矿以外的其他含铜物料。19.根据权利要求17所述一种熔炼方法,其特征在于,所述铜精矿品位为15-30%,所述冰铜品位为55-77%,铁硅比为1.5-2.5,炉温为1200-1350℃。20.根据权利要求17所述一种熔炼方法,其特征在于,燃料率为1-5%,所述一次风鼓风
压力为0.1-0.13mpa,一次风氧浓为70-90%,二次风的鼓风压力为15-25kpa,二次风氧浓为15-80%,残氧率为2-4%。
技术总结
本发明公开了一种大型侧吹熔炼炉,包括炉体、烟道和下料单元;炉体为单室结构,包括从下到上的炉缸、炉身、炉膛和炉顶,在炉身内部两侧墙之间竖直设置两道炉渣隔墙,炉身被两道炉渣隔墙分为一个贫化区和两个反应区,贫化区位于两道炉渣隔墙之间的炉身内,两个反应区位于两道炉渣隔墙相对外侧的炉身内;本发明烟气出口位于贫化区上方,炉内的冶炼烟气被分为两部分,炉内烟气通道由一个变为两个,烟气流速也相应降低,突破了现有结构侧吹熔炼炉炉内烟气通道截面积的限制。本发明贫化区设置在炉身内部,将一个大型侧吹熔炼炉分为两个中小型侧吹熔炼炉,化大为小,更容易控制。更容易控制。更容易控制。
技术研发人员:韩志 王国军 江波 陈朝辉 王海涛 张孝田
受保护的技术使用者:赤峰金峰冶金技术发展有限公司
技术研发日:2021.06.23
技术公布日:2022/12/22
声明:
“大型侧吹熔炼炉及熔炼方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1673
编辑:北方有色网
来源:赤峰金峰冶金技术发展有限公司
1673
编辑:北方有色网
来源:赤峰金峰冶金技术发展有限公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 
















