1.本发明涉及
有色金属技术领域,尤其是一种
铝基
复合材料及其加工方法。
背景技术:
2.
铝合金由于具有轻质、中等强度以及良好的表面处理效果(如阳极氧化),因而被广泛用于交通运输、航空航天及消费性电子等领域。如6063铝合金的典型屈服强度为230mpa,可用于建筑门窗料或者汽车内饰件;6061铝合金的典型屈服强度为290mpa,可用于对结构强度有要求的部件;而更高强度的6系铝合金如6013/6056铝合金,则可用于航空航天等领域的高强部件;此外7系铝合金的强度比6系铝合金的强度更高,主要用于航空航天领域。6系及7系铝合金相比钢铁更加轻质,但前者的弹性模量比钢铁低。
3.从抵抗材料变形的角度考虑,需要提高材料的弹性模量、屈服强度或者抗拉强度(最大均匀塑性),而弹性模量的提升对提高材料抵抗外力变形的效果更明显。对于屈服强度或者抗拉强度,通过各种强化机理,如晶粒细化、时效强化、固溶强化等,都可以实现显著提升,如专利cn110157962b公开了通过合金化的方式提高铝材力学性能,以及专利cn104561860b揭示了通过淬火时效将铝合金的抗拉强度提升至420mpa。而弹性模量则反映了材料原子间的结合能力,通过常规的方式并不能显著提高。如6063铝合金的弹性模量为69gpa,6061铝合金的弹性模量为69gpa,7075铝合金的弹性模量为72gpa,在将材料的合金化程度由~2wt%(6063/6061)提高至~10wt%(7075)的情况下,弹性模量只轻微地提升了4.3%,而且改变了材料的合金体系,由6系al-mg-si合金变为7系al-zn-mg-cu合金,由相对耐腐蚀合金变为不耐腐蚀合金;此外,这种通过提高合金化程度实现提高铝合金强度的方式,也会降低材料的导热性能,如6063铝合金的导热系数为210w/(m
·
k),而6061铝合金的导热系数为170w/(m
·
k),7075铝合金的导热系数甚至为130w/(m
·
k)。
4.在铝合金的外部添加增强颗粒/粒子/纤维或者以自生成的方式加入上述物质,可显著提升材料的导热性能、弹性模量以及强度性能。如专利cn109628801a中通过熔炼
碳化硅气凝胶(5~50wt%)与纯铝粉的预制块制备铝基复合材料,复合材料的强度性能获得较大的提高,但导热系数反而出现下降,此外该专利采用真空铸造的方式获得复合材料不适合批量生产,且复合材料在真空熔铸过程中容易产生团聚,造成性能的不均匀;专利cn109554588a、cn110408808a及cn103555982a等采用烧结法制备铝基复合材料,只适用于制备较小的样品,不可大规模量产;专利cn1318623c采用自生成法制备了tib颗粒复合的高mg的
铝合金材料,该材料存在复合颗粒均匀性问题,以及塑性低无法工程应用等问题
5.因此,有必要提供一种新的铝基复合材料及其加工方法以解决上述问题。
技术实现要素:
6.本发明的目的在于克服现有技术在提高铝合金弹性模量和导热性能的不足,提供一种高性能的铝基复合材料及其加工方法。
7.为实现上述目的,本发明采用如下技术方案:
8.一种铝基复合材料,所述铝基复合材料的铝基体包括按质量百分比计的如下成分:mg 0.4~0.8%,si 0.9~1.5%,cu 0.6~1.5%,mn≤0.20%,cr≤0.10%,ti≤0.05%,fe≤0.15%,余量为al和不可避免的杂质;还包括质量百分比为0.1~7%的外部增强物,所述外部增强物为
碳纤维、
碳纳米管、
石墨烯、气凝胶颗粒中的一种或多种。
9.作为本发明进一步改进的技术方案,所述外部增强物的尺寸小于1微米。
10.作为本发明进一步改进的技术方案,所述外部增强物的尺寸为0.1~1微米。
11.作为本发明进一步改进的技术方案,所述外部增强物的表面镀有
镍元素或者
铜元素。
12.为实现上述目的,本发明还采用如下技术方案:
13.一种铝基复合材料的加工方法,包括以下步骤:
14.s1:在铸造炉内加入按照材料成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;
15.s2:将干燥的外部增强物装入开有小孔的石墨钟罩内,并压入熔体;
16.s3:添加完外部增强物后,不断搅拌熔体,再进行浇铸成型;
17.s4:对浇铸成型形成的铸棒进行均质、挤压及时效处理。
18.作为本发明进一步改进的技术方案,步骤s2中,在熔体温度为720~900℃时将外部增强物压入熔体,并保持10~60min。
19.作为本发明进一步改进的技术方案,步骤s3中,加入外部增强物并搅拌熔体后,在熔体温度为700~800℃时进行浇铸,在浇铸过程中,使用的冷却水的温度不超过25℃。
20.作为本发明进一步改进的技术方案,步骤s4中,均质处理采用530~575℃保温8~30h后冷却。
21.作为本发明进一步改进的技术方案,步骤s4中,均质处理后将材料加热至530~560℃进行挤压处理,挤压出口温度不低于535℃。
22.作为本发明进一步改进的技术方案,步骤s4中,时效处理采用180~200℃保温4~20h。
23.相较于现有技术,本发明的铝基复合材料及其加工方法的有益效果在于:
24.(1)通过合理选择铝基体的成分和配比,提高合金几何变形必要位错的密度以及整体加工硬化能力,改善添加外部增强物后可能造成的应变集中;
25.(2)使用特定的外部增强物,其内部孔隙率高,具有质轻、耐高温、耐腐蚀及热膨胀系数小等特点,能够有效保持合金基体密度,提高基体强度;
26.(3)本方案的外部增强物通过本方案的加工方法处理后,外部增强物的尺寸由微米级变成纳米级,提高复合材料真的整体强度和力学性能;
27.(4)本方案通过选择铝基体成分、增强物种类及其添加工艺和后续变形工艺的组合,使得铝基复合材料具有较好的性能,且有利于规模化量产,具有广阔的应用前景。
附图说明
28.图1为本发明实施例4的扫描电镜照片。
具体实施方式
29.下面将结合附图详细地对本发明示例性具体实施方式进行说明。如果存在若干具体实施方式,在不冲突的情况下,这些实施方式中的特征可以相互组合。当描述涉及附图时,除非另有说明,不同附图中相同的数字表示相同或相似的要素。以下示例性具体实施方式中所描述的内容并不代表与本发明相一致的所有实施方式;相反,它们仅是与本发明的权利要求书中所记载的、与本发明的一些方面相一致的装置、产品和/或方法的例子。
30.在本发明中使用的术语是仅仅出于描述具体实施方式的目的,而非旨在限制本发明的保护范围。在本发明的说明书和权利要求书中所使用的单数形式的“一种”、“所述”或“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
31.应当理解,本发明的说明书以及权利要求书中所使用的,例如“第一”、“第二”以及类似的词语,并不表示任何顺序、数量或者重要性,而只是用来区分特征的命名。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。除非另行指出,本发明中出现的“前”、“后”、“上”、“下”等类似词语只是为了便于说明,而并非限于某一特定位置或者一种空间定向。“包括”或者“包含”等类似词语是一种开放式的表述方式,意指出现在“包括”或者“包含”前面的元件涵盖出现在“包括”或者“包含”后面的元件及其等同物,这并不排除出现在“包括”或者“包含”前面的元件还可以包含其他元件。本发明中如果出现“若干”,其含义是指两个以及两个以上。
32.本实施例揭示了一种铝基复合材料及其加工方法,克服了现有技术中铝合金导热及弹性模量的性能不足,显著提升了铝合金的性能,且适合规模化量产
33.该铝基复合材料的铝基体包括按质量百分比计的如下成分:mg 0.4~0.8%,si 0.9~1.5%,cu 0.6~1.5%,mn≤0.20%,cr≤0.10%,ti≤0.05%,fe≤0.15%,余量为al和不可避免的杂质。
34.上述铝基体成分和配比选择的优势在于:
35.首先,mg和si是6系铝合金中的主要合金化元素,其含量越高,强化相mg2si的体积分数越大,复合材料的强度就越高,但mg、si的含量过高会形成大量难溶过剩的mg2si,造成材料塑性下降、变形加工困难,同时更容易造成添加有增强颗粒的铝材在变形加工过程中开裂;此外,在6系铝材中,高mg合金相对于高si合金的挤压变形抗力大,挤压速度略慢,且更容易造成开裂,因此本发明中mg、si的成分中si的含量需要比mg的含量略高;高si合金还可以提高几何变形必要位错的密度和加工硬化能力,促进材料整体均匀变形。在这种情况下,若材料变形过程中,加入外部增强物处存在应变集中,也会由于高si合金整体加工硬化能力的提升,将集中的应变向材料其他处释放变形。因此本发明的铝基复合材料中mg和si的质量百分比含量分别控制在0.4~0.8%和0.9~1.5%。
36.其次,cu是6系铝合金的主要添加元素,cu主要提供固溶强化、促进纳米尺度mg2si强化相形成以及提高加工硬化能力的作用。其对加工硬化能力的提升主要是因为cu元素可提高位错核的强度,从而使得材料初始加工硬化能力的提升,这也有利于改善由于添加外部增强物后可能造成的应变集中。因此本发明的铝基复合材料中cu的质量百分比含量为0.6~1.5%,进一步地,cu的质量百分比含量为0.7~1.2%。
37.最后,mn、cr、ti和fe是铝基复合材料中的微量元素,主要起到控制晶粒尺寸的作用,其质量百分比含量分别控制在mn≤0.20%,cr≤0.10%,ti≤0.05%,fe≤0.15%即可。
38.在上述实施例的基础上,本发明的铝基复合材料还包括质量百分比含量为0.1~7%的外部增强物,其选自碳纤维、碳纳米管、石墨烯、气凝胶颗粒中的一种或者多种,且外部增强物的尺寸小于1微米,进一步地,其尺寸为0.1~1微米。这些增强物颗粒在合金熔铸过程中加入熔体,或者在镀镍或者铜元素之后再加入熔体。增强物颗粒镀镍或者铜元素是为了增加复合颗粒与熔体的浸润性,以及避免由于增强物密度过小而浮在熔体表面造成增强物颗粒失效。
39.本实施例还揭示了一种上述铝基复合材料的加工方法,采用的是搅拌铸造法,包括以下步骤:
40.s1:在铸造炉内加入按照材料成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;
41.s2:将干燥的外部增强物装入开有小孔的石墨钟罩内,并压入熔体;
42.s3:添加完外部增强物后,不断搅拌熔体,再进行浇铸成型;
43.s4:对浇铸成型形成的铸棒进行均质、挤压及时效处理。
44.步骤s2中,在熔体温度为720~900℃时将外部增强物压入熔体,并保持10~60min。在上述温度下将外部增强物压入熔体并保持上述时间是为了保证在铝液有足够流动性的条件下,增强物能够尽可能均匀弥散地分布在熔体中。
45.步骤s3中,加入外部增强物并搅拌熔体后,需要在熔体仍具有较高温度及流动性时,即在熔体温度为700~800℃时,再进行浇铸,否则铸棒将会出现各种铸造缺陷,且不利于增强物颗粒在熔体中的均匀性分布;在浇铸过程中,结晶器的冷却水温度需不超过25℃,这是为了保证已经进入结晶器的熔体可较快凝固,以避免外部增强物发生偏聚或者浮于结晶器中的熔体上方,而造成复合增强物的失效。
46.步骤s4中,对浇铸成型后的铸棒进行后续处理,均质处理采用530~575℃保温8~30h后冷却;将材料加热至530~560℃进行挤压处理,挤压出口温度不低于535℃;失效处理采用180~200℃保温4~20h。其中均质过程控制保温温度和保温时间,是为了尽可能地溶解结晶过程中形成的mg2si相,改善由于添加外部增强物后造成的材料变形能力恶化、变形开裂的缺陷;控制挤压棒的加热温度,是因为在较高温度下,铝合金的变形抗力小、塑性高,更不容易产生变形集中,有利于含增强物的铝基复合材料均匀变形;控制挤压材的出口温度,则是为了保证材料具有较高的淬火空位浓度和过饱和溶质浓度;对于时效处理过程中保温温度和保温时间的把控,则是为了促进强化相的析出以及在时效过程中消除加工应力和增强物所带来的应力集中,避免材料在应用过程中发生应力集中的缺陷。
47.综上,相较于现有技术,本发明的铝基复合材料及其加工方法具有以下优势:
48.(1)通过合理选择铝基体的成分和配比,提高合金几何变形必要位错的密度以及整体加工硬化能力,改善添加外部增强物后可能造成的应变集中;
49.(2)使用特定的外部增强物,其内部孔隙率高,具有质轻、耐高温、耐腐蚀及热膨胀系数小等特点,能够有效保持合金基体密度,提高基体强度;
50.(3)本方案的外部增强物通过本方案的加工方法处理后,外部增强物的尺寸由微米级变成纳米级,提高复合材料真的整体强度和力学性能;
51.(4)本方案通过选择铝基体成分、增强物种类及其添加工艺和后续变形工艺的组合,使得铝基复合材料具有较好的性能,且有利于规模化量产,具有广阔的应用前景。
52.以下通过具体的实施例对本发明的技术方案作进一步的描述。
53.实施例1
54.一种铝基复合材料,其铝基体包括按质量百分比计的如下成分:mg 0.8%,si 0.9%,cu 1.5%,mn 0.20%,cr 0.10%,ti 0.05%,fe 0.15%,余量为al和不可避免的杂质;外部增强物为质量百分比含量为0.1%的碳纤维。
55.铝基复合材料的加工方法为:
56.s1:在铸造炉内加入按照上述成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;
57.s2:在熔体900℃时将干燥的碳纤维装入开有小孔的石墨钟罩内,并压入熔体,保持10min;
58.s3:添加完碳纤维后,不断搅拌熔体,在熔体800℃时进行浇铸成型,浇铸冷却水温20℃;
59.s4:对浇铸成型的铸棒进行均质、挤压及时效处理;其中均质处理采用575℃保温8h后冷却,材料加热至560℃进行挤压处理,出口温度为535℃,时效处理采用180℃保温20h。
60.实施例2
61.一种铝基复合材料,其铝基体包括按质量百分比计的如下成分:mg 0.4%,si 1.5%,cu 0.6%,mn 0.05%,cr 0.05%,ti 0.01%,fe 0.08%,余量为al和不可避免的杂质;外部增强物为质量百分比含量为0.7%的碳纤维。
62.铝基复合材料的加工方法为:
63.s1:在铸造炉内加入按照上述成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;
64.s2:在熔体720℃时将干燥的碳纤维装入开有小孔的石墨钟罩内,并压入熔体,保持60min;
65.s3:添加完碳纤维后,不断搅拌熔体,在熔体700℃时进行浇铸成型,浇铸冷却水温25℃;
66.s4:对浇铸成型的铸棒进行均质、挤压及时效处理;其中均质处理采用530℃保温30h后冷却,材料加热至530℃进行挤压处理,出口温度为538℃,时效处理采用200℃保温4h。
67.实施例3
68.一种铝基复合材料,其铝基体包括按质量百分比计的如下成分:mg 0.6%,si 1.0%,cu 0.9%,mn 0.02%,cr 0.03%,ti 0.03%,fe 0.09%,余量为al和不可避免的杂质;外部增强物为质量百分比含量为0.4%的碳纤维。
69.铝基复合材料的加工方法为:
70.s1:在铸造炉内加入按照上述成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;
71.s2:在熔体800℃时将干燥的碳纤维装入开有小孔的石墨钟罩内,并压入熔体,保持45min;
72.s3:添加完碳纤维后,不断搅拌熔体,在熔体750℃时进行浇铸成型,浇铸冷却水温
23℃;
73.s4:对浇铸成型的铸棒进行均质、挤压及时效处理;其中均质处理采用560℃保温20h后冷却,材料加热至550℃进行挤压处理,出口温度为540℃,时效处理采用190℃保温8h。
74.实施例4
75.铝基体成分与实施例1相同,外部增强物为质量百分比含量为5%的气凝胶颗粒;复合材料的加工方法与实施例1相同。
76.实施例5
77.铝基体成分与实施例1相同,外部增强物为质量百分比含量为0.6%的石墨烯;复合材料的加工方法与实施例1相同。
78.实施例6
79.铝基体成分与实施例1相同,外部增强物为质量百分比含量为0.5%的镀镍石墨烯;复合材料的加工方法与实施例1相同。
80.实施例7
81.铝基体成分与实施例1相同,外部增强物为质量百分比含量为0.5%的镀铜石墨烯;复合材料的加工方法与实施例1相同。
82.对比例1
83.铝基体成分与实施例1相同,不添加外部增强物;复合材料的加工方法与实施例1相同。
84.对比例2
85.铝基体成分及外部增强物种类和配比与实施例3相同,复合材料加工过程中浇铸时冷却水温为40℃,其他加工方法与实施例3相同。
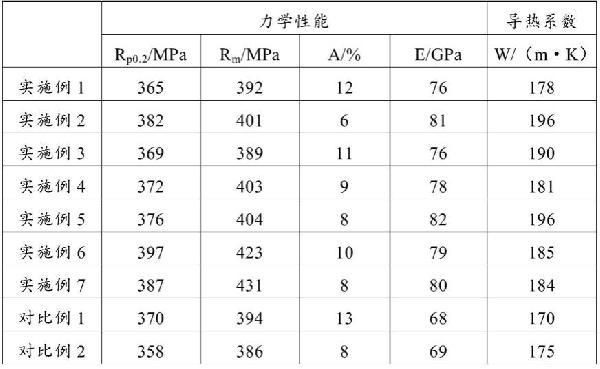
86.对上述实施例1~7、对比例1~2得到的铝基复合材料进行性能测试,测试结果见表1。
87.表1
[0088][0089]
其中,r
p0.2
为屈服强度,rm为抗拉强度,a为断裂伸长率,e为弹性模量,均采用常规方法进行测试,在此不做赘述。
[0090]
由表1可以看出,本发明实施例提供的铝基复合材料的的性能,尤其是弹性模量和导热系数,明显优于对比例,本发明通过控制铝基复合材料的成分和加工方法,使得材料的性能得到较大提升,且适合于规模化量产。
[0091]
具体地,由实施例1和实施例4~7可以看出,外部增强物为气凝胶颗粒或石墨烯时的铝基复合材料的力学性能和导热性能优于外部增强物为碳纤维的铝基复合材料;由实施例5和实施例6~7可以看出,加入同样外部增强物的铝基复合材料,外部增强物镀镍或镀铜后,铝基复合材料的力学性能普遍提高,但弹性模量和导热性能降低;由实施例1和对比例1可以看出,铝基复合材料加入了外部增强物后,弹性模量和导热性能得到提升;由实施例3和对比例2可以看出,浇铸冷却水温不超过25℃得到的铝基复合材料的力学性能和导热性能均得到显著提升。
[0092]
请参图1所示,可以看出实施例4中弥散分布的sio2的形貌,正是由于材料中存在复合颗粒,即气凝胶颗粒,从而使得材料的性能得到提升。
[0093]
以上实施方式仅用于说明本发明而并非限制本发明所描述的技术方案,对本说明书的理解应该以所属技术领域的技术人员为基础,尽管本说明书参照上述的实施例对本发明已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本发明进行修改或者等同替换,而一切不脱离本发明的精神和范围的技术方案及其改进,均应涵盖在本发明的权利要求范围内。技术特征:
1.一种铝基复合材料,其特征在于:所述铝基复合材料的铝基体包括按质量百分比计的如下成分:mg 0.4~0.8%,si 0.9~1.5%,cu 0.6~1.5%,mn≤0.20%,cr≤0.10%,ti≤0.05%,fe≤0.15%,余量为al和不可避免的杂质;还包括质量百分比为0.1~7%的外部增强物,所述外部增强物为碳纤维、碳纳米管、石墨烯、气凝胶颗粒中的一种或多种。2.根据权利要求1所述的铝基复合材料,其特征在于:所述外部增强物的尺寸小于1微米。3.根据权利要求2所述的铝基复合材料,其特征在于:所述外部增强物的尺寸为0.1~1微米。4.根据权利要求3所述的铝基复合材料,其特征在于:所述外部增强物的表面镀有镍元素或者铜元素。5.一种铝基复合材料的加工方法,用于加工权利要求1-4任一项所述的铝基复合材料,其特征在于,包括以下步骤:s1:在铸造炉内加入按照材料成分配比的固体纯铝块及中间合金,并加热使其熔化,形成熔体;s2:将干燥的外部增强物装入开有小孔的石墨钟罩内,并压入熔体;s3:添加完外部增强物后,不断搅拌熔体,再进行浇铸成型;s4:对浇铸成型形成的铸棒进行均质、挤压及时效处理。6.根据权利要求5所述的铝基复合材料的加工方法,其特征在于:步骤s2中,在熔体温度为720~900℃时将外部增强物压入熔体,并保持10~60min。7.根据权利要求5所述的铝基复合材料的加工方法,其特征在于:步骤s3中,加入外部增强物并搅拌熔体后,在熔体温度为700~800℃时进行浇铸,在浇铸过程中,使用的冷却水的温度不超过25℃。8.根据权利要求5所述的铝基复合材料的加工方法,其特征在于:步骤s4中,均质处理采用530~575℃保温8~30h后冷却。9.根据权利要求5所述的铝基复合材料的加工方法,其特征在于:步骤s4中,均质处理后将材料加热至530~560℃进行挤压处理,挤压出口温度不低于535℃。10.根据权利要求5所述的铝基复合材料的加工方法,其特征在于:步骤s4中,时效处理采用180~200℃保温4~20h。
技术总结
本发明揭示了一种铝基复合材料,包括按质量百分比计的如下成分:Mg 0.4~0.8%,Si 0.9~1.5%,Cu 0.6~1.5%,Mn≤0.20%,Cr≤0.10%,Ti≤0.05%,Fe≤0.15%,余量为Al和不可避免的杂质;还包括质量百分比为0.1~7%的外部增强物,所述外部增强物为碳纤维、碳纳米管、石墨烯、气凝胶颗粒中的一种或多种。本发明还涉及该铝基复合材料的加工方法为:将原料熔炼后,加入外部增强物,再进行浇铸成型,最后对铸棒进行均质、挤压及时效处理,得到高性能的铝基复合材料。本发明通过选择铝基体成分、增强物种类及其添加工艺和后续变形工艺的组合,使得铝基复合材料具有较好的性能,且有利于规模化量产,具有广阔的应用前景。具有广阔的应用前景。具有广阔的应用前景。
技术研发人员:张鸿 钟皓 杨达彬
受保护的技术使用者:广东中色研达
新材料科技股份有限公司
技术研发日:2022.05.24
技术公布日:2022/8/22
声明:
“铝基复合材料及其加工方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 821
编辑:北方有色网
来源:广东中色研达新材料科技股份有限公司
821
编辑:北方有色网
来源:广东中色研达新材料科技股份有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日