1.一种辊压机的压辊机构,属于水泥生产技术领域。
背景技术:
2.国内现在普遍采用的水泥粉磨工艺为辊压机加球磨机的联合粉磨工艺,随着辊压机发展其规格越来越大,而早期应用的小型辊压机受限于其规格,处理能力无法提升,严重制约了水泥产量的进一步提升,导致产量和能耗水平已经落后于产业发展。而采购大行的辊压机费用较为昂贵,为企业增加了较大的经济负担。
3.同时,目前辊压机辊面形式主要有“菱形加点”,“一字纹”等形式,在实际使用过程中辊面不易存料,在辊面无法形成料衬,在辊面上难以实现单颗粒挤压的
破碎机理,有悖于辊压机辊面工作原理,同时在辊压时仅仅依靠辊面进行辊压,极易造成辊面的磨损。
技术实现要素:
4.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种通过增宽卡箍实现了压辊机宽度的增加,便于对传统的压辊机进行改装,降低了企业成本的辊压机的压辊机构。
5.本实用新型解决其技术问题所采用的技术方案是:该辊压机的压辊机构,包括压辊,压辊以主轴为轴转动,其特征在于:在所述压辊的两端分别套装有增宽卡箍,增宽卡箍的外径与压辊的外径相同,在增宽卡箍与压辊的外表面同时设置有辊面表层。
6.优选的,所述的辊面表层由内而外依次包括打底层、过渡层、耐磨层以及花纹层。
7.优选的,在所述花纹层的纹路内形成料衬。
8.优选的,所述的花纹层为固定在耐磨层表面的若干块状体,块状体为等腰梯形状,块状体的短边与耐磨层表面固定,长边突出于耐磨层表面。
9.优选的,所述的花纹层为由内而外且宽度依次增大的多层。
10.优选的,所述的增宽卡箍通过固定螺栓固定在压辊的两端面,固定螺栓在增宽卡箍周圈均匀排布,沿轴向穿过增宽卡箍后旋入压辊的侧部。
11.优选的,在所述增宽卡箍上还开设有若干塞焊孔。
12.与现有技术相比,本实用新型所具有的有益效果是:
13.1、在本辊压机的压辊机构中,通过增宽卡箍实现了压辊机宽度的增加,便于对传统的压辊机进行改装,降低了企业的成本。
14.2、花纹层由“等腰梯形”状的块状体组成,块状体的短边与耐磨层表面固定,其长边突出于耐磨层表面。因此在相邻的两个“等腰梯形”块之间间隔形成上窄下宽的等腰梯形的容纳空间,在该容纳空间内形成料衬。并且由于该容纳空间上窄下宽的结构,因此料衬不易脱落,在耐磨层表面形成物料保护层,在辊压过程中由料衬实现了单颗粒挤压的破碎机理,减少了物料对耐磨层的冲刷磨损,提高了辊压机的使用寿命。
15.3、选用buf
?
s焊丝作为打底层,使打底层保证具有良好的韧性,起到有效保护辊面
疲劳层的作用,提高滚套抗疲劳能力;选用fb
?
s焊丝作为过渡层,保证过滤槽具有良好的结合性,为耐磨层提供良好的基础面;用167mb焊丝作为耐磨层,保证增宽卡箍与压辊表面硬度和韧性。
附图说明
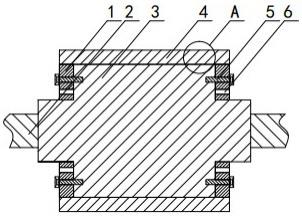
16.图1为辊压机的压辊机构剖视图。
17.图2为图1中a处放大图。
18.其中:1、增宽卡箍
??
2、主轴
??
3、压辊
??
4、辊面表层
??
5、固定螺栓
??
6、塞焊孔
??
7、料衬
??
8、花纹层
??
9、耐磨层
??
10、过渡层
??
11、打底层。
具体实施方式
19.图1~2是本实用新型的最佳实施例,下面结合附图1~2对本实用新型做进一步说明。
20.如图1所示,一种辊压机的压辊机构,包括压辊3,主轴2从压辊3中心穿过并与压辊3同轴固定,压辊3以主轴2为轴进行转动。压辊3为辊压机上原带的压辊。在压辊3的两端分别套装有一个增宽卡箍1,增宽卡箍1的外径与压辊3的外径相同。增宽卡箍1通过固定螺栓5固定在压辊3的两端面,固定螺栓5在增宽卡箍1周圈均匀排布,沿轴向穿过增宽卡箍1后自压辊3的侧部旋入。在增宽卡箍1上还开设有若干塞焊孔6。
21.增宽卡箍1采用20simn材料制成,使增宽卡箍1具有良好的焊接性能和机械轻度。增宽卡箍1与压辊3过盈配合,增宽卡箍1的内圈与压辊3的外圈过盈量大于等于0.3mm。
22.在增宽卡箍1以及压辊3的外周圈还设置有辊面表层4。结合图2,辊面表层4包括自内而外依次设置的打底层11、过渡层10以及耐磨层9。其中打底层11选用buf
?
s焊丝实现,使打底层11保证具有良好的韧性,起到有效保护辊面疲劳层的作用,提高滚套抗疲劳能力;过渡层10采用fb
?
s焊丝实现,保证过滤槽具有良好的结合性,为耐磨层9提供良好的基础面;耐磨层9采用167mb焊丝实现,保证增宽卡箍1与压辊3表面硬度和韧性。
23.在耐磨层9的表面还设置有花纹层8,花纹层8采用cn
?
o焊丝明弧堆焊形成,在本辊压机的压辊机构中,花纹层8为焊接在耐磨层9表面的“等腰梯形”块,“等腰梯形”块为层状结构,由宽度依次增加的多层板材由内而外依次焊接而成。
[0024]“等腰梯形”块的短边与耐磨层9表面固定,其长边突出于耐磨层9表面。因此在相邻的两个“等腰梯形”块之间间隔形成上窄下宽的等腰梯形的容纳空间,在该容纳空间内形成料衬7。并且由于该容纳空间上窄下宽的结构,因此料衬7不易脱落,在耐磨层9表面形成物料保护层,在辊压过程中由料衬7实现了单颗粒挤压的破碎机理,减少了物料对耐磨层9的冲刷磨损,提高了辊压机的使用寿命。
[0025]
以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
技术特征:
1.一种辊压机的压辊机构,包括压辊(3),压辊(3)以主轴(2)为轴转动,其特征在于:在所述压辊(3)的两端分别套装有增宽卡箍(1),增宽卡箍(1)的外径与压辊(3)的外径相同,在增宽卡箍(1)与压辊(3)的外表面同时设置有辊面表层(4)。2.根据权利要求1所述的辊压机的压辊机构,其特征在于:所述的辊面表层(4)由内而外依次包括打底层(11)、过渡层(10)、耐磨层(9)以及花纹层(8)。3.根据权利要求2所述的辊压机的压辊机构,其特征在于:在所述花纹层(8)的纹路内形成料衬(7)。4.根据权利要求2所述的辊压机的压辊机构,其特征在于:所述的花纹层(8)为固定在耐磨层(9)表面的若干块状体,块状体为等腰梯形状,块状体的短边与耐磨层(9)表面固定,长边突出于耐磨层(9)表面。5.根据权利要求2所述的辊压机的压辊机构,其特征在于:所述的花纹层(8)为由内而外且宽度依次增大的多层。6.根据权利要求1所述的辊压机的压辊机构,其特征在于:所述的增宽卡箍(1)通过固定螺栓(5)固定在压辊(3)的两端面,固定螺栓(5)在增宽卡箍(1)周圈均匀排布,沿轴向穿过增宽卡箍(1)后旋入压辊(3)的侧部。7.根据权利要求1所述的辊压机的压辊机构,其特征在于:在所述增宽卡箍(1)上还开设有若干塞焊孔(6)。
技术总结
一种辊压机的压辊机构,属于水泥生产技术领域。包括压辊(3),压辊(3)以主轴(2)为轴转动,其特征在于:在所述压辊(3)的两端分别套装有增宽卡箍(1),增宽卡箍(1)的外径与压辊(3)的外径相同,在增宽卡箍(1)与压辊(3)的外表面同时设置有辊面表层(4)。在本辊压机的压辊机构中,通过增宽卡箍实现了压辊机宽度的增加,便于对传统的压辊机进行改装,降低了企业的成本。在花纹层内形成料衬。并且由于该容纳空间上窄下宽的结构,因此料衬不易脱落,在耐磨层表面形成物料保护层,在辊压过程中由料衬实现了单颗粒挤压的破碎机理,减少了物料对耐磨层的冲刷磨损,提高了辊压机的使用寿命。提高了辊压机的使用寿命。提高了辊压机的使用寿命。
技术研发人员:郝明 李庆文 孙珂 岳晓娜 杨新生 岳庆辉
受保护的技术使用者:山东东华水泥有限公司
技术研发日:2020.12.03
技术公布日:2021/9/7
声明:
“辊压机的压辊机构的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 926
编辑:北方有色网
来源:山东东华水泥有限公司
926
编辑:北方有色网
来源:山东东华水泥有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















