1.本发明属于
粉末冶金的技术领域,具体属于一种提高硬质合金晶粒度的方法。
背景技术:
2.硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种复合合金材料,其一般以高硬度难熔金属碳化物粉末为硬质相,以co、ni等金属为粘接相。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也能基本保持不变,在1000℃时仍有很高的硬度,因此,硬质合金被广泛应用于切削工具、石油钻采、耐磨零件等领域,尤其是用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、
有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高
锰钢、工具钢等难加工的材料。同时,随着现今科学技术的发展,针对硬质合金的使用场景也在不断变化和提升,其对使用硬质合金所具备的技术指标要求也越来越高。
3.目前,在硬质合金的使用范围中,工程矿用合金约占合金总量的三分之一,每年消耗的工程矿用合金约1万吨,而工程矿用合金对其使用状态的要求为粗晶粒合金;因此,针对工程矿用合金使用状态的要求,现今在生产粗晶粒硬质合金工艺中,都是选择粗颗粒碳化钨,而粗颗粒碳化钨制备加工需要高温还原和高温碳化,这样不仅生产成本高,而且有些颗粒是假颗粒,加工效果差。
4.现今,关于生产粗晶粒合金的工艺已有部分专利和论文公开了一定的新方法,如公开号为us6692690b2、us6423112b1、us6126709a的美国专利,以及公开号为cn103886172b的中国专利,其公开了通过对粉末进行破碎、筛分,从而获得狭窄粒度分布的碳化钨,并与
钴进行涂覆,进而生产出粗晶粒合金;另外,公开号为cn102676902a、cn102560216a、cn101824574acn102634684a的中国专利,其公开了采用对碳化钨进行多级筛分,选取粗颗粒碳化钨,再经过一定工艺使其与钴覆和,从而少破坏碳化钨原本的颗粒,进而生产出超粗硬质合金;上述方法都是基于碳化钨颗粒本身是粗颗粒的情况下进行的加工,并没有针对碳化钨颗粒在合金烧结中促进晶粒长大的处理,而该过程又是晶粒成型极为重要环节,因此亟需加以突破性完善。
技术实现要素:
5.(1)要解决的技术问题
6.针对现有技术的不足,本发明的目的在于提供一种提高硬质合金晶粒度的方法,该方法旨在解决现今制备粗晶粒硬质合金不仅生产成本高,而且加工效果差,同时,现今都是基于碳化钨颗粒本身是粗颗粒的情况下进行的加工,并没有针对碳化钨颗粒在合金烧结中促进晶粒长大的处理。
7.(2)技术方案
8.为了解决上述技术问题,本发明提供了这样一种提高硬质合金晶粒度的方法,该
方法的具体步骤为:
9.步骤一、选取费氏粒度为10
?
20μm的碳化钨、费氏粒度为1.0
?
5.0μm的
钴粉、费氏粒度为1.0
?
10.0μm的活化剂,将其配制成钴粉质量百分含量为10%、活化剂质量百分含量小于5%的混合料,并控制混合料的总碳质量百分含量为5.3
?
5.8%;
10.步骤二、在球料比为1
?
5:1、液料比为0.2
?
0.4l/kg的情况下,对混合料进行湿磨6
?
40h,其中,球料比中的球为合金圆柱体,液料比中的液为无水酒精;
11.步骤三、取出湿磨后的料浆,对其进行喷雾干燥制粒,制得粒度为60
?
150μm的颗粒;
12.步骤四、对喷雾干燥制得的颗粒进行球齿压制成型,控制脱蜡温度为300
?
500℃、保温时间为30
?
180min;
13.步骤五、将球齿压制成型的物料置于低压烧结炉中进行烧结,控制烧结温度为1300
?
1500℃、保温时间为30
?
150min、烧结压强为3
?
10mpa,之后,物料随炉冷却至常温,即得到粗晶粒合金成品。
14.优选地,在步骤一中,所述活化剂是费氏粒度为3μm的
镍粉和费氏粒度为3μm的磷粉混合。
15.优选地,在步骤四中,所述进行球齿压制成型所用的成型剂为56石蜡,且控制球齿压制成型时氩气的流量为7
?
15l/min。
16.本技术方案以活化剂为载体,将其加入到碳化钨和钴粉中,经过湿磨、喷雾干燥、压制、烧结制备得到粗晶粒合金;烧结时,活化剂和钴在较低的温度(850
?
1000℃)下产生液相,液相温度要低于常规硬质合金烧结的液相温度(1250
?
1300℃),碳化钨在液相中不断溶解和重结晶,在此过程中晶粒度不断长大,在相同烧结温度下,本方法的碳化钨晶粒长大能量更充足,速度更快,时间更长,本方法就是利用这种机理来制备粗晶粒硬质合金,而且本方法操作简单,容易控制,可实现工业化生产。
17.(3)有益效果
18.与现有技术相比,本发明的有益效果在于:本发明技术方案通过活化剂,使其和钴在较低的温度下产生液相,从而使碳化钨在液相中不断溶解和重结晶,并在此过程中使碳化钨晶粒度不断长大,进而在相同的烧结温度下,使碳化钨晶粒充分快速长大,并保证能量充足,长大时间更长,从而制备得到粗晶粒硬质合金;此外,该方法操作简单方便,容易控制,可实现工业化生产。
附图说明
19.为了更清楚的说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术中描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一种实施方式,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
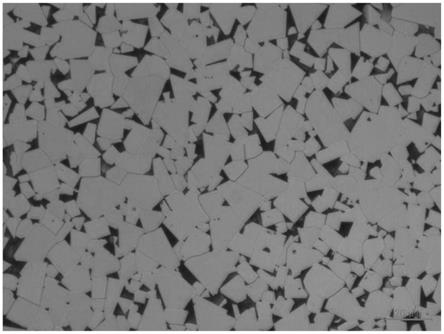
20.图1为本发明实施例1制得硬质合金成品的金相组织图(倍率为500
×
)。
21.图2为本发明实施例2制得硬质合金成品的金相组织图(倍率为500
×
)。
22.图3为本发明实施例3制得硬质合金成品的金相组织图(倍率为500
×
)。
具体实施方式
23.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明具体实施方式中的技术方案进行清楚、完整的描述,以进一步阐述本发明,显然,所描述的具体实施方式仅仅是本发明的一部分实施方式,而不是全部的样式。
24.实施例1
25.1、原料:(1)碳化钨:费氏粒度为15μm,总碳为6.11%;(2)钴粉:费氏粒度为1.5μm;(3)活化剂:镍粉费氏粒度为3μm,磷粉费氏粒度为3μm;(4)成型剂:56号石蜡;(5)湿磨介质:无水酒精;(6)按钴含量为10%,镍含量为0.5%,磷含量为0.5%,总碳为5.44%配成混合料。
26.2、制备步骤
27.(1)选取267kg碳化钨,费氏粒度为15μm,总碳为6.11%,30kg钴粉,费氏粒度1.5μm,1.5kg镍粉,费氏粒度3μm,1.5kg磷粉,费氏粒度3μm。
28.(2)将上述混合物放入300升可倾式湿磨机中,再加1.2吨合金研磨棒,无水酒精90升,石蜡6.6kg,湿磨32小时。
29.(3)卸出上述料浆,喷雾干燥制粒,制成混合料,颗粒80
?
150μm。
30.(4)用上述混合料压制成球齿产品,用低压炉脱蜡预烧,氩气流量10升每分钟,脱蜡温度350℃,保温120分钟。
31.(5)升温至1400℃保温60分钟,加压6mpa。
32.(6)产品检测性能指标如下:
[0033][0034]
此外,本实施例制得硬质合金成品的金相组织图(倍率为500
×
)如图1所示。
[0035]
实施例2
[0036]
本具体实施方式为对比试验,不加活化剂。
[0037]
1、实验原料:(1)碳化钨:费氏粒度为15μm,总碳为6.11%;(2)钴粉:费氏粒度为1.5μm;(3)成型剂:56号石蜡;(4)湿磨介质:无水酒精;(5)按钴含量为10%,总碳为5.44%配成混合料。
[0038]
2、实验步骤
[0039]
(1)选取270kg碳化钨,费氏粒度为15μm,总碳为6.11%,30kg钴粉,费氏粒度1.5μm。
[0040]
(2)将上述混合物放入300升可倾式湿磨机中,再加1.2吨合金研磨棒,无水酒精90升,石蜡6.6kg,湿磨32小时。
[0041]
(3)卸出上述料浆,喷雾干燥制粒,制成混合料,颗粒80
?
150μm。
[0042]
(4)用上述混合料压制成球齿产品,用低压炉脱蜡预烧,氩气流量10升每分钟,脱蜡温度350℃,保温120分钟。
[0043]
(5)升温至1400℃保温60分钟,加压6mpa。
[0044]
(6)产品检测性能指标如下:
[0045][0046]
此外,本实施例制得硬质合金成品的金相组织图(倍率为500
×
)如图2所示。
[0047]
实施例3
[0048]
本具体实施方式相对应实施例1相比,活化剂含量改变。
[0049]
1、实验原料:(1)碳化钨:费氏粒度为15μm,总碳为6.11%;(2)钴粉:费氏粒度为1.5μm;(3)活化剂:镍粉费氏粒度为3μm,磷粉费氏粒度为3μm;(4)成型剂:56号石蜡;(5)湿磨介质:无水酒精;(6)按钴含量为10%,镍含量为1%,磷含量为1%,总碳为5.44%配成混合料。
[0050]
2、实验步骤
[0051]
(1)选取264kg碳化钨,费氏粒度为15μm,总碳为6.11%,30kg钴粉,费氏粒度1.5μm,3kg镍粉,费氏粒度3μm,3kg磷粉,费氏粒度3μm。
[0052]
(2)将上述混合物放入300升可倾式湿磨机中,再加1.2吨合金研磨棒,无水酒精90升,石蜡6.6kg,湿磨32小时。
[0053]
(3)卸出上述料浆,喷雾干燥制粒,制成混合料,颗粒80
?
150μm。
[0054]
(4)用上述混合料压制成球齿产品,用低压炉脱蜡预烧,氩气流量10升每分钟,脱蜡温度350℃,保温120分钟。
[0055]
(5)升温至1400℃保温60分钟,加压6mpa。
[0056]
(6)产品检测性能指标如下:
[0057][0058]
此外,本实施例制得硬质合金成品的金相组织图(倍率为500
×
)如图3所示。
[0059]
由实施例1
?
3可以明显看出,本技术方案可以使碳化钨晶粒充分快速长大,从而制备得到粗晶粒硬质合金。
[0060]
以上描述了本发明的主要技术特征和基本原理及相关优点,对于本领域技术人员而言,显然本发明不限于上述示范性具体实施方式的细节,而且在不背离本发明的构思或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将上述具体实施方式看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0061]
此外,应当理解,虽然本说明书按照各实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。技术特征:
1.一种提高硬质合金晶粒度的方法,其特征在于,该方法的具体步骤为:步骤一、选取费氏粒度为10
?
20μm的碳化钨、费氏粒度为1.0
?
5.0μm的钴粉、费氏粒度为1.0
?
10.0μm的活化剂,将其配制成钴粉质量百分含量为10%、活化剂质量百分含量小于5%的混合料,并控制混合料的总碳质量百分含量为5.3
?
5.8%;步骤二、在球料比为1
?
5:1、液料比为0.2
?
0.4l/kg的情况下,对混合料进行湿磨6
?
40h,其中,球料比中的球为合金圆柱体,液料比中的液为无水酒精;步骤三、取出湿磨后的料浆,对其进行喷雾干燥制粒,制得粒度为60
?
150μm的颗粒;步骤四、对喷雾干燥制得的颗粒进行球齿压制成型,控制脱蜡温度为300
?
500℃、保温时间为30
?
180min;步骤五、将球齿压制成型的物料置于低压烧结炉中进行烧结,控制烧结温度为1300
?
1500℃、保温时间为30
?
150min、烧结压强为3
?
10mpa,之后,物料随炉冷却至常温,即得到粗晶粒合金成品。2.根据权利要求1所述的一种提高硬质合金晶粒度的方法,其特征在于,在步骤一中,所述活化剂是费氏粒度为3μm的镍粉和费氏粒度为3μm的磷粉混合。3.根据权利要求1所述的一种提高硬质合金晶粒度的方法,其特征在于,在步骤四中,所述进行球齿压制成型所用的成型剂为56石蜡,且控制球齿压制成型时氩气的流量为7
?
15l/min。
技术总结
本发明公开了一种提高硬质合金晶粒度的方法,该方法旨在解决现今制备粗晶粒硬质合金不仅生产成本高,而且加工效果差,同时,现今都是基于碳化钨颗粒本身是粗颗粒的情况下进行的加工,并没有针对碳化钨颗粒在合金烧结中促进晶粒长大的处理。该方法以活化剂为载体,将其加入到碳化钨和钴粉中,经过湿磨、喷雾干燥、压制、烧结制备得到粗晶粒合金。本技术方案可以使碳化钨晶粒充分快速长大,从而制备得到粗晶粒硬质合金。晶粒硬质合金。晶粒硬质合金。
技术研发人员:邹爱忠
受保护的技术使用者:邹爱忠
技术研发日:2021.09.17
技术公布日:2021/12/10
声明:
“提高硬质合金晶粒度的方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 549
编辑:北方有色网
来源:邹爱忠
549
编辑:北方有色网
来源:邹爱忠



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















