1.本发明属于
粉末冶金技术领域,具体涉及一种粉末冶金高力学性能钛合金紧固件的生产工艺。
背景技术:
2.随着航空、航天、兵器、舰船、化工、能源等领域的发展,一方面对包括套筒类零件在内的工具的需求量增加,另一方面也提出了更加苛刻的性能要求,如耐腐蚀、轻便、无磁、超强耐用等。虽然钛合金因其强度高、耐蚀性好、耐热性高等特点而被广泛用于各个领域,但是,由于钛合金特殊的物理和力学性能,具有强度高,变形能力差,冷加工硬化严重,回弹强,易开裂,易粘模等缺陷。当前钛合金紧固件大多采用热镦加工方法,存在产品质量差,材料单耗高,劳动强度大,生产效率低,废品率高及成本高等缺点,无法满足航空、航天等特殊领域的应用需求。
3.粉末冶金是制取金属粉末或用金属粉末作为原料,经过成形和烧结,制造金属材料、
复合材料以及各种类型制品的工艺技术。由于粉末冶金技术的优点,它已成为解决
新材料问题的钥匙,在新材料的发展中起着举足轻重的作用。目前的钛合金紧固件热镦加工方式,力学性能不高,无法满足钛合金紧固件要承受力的要求,因此我们提出一种粉末冶金高力学性能钛合金紧固件的生产工艺。
技术实现要素:
4.本发明的目的在于提供一种粉末冶金高力学性能钛合金紧固件的生产工艺,以解决上述背景技术中提出目前的钛合金紧固件热镦加工方式,紧固件力学性能不高的问题。
5.为实现上述目的,本发明采用了如下技术方案:一种粉末冶金高力学性能钛合金紧固件的生产工艺,包括如下步骤:
6.s1、配料:按质量分数计,称取氢化钛粉450
?
500份、铁粉20
?
40份、硅粉20
?
40份、碳粉2
?
10份、硬脂酸
锌5
?
20份、
铜粉5
?
20份、硫化
锰2
?
10份、润滑剂1
?
3份、机油1
?
3份、二硫化钼1
?
5份、钒1
?
5份;
7.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;
8.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
9.s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;
10.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;
11.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
12.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
13.s8、清洗:将精整后的产品通过清洗机进行清洗;
14.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
15.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
16.优选的,s1中,tih2粉末及其它金属元素粉末的颗粒直径为10μm~150μm,其它粉末的颗粒直径为50μm~300μm。
17.优选的,s2中采用纯度为99.99%以上的ar气作为保护气氛,高能球磨的球料比为5:1~20:1,高能球磨的转速为100~300转/分,高能球磨制得的粉末晶粒尺寸为50~100nm。
18.优选的,s4中的紧固件模具设置为304不锈钢包套,加压后获得相对密度99.8%,尺寸误差小于1%的热等静压零件。
19.优选的,s5中,包括预烧结和压力烧结,其中在650℃
?
850℃预烧结60
?
120min,在该温度下在200mpa
?
300mpa压力下整形和再次挤压,在1050℃
?
1150℃温度下烧结200
?
300min。
20.优选的,s6中所述的成品降温为匀速降温处理,降温速度为不超过5℃/min。
21.优选的,s7中的紧固件精整,包括端面粗磨,精磨、内壁的加工;端面精磨后两端面的平面度可达0.002mm以内,高度精度达
±
0.003mm以内。
22.优选的,s9中,烘干温度为350℃
?
400℃,时间为30min,通蒸汽温度500℃
?
550℃,时间为120min,保温温度为550℃
?
600℃,时间为30min,出炉温度为450℃
?
500℃,蒸汽压力为0.1mpa
?
0.3mpa。
23.与现有技术相比,本发明的技术效果和优点:本发明通过粉末作为原料,经过成形和烧结,从而有效地减少合金中的孔隙,提高合金致密度,以及减少形变加工后出现的大量位错,提高合金的强度,使合金具有更均匀的显微组织和更好的力学性能。该方法效率高、成本低、材料利用率高,适于大批量的生产。
附图说明
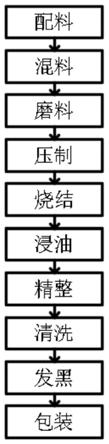
24.图1为本发明的工艺流程图。
具体实施方式
25.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1
27.s1、配料:按质量分数计,称取氢化钛粉450份、铁粉20份、硅粉20份、碳粉2份、硬脂酸锌5份、铜粉5份、硫化锰2份、润滑剂1份、机油1份、二硫化钼1份、钒1份;
28.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;
29.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
30.s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;
31.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;
32.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
33.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
34.s8、清洗:将精整后的产品通过清洗机进行清洗;
35.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
36.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
37.实施例2
38.s1、配料:按质量分数计,称取氢化钛粉500份、铁粉40份、硅粉40份、碳粉10份、硬脂酸锌20份、铜粉20份、硫化锰10份、润滑剂3份、机油3份、二硫化钼5份、钒5份;
39.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;
40.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
41.s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;
42.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;
43.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
44.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
45.s8、清洗:将精整后的产品通过清洗机进行清洗;
46.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
47.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
48.实施例3
49.s1、配料:按质量分数计,称取氢化钛粉470份、铁粉30份、硅粉30份、碳粉5份、硬脂酸锌10份、铜粉10份、硫化5份、润滑剂2份、机油2份、二硫化钼2份、钒2份;
50.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;
51.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
52.s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;
53.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;
54.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
55.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
56.s8、清洗:将精整后的产品通过清洗机进行清洗;
57.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
58.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
59.实施例4
60.s1、配料:按质量分数计,称取氢化钛粉485份、铁粉35份、硅粉35份、碳粉7份、硬脂酸锌13份、铜粉13份、硫化锰7份、润滑剂2份、机油2份、二硫化钼4份、钒4份;
61.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;
62.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
63.s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;
64.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;
65.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
66.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
67.s8、清洗:将精整后的产品通过清洗机进行清洗;
68.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
69.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
70.实施例5
71.s1、配料:按质量分数计,称取氢化钛粉450份、铁粉20份、硅粉20份、碳粉5份、硬脂酸锌15份、铜粉15份、硫化锰5份、润滑剂2份、机油2份、二硫化钼3份、钒3份;
72.s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌50min;
73.s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;
74.s4、压制:将磨好好的原料放入紧固件模具中,在700mpa压力下压制5min;
75.s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为300min;
76.s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;
77.s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;
78.s8、清洗:将精整后的产品通过清洗机进行清洗;
79.s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;
80.s10、包装:将发黑后的产品出炉冷却,检验后包装入库。
81.本发明通过粉末作为原料,经过成形和烧结,从而有效地减少合金中的孔隙,提高合金致密度,以及减少形变加工后出现的大量位错,提高合金的强度,使合金具有更均匀的显微组织和更好的力学性能。该方法效率高、成本低、材料利用率高,适于大批量的生产。
82.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可
以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。技术特征:
1.一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:包括如下步骤:s1、配料:按质量分数计,称取氢化钛粉450
?
500份、铁粉20
?
40份、硅粉20
?
40份、碳粉2
?
10份、硬脂酸锌5
?
20份、铜粉5
?
20份、硫化锰2
?
10份、润滑剂1
?
3份、机油1
?
3份、二硫化钼1
?
5份、钒1
?
5份;s2、混料:将上述称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌60min,然后加入润滑剂和机油在混料机内混合搅拌45min
?
60min;s3、磨料:将混合均匀的粉料放入高能球磨机中,采用高能球磨机将粉料直接破碎成钛合金粉末;s4、压制:将磨好好的原料放入紧固件模具中,在600mpa
?
800mpa压力下压制5min;s5、烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,并且进行加压,烧结时间为200
?
400min;s6、浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;s7、精整:用车削方法去除热等静压完成的粉末毛坯,对毛坯进行精加工,获得符合尺寸精度要求的紧固件;s8、清洗:将精整后的产品通过清洗机进行清洗;s9、发黑:将清洗过后的产品通过发黑筐放入带发黑炉内进行发黑;s10、包装:将发黑后的产品出炉冷却,检验后包装入库。2.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s1中,tih2粉末及其它金属元素粉末的颗粒直径为10μm~150μm,其它粉末的颗粒直径为50μm~300μm。3.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s2中采用纯度为99.99%以上的ar气作为保护气氛,高能球磨的球料比为5:1~20:1,高能球磨的转速为100~300转/分,高能球磨制得的粉末晶粒尺寸为50~100nm。4.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s4中的紧固件模具设置为304不锈钢包套,加压后获得相对密度99.8%,尺寸误差小于1%的热等静压零件。5.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s5中,包括预烧结和压力烧结,其中在650℃
?
850℃预烧结60
?
120min,在该温度下在200mpa
?
300mpa压力下整形和再次挤压,在1050℃
?
1150℃温度下烧结200
?
300min。6.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s6中所述的成品降温为匀速降温处理,降温速度为不超过5℃/min。7.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s7中的紧固件精整,包括端面粗磨,精磨、内壁的加工;端面精磨后两端面的平面度可达0.002mm以内,高度精度达
±
0.003mm以内。8.根据权利要求1所述的一种粉末冶金高力学性能钛合金紧固件的生产工艺,其特征在于:s9中,烘干温度为350℃
?
400℃,时间为30min,通蒸汽温度500℃
?
550℃,时间为120min,保温温度为550℃
?
600℃,时间为30min,出炉温度为450℃
?
500℃,蒸汽压力为0.1mpa
?
0.3mpa。
技术总结
本发明公开了一种粉末冶金高力学性能钛合金紧固件的生产工艺,包括如下步骤:配料;混料:将称重好的配料除润滑剂和机油外均研磨制成粉末放入混料机中搅拌;磨料:将混合均匀的粉料放入高能球磨机中破碎成钛合金粉末;压制:将磨好好的原料放入紧固件模具中压制;烧结:将压制好的毛坯通过烧结网送入烧结炉内进行高温烧结,浸油:将烧结后的成品降温,然后通过网袋送入浸油机内进行浸油;精整:对毛坯进行精加工,获得符合尺寸精度要求的紧固件。本发明提高合金的强度,使合金具有更均匀的显微组织和更好的力学性能。该方法效率高、成本低、材料利用率高,适于大批量的生产。适于大批量的生产。适于大批量的生产。
技术研发人员:邱敬文
受保护的技术使用者:苏州鹏贤新材料科技有限公司
技术研发日:2021.08.30
技术公布日:2021/11/30
声明:
“粉末冶金高力学性能钛合金紧固件的生产工艺的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1030
编辑:北方有色网
来源:苏州鹏贤新材料科技有限公司
1030
编辑:北方有色网
来源:苏州鹏贤新材料科技有限公司



 咨询细节
咨询细节












































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 
















