1.本发明涉及
复合材料领域,尤其涉及一种碳碳复合材料保温桶快速制备方法。
背景技术:
2.碳/碳复合材料是
碳纤维及其织物增强的碳基体复合材料。具有低密度(<2.0g/cm3)、高强度、高比模量、高导热性、低膨胀系数、摩擦性能好,以及抗热冲击性能好、尺寸稳定性高等优点,是如今在1650℃以上应用的少数备选材料,最高理论温度更高达2600℃,因此被认为是最有发展前途的高温材料之一。该种材料通常先用碳纤维制成的网胎与碳布以及碳纤维丝通过交替叠层针刺复合成碳纤维预制体,然后将预制体放入化学气相反应炉中,利用高温下碳源气体裂解产生的热解碳对预制体进行化学气相增密,或利用树脂液相浸渍碳化后产生树脂碳使碳纤维预制体密度逐步增加而成为碳/碳复合材料。该材料现已成为航空航天、冶金、新能源等领域的重要基础材料之一,是石墨制品和耐热钢的理想替代品。
3.目前,碳 / 碳复合材料已广泛应用于如单晶炉高温领域,用来制作热场 零件,如坩埚、热屏、保温桶、埚托、紧固螺丝等。传统的保温桶制备方法为碳纤维、网胎、碳布交替叠层针刺为预制体后,经过沉积、浸渍、固化、炭化以及高温处理、机械加工后达到所需要的成品尺寸,这种传统的制备方法虽然现在已很成熟,也是现在的主流生产工艺。但从成本和效率方面来考虑,沉积工艺的增密速度要远小于浸渍炭化,特别是产品密度大于1.0g/cm
3
时沉积的效率更加低。沉积工艺每炉的周期为200至300小时,加上升温和降温时间,每炉的周期基本都在20天以上,出炉的产品密度往往小于1.3g/cm
3
,为了进一步增密需要机加工车去毛坯预制体表面被堵住的孔隙然后回炉做二次沉积,这样又经过一个周期的沉积才可达到成品要求。这样以来,加上后期的高温处理时间,每件产品的生产周期至少在45天以上,不管从生产时间还是制造成本来考虑,都造成了大量的浪费,为此,本方案设计了一种碳碳复合材料保温桶快速制备方法。
技术实现要素:
4.本发明提出的一种碳碳复合材料保温桶快速制备方法,解决了现有技术中的保温桶生产周期长、工艺复杂和效率低的问题。
5.为了实现上述目的,本发明采用了如下技术方案:一种碳碳复合材料保温桶快速制备方法,包括以下步骤:s1、碳纤维预制体制备:将碳纤维所制成的网胎、碳布以及碳纤维丝交替叠层针刺为所需尺寸的预制体,密度为0.4g/cm
3?
0.5g/cm
3
;s2、硬化:将s1中针刺好的预制体表面用喷枪喷涂胶液,其中胶液为fb酚醛树脂和nl型固化剂、且比例为8%
?
12%的混合液,喷涂完成后放在室温下晾晒8h
?
20h即可硬化;s3、增密:将s2中硬化好的碳碳复合材料保温筒预制体放在浸渍炉中用呋喃树脂浸渍固化,固化温度为120℃
?
180℃,时间为6h
?
10h,固化后的产品进行低温碳化,低温碳化
最终温度为600℃,碳化后称取重量计算密度,若密度小于1.3g/cm
3
则继续浸渍、固化碳化,经过2
?
3周期增密后所得到的碳碳复合材料保温筒密度将大于1.3g/cm
3
;s4、高温石墨化:将s3中制备的碳碳复合材料保温筒放入高温炉中高温纯化处理,石墨化温度为2000℃
?
2300℃,石墨化时间为20h
?
30h;s5、机械加工:将s4中高温石墨化后所得到的碳碳复合材料保温筒按照成品所要求的形状和尺寸加工出最终尺寸的碳碳复合材料保温筒成品。
6.优选的,所述s1步骤中碳纤维丝为12k丝束纤维。
7.优选的,所述s2步骤中fb酚醛树脂和nl固化剂在混合时需在搅拌酚醛树脂的同时将固化剂缓缓倒入酚醛树脂中使其均匀混合,不得猛烈倒入导致其酚醛树脂瞬间局部固化。
8.优选的,所述s3步骤中的浸渍、固化过程中使用氮气加压来提高增密效率,碳化过程为常压碳化,整个升降温过程均在氮气氛围中进行,最后一次碳化的温度为900℃,其余碳化温度均为600℃,碳化时间为24h
?
48h。
9.优选的,所述s4步骤中高温石墨化工艺为:在真空状态下持续升温,整个升温过程中持续抽真空,升温结束后充氮气至常压,直至降温至室温后做机加工处理。
10.本发明中:与现有技术相比,本发明具有以下优点:1、与现有沉积工艺相比,浸渍碳化工艺在增加相同重量碳的条件下所消耗辅材及设备能源损耗远小于沉积工艺的消耗;2、与现有沉积工艺周期相比,这种硬化
?
浸渍
?
固化
?
碳化工艺所用时间更少,这样能更好提高生产效率,同时也降低了生产成本;综上所述,本发明所提供的一种碳碳复合材料保温筒的快速制备方法,放弃了传统的沉积工艺,而选用增密周期更短,成本更低了浸渍碳化工艺;生产完成后的成品与沉积工艺生产出的成品相比,产品质量稳定,且保温筒的密度均匀性更好。
附图说明
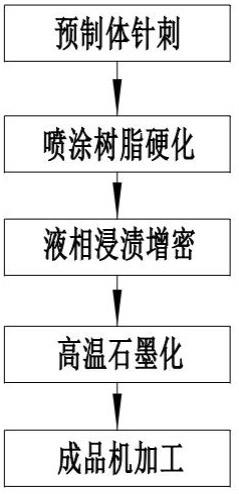
11.图1为本发明的工艺流程图。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
13.参照图1实施例1:一种碳碳复合材料保温桶的快速制备方法,包括以下步骤: s1:预制体制备,将碳纤维所制成的网胎、碳布以及碳纤维丝交替叠层针刺为所需尺寸的预制体,其密度为0.45g/cm
3
,碳纤维丝为12k丝束纤维; s2:预制体硬化,将步骤1中针刺好的预制体表面用喷枪喷涂胶液,其中胶液为fb酚醛树脂和nl型固化剂比例为8%,喷涂完成后放在25℃下晾晒10h即可硬化; s3:增密,将s2中硬化完成的保温桶预制体放入浸渍固化一体炉中浸渍树脂浸渍
增密,其中浸渍液为高残炭呋喃树脂加磺酸固化剂,固化剂配比为3%,固化后的保温桶放入炭化炉中进行低温炭化,炭化温度为600℃,炭化时间为30h,炭化后将步骤3中的增密工艺继续循环2个周期,后得到密度为1.35g/cm
3
碳碳复合材料保温桶; s4:高温石墨化,将s3中炭化完成的保温桶进行高温石墨化,石墨化的温度为2300℃,时间为24h,石墨化后保温桶的灰分小于200ppm; s5:机械加工,将s4中高温石墨化后所得到的碳碳复合材料保温筒按照成品所要求的形状和尺寸加工出最终尺寸的碳碳复合材料保温筒成品。
14.实施例2:一种碳碳复合材料保温桶的快速制备方法,包括以下步骤:s1:预制体制备,将碳纤维所制成的网胎、碳布以及碳纤维丝交替叠层针刺为所需尺寸的预制体,其密度为0.5g/cm
3
,碳纤维丝为12k丝束纤维;s2:预制体硬化,将步骤1中针刺好的预制体表面用喷枪喷涂胶液,其中胶液为fb酚醛树脂和nl型固化剂比例为12%,喷涂完成后放在25℃下晾晒8h即可硬化;s3:增密,将s2中硬化完成的保温桶预制体放入浸渍固化一体炉中浸渍树脂浸渍增密,其中浸渍液为高残炭呋喃树脂加磺酸固化剂,固化剂配比为3%,固化后的保温桶放入炭化炉中进行低温炭化,炭化温度为600℃,炭化时间为30h,炭化后将步骤3中的增密工艺继续循环2个周期,前两次炭化温度为600℃,后一次温度为900℃,得到密度为1.4g/cm
3
碳碳复合材料保温桶;s4:高温石墨化,将s3中炭化完成的保温桶进行高温石墨化,石墨化的温度为2200℃,时间为24h,石墨化后保温桶的灰分小于200ppm;s5:机械加工,将s4中高温石墨化后所得到的碳碳复合材料保温筒按照成品所要求的形状和尺寸加工出最终尺寸的碳碳复合材料保温筒成品。
15.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。技术特征:
1.一种碳碳复合材料保温桶快速制备方法,其特征在于,包括以下步骤:s1、碳纤维预制体制备:将碳纤维所制成的网胎、碳布以及碳纤维丝交替叠层针刺为所需尺寸的预制体,密度为0.4g/cm
3?
0.5g/cm
3
;s2、硬化:将s1步骤中针刺好的预制体表面用喷枪喷涂胶液,其中胶液为fb酚醛树脂和nl型固化剂、且比例为8%
?
12%的混合液,喷涂完成后放在室温下晾晒8h
?
20h即可硬化;s3、增密:将s2步骤中硬化好的碳碳复合材料保温筒预制体放在浸渍炉中用呋喃树脂浸渍固化,固化温度为120℃
?
180℃,时间为6h
?
10h,固化后的产品进行低温碳化,低温碳化最终温度为600℃,碳化后称取重量计算密度,若密度小于1.3g/cm
3
则继续浸渍、固化碳化,经过2
?
3周期增密后所得到的碳碳复合材料保温筒密度将大于1.3g/cm
3
;s4、高温石墨化:将s3步骤中制备的碳碳复合材料保温筒放入高温炉中高温纯化处理,石墨化温度为2000℃
?
2300℃,石墨化时间为20h
?
30h;s5、机械加工:将s4步骤中高温石墨化后所得到的碳碳复合材料保温筒按照成品所要求的形状和尺寸加工出最终尺寸的碳碳复合材料保温筒成品。2.根据权利要求1所述的一种碳碳复合材料保温桶快速制备方法,其特征在于,所述s1步骤中碳纤维丝为12k丝束纤维。3.根据权利要求1所述的一种碳碳复合材料保温桶快速制备方法,其特征在于,所述s2步骤中fb酚醛树脂和nl固化剂在混合时需在搅拌酚醛树脂的同时将固化剂缓缓倒入酚醛树脂中使其均匀混合,不得猛烈倒入导致其酚醛树脂瞬间局部固化。4.根据权利要求1所述的一种碳碳复合材料保温桶快速制备方法,其特征在于,所述s3步骤中的浸渍、固化过程中使用氮气加压来提高增密效率,碳化过程为常压碳化,整个升降温过程均在氮气氛围中进行,最后一次碳化的温度为900℃,其余碳化温度均为600℃,碳化时间为24h
?
48h。5.根据权利要求1所述的一种碳碳复合材料保温桶快速制备方法,其特征在于,所述s4步骤中高温石墨化工艺为:在真空状态下持续升温,整个升温过程中持续抽真空,升温结束后充氮气至常压,直至降温至室温后做机加工处理。
技术总结
本发明涉及复合材料领域,公开了一种碳碳复合材料保温桶快速制备方法,针对现有技术中的保温桶生产周期长、工艺复杂和效率低的问题,现提出如下方案,其包括以下步骤:S1、碳纤维预制体制备:将碳纤维所制成的网胎、碳布以及碳纤维丝交替叠层针刺为所需尺寸的预制体,密度为0.4g/cm
技术研发人员:杨浩 贾武林 魏益强
受保护的技术使用者:西安美兰德
新材料有限责任公司
技术研发日:2021.10.29
技术公布日:2021/12/21
声明:
“碳碳复合材料保温桶快速制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 870
编辑:北方有色网
来源:西安美兰德新材料有限责任公司
870
编辑:北方有色网
来源:西安美兰德新材料有限责任公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















