1.本发明属于电工设备和电子设备技术领域,特别涉及一种超高软磁性能的铁
镍合金及其制备方法。
背景技术:
2.
软磁材料是一种具有高饱和磁化强度(ms)、低矫顽力(hc)和高磁导率的磁性材料。软磁材料易于磁化,也易于退磁,广泛应用于电工设备和电子设备中。随着信息化时代的快速发展,为了满足传统工业日益发展的需求,更重要的是为了满足电子信息和科学技术的发展和各种电子产品的需求,人们对磁性材料提出了越来越高的要求。常见的软磁材料fe基合金以其优异的软磁性能在变压器、
传感器、开关电源等方面的应用得到广泛的重视。软磁fe基合金相比于传统的软磁材料及其他软磁合金体系具有明显的优势,但仍存在许多挑战,例如,软磁fe基合金脆性较大,不易进行切削加工。此外,软磁fe基合金的热稳定性低,综合磁学性能仍有待进一步提升。软磁材料的应用历史可追溯到20世纪30年代,在之后的发展过程中,由于使用频率的不断增加,软磁材料在高频段的使用受到了严重的限制。这是由于在使用过程中,软磁材料高频下使用存在严重的趋肤效应和自身电阻率相对较低以及涡流损耗较大等严重的缺陷。因此,开发新型铁镍合金,改善传统铁镍合金的性能,对于扩展铁镍合金的应用范围具有极其重要的研究价值。为了解决这一问题,需要研发一种新型软磁材料,这种新型的软磁材料不仅具有较高的电阻率同时还适用于高频下的使用。通过添加少量的合金元素cr和ti、适当调整fe和ni的比例,得到一种新的元素配方,再经过热处理、轧制等,可以获得高磁导率和高饱和磁感应强度的具有综合性能优异的软磁fe基合金。
技术实现要素:
3.本发明的一个目的是解决至少上述问题和/或缺陷,并提供至少后面将说明的优点。
4.为了实现根据本发明的这些目的和其它优点,提供了一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
5.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;
6.步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;
7.步骤三、将合金铸锭进行热轧;
8.步骤四、将热轧后的合金铸锭进行冷轧;
9.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金。
10.优选的是,所述步骤一中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14~0.15%、si:0.2~0.3%、ti:0.05~0.07%、mn:0.4~0.5%、mo:0.02%、al:0.02%、cu:0.05%。
11.优选的是,所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平
均粒径均小于10μm。
12.优选的是,所述球磨混合采用行星球磨机,并以
氧化锆球为磨球,氧化锆球的直径为3~6mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为1.5~3h,球磨转速为200~400rpm;在混粉机上混合的过程为:先以150~200rpm的速度混合1~3min,然后以250~300rpm的速度混合4~6h。
13.优选的是,所述步骤一中,在氩气气氛手套箱中,将球磨混合后的粉料加入圆柱形模具中压实,并在圆柱形模具的两端设置对称电极,然后施加高压脉冲电流处理5~8min。
14.优选的是,所述高能脉冲电流的输出电流80~150a,输出电压220v,脉冲频率为50hz-100hz,脉冲电流宽度为20μs~70μs。
15.优选的是,所述步骤二中,熔炼使用中频
真空感应熔炼炉进行熔炼,浇铸温度为1200℃~1300℃,浇铸锭模为长方体状铸铁锭模;所述步骤三中,合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%。
16.优选的是,所述步骤四中,将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h。
17.优选的是,所述步骤五中,固溶工艺参数为温度850℃,时间1-2h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
18.本发明还提供一种如上所述的制备方法制备的超高软磁性能的铁镍合金。
19.本发明至少包括以下有益效果:本发明的高软磁性能的铁镍合金以一种全新的元素配方的预合金粉末为原始材料,在真空熔炼作用下各合金化元素形成固溶体。经过多道次深冷轧制后,与现市面上的铁镍合金同类产品相比,该样品内部只有小部分晶粒发生动态再结晶,且具有超高的位错密度。该铁镍合金的结构具有超大晶粒的同时,较多的小孪晶夹杂在大晶粒之间,晶粒尺寸为20-300μm。该合金的磁性能都得到增强,饱和磁化强度得到极大的提高,又获得了超低的矫顽力,表现处超高的软磁性能。与此同时超大晶粒内部具有超高的位错密度,这大大提高了铁镍合金的硬度和强度。因此本发明不仅大幅提高铁基材的硬度及耐磨性,而且保持了优良的软磁性能。同时原料易得,工艺环保,效率高且易控制,可实现大规模生产。
20.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明:
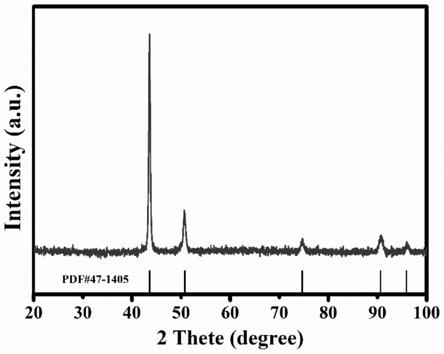
21.图1为本发明实施例3制备的铁镍合金的xrd图;
22.图2为实施例3制备的铁镍合金的小角晶界分布图(灰色和黑色分别代表小角晶界和大角晶界);
23.图3为实施例3制备的铁镍合金的孪晶分布图(灰色代表孪晶界)。
具体实施方式:
24.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
25.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
26.实施例1:
27.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
28.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.16%、si:0.2%、ti:0.05%、mn:0.5%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
29.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
30.步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
31.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
32.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
33.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
34.实施例2:
35.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
36.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.16%、si:0.3%、ti:0.05%、mn:0.4%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
37.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:
先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
38.步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
39.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
40.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
41.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
42.实施例3:
43.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
44.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14%、si:0.2%、ti:0.07%、mn:0.5%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
45.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
46.步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
47.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
48.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
49.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
50.实施例4:
51.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
52.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14%、si:0.3%、
ti:0.07%、mn:0.4%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
53.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
54.步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
55.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
56.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
57.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
58.实施例5:
59.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
60.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14%、si:0.2%、ti:0.07%、mn:0.5%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
61.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
62.步骤二、在氩气气氛手套箱中,将球磨混合后的粉料加入圆柱形模具中压实,并在圆柱形模具的两端设置对称电极,然后施加高压脉冲电流处理6min;所述高能脉冲电流的输出电流120a,输出电压220v,脉冲频率为60hz,脉冲电流宽度为50μs;
63.将高能脉冲电流处理后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
64.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
65.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
66.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
67.实施例6:
68.一种超高软磁性能的铁镍合金的制备方法,包括以下步骤:
69.步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;其中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14%、si:0.3%、ti:0.07%、mn:0.4%、mo:0.02%、al:0.02%、cu:0.05%;所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均》99.9wt%,平均粒径均小于10μm;
70.所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为5mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为2h,球磨转速为300rpm;在混粉机上混合的过程为:先以200rpm的速度混合1min,然后以250rpm的速度混合5h;
71.步骤二、在氩气气氛手套箱中,将球磨混合后的粉料加入圆柱形模具中压实,并在圆柱形模具的两端设置对称电极,然后施加高压脉冲电流处理6min;所述高能脉冲电流的输出电流120a,输出电压220v,脉冲频率为60hz,脉冲电流宽度为50μs;
72.将高能脉冲电流处理后的粉料进行熔炼,得到合金铸锭;熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1250℃,浇铸锭模为长方体状铸铁锭模;
73.步骤三、将合金铸锭进行热轧,其包括:合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%;
74.步骤四、将热轧后的合金铸锭进行冷轧,其包括:将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h;
75.步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金;固溶工艺参数为温度850℃,时间1.5h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。
76.对实施例1~6制备的超高软磁性能的铁镍合金进行性能测试,其初始磁化强度μ0、剩余磁化强度br、磁感应强度bs、饱和磁化强度ms、矫顽力hc、最大磁导率μm,如表1所示;
77.表1
[0078][0079]
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。技术特征:
1.一种超高软磁性能的铁镍合金的制备方法,其特征在于,包括以下步骤:步骤一、取fe、ni、cr、si、ti、mn、mo、al和cu元素粉末,球磨混合;步骤二、将球磨混合后的粉料进行熔炼,得到合金铸锭;步骤三、将合金铸锭进行热轧;步骤四、将热轧后的合金铸锭进行冷轧;步骤五、将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金。2.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述步骤一中,fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的质量百分比为:fe:51%、ni:48%、cr:0.14~0.15%、si:0.2~0.3%、ti:0.05~0.07%、mn:0.4~0.5%、mo:0.02%、al:0.02%、cu:0.05%。3.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述fe、ni、cr、si、ti、mn、mo、al和cu元素粉末的纯度均>99.9wt%,平均粒径均小于10μm。4.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述球磨混合采用行星球磨机,并以氧化锆球为磨球,氧化锆球的直径为3~6mm;球磨混合的球料比为15:1;球磨混合的过程为:在氩气气氛手套箱中将fe、ni、cr、si、ti、mn、mo、al、cu元素粉末和氧化锆球置于混粉机上混合,将混合均匀的物料和球磨介质酒精装罐装入行星球磨机中;通过机械泵抽真空到1pa.然后充入99.999%的高纯氩气到120kpa,洗气5min;在氩气氛围中进行球磨,时间为1.5~3h,球磨转速为200~400rpm;在混粉机上混合的过程为:先以150~200rpm的速度混合1~3min,然后以250~300rpm的速度混合4~6h。5.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述步骤一中,在氩气气氛手套箱中,将球磨混合后的粉料加入圆柱形模具中压实,并在圆柱形模具的两端设置对称电极,然后施加高压脉冲电流处理5~8min。6.如权利要求5所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述高能脉冲电流的输出电流80~150a,输出电压220v,脉冲频率为50hz-100hz,脉冲电流宽度为20μs~70μs。7.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述步骤二中,熔炼使用中频真空感应熔炼炉进行熔炼,浇铸温度为1200℃~1300℃,浇铸锭模为长方体状铸铁锭模;所述步骤三中,合金铸锭经过切除冒口,铣面后,在热轧试验机上进行四道次热轧,热轧开轧温度为900℃,终轧温度为750℃;热轧后得到热轧板总变形量小于85%。8.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述步骤四中,将热轧后的合金铸锭进行表面铣削处理,去除表面氧化层,然后在四辊冷轧实验机上进行多道次深冷轧制实验,轧制速度为0.5m/s;其中深冷处理为将样品置于液氮48h。9.如权利要求1所述的超高软磁性能的铁镍合金的制备方法,其特征在于,所述步骤五中,固溶工艺参数为温度850℃,时间1-2h,二次快速固溶工艺参数为温度1000℃,时间30s;固溶处理在连续退火模拟器和箱式电阻炉中进行。10.一种如权利要求1~9任一项所述的制备方法制备的超高软磁性能的铁镍合金。
技术总结
本发明公开了一种超高软磁性能的铁镍合金及其制备方法,包括:取Fe、Ni、Cr、Si、Ti、Mn、Mo、Al和Cu元素粉末,球磨混合;将球磨混合后的粉料进行熔炼,得到合金铸锭;将合金铸锭进行热轧;将热轧后的合金铸锭进行冷轧;将冷轧后的合金铸锭进行固溶,得到超高软磁性能的铁镍合金。本发明的高软磁性能的铁镍合金的磁性能得到增强,饱和磁化强度得到极大的提高,又获得了超低的矫顽力,表现处超高的软磁性能。与此同时超大晶粒内部具有超高的位错密度,这大大提高了铁镍合金的硬度和强度。因此本发明不仅大幅提高铁基材的硬度及耐磨性,而且保持了优良的软磁性能。同时原料易得,工艺简单、环保,效率高且易控制,可实现大规模生产。可实现大规模生产。可实现大规模生产。
技术研发人员:熊政伟 刘倩
受保护的技术使用者:西南科技大学
技术研发日:2022.01.04
技术公布日:2022/4/12
声明:
“超高软磁性能的铁镍合金及其制备方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 699
编辑:北方有色网
来源:西南科技大学
699
编辑:北方有色网
来源:西南科技大学



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















